|
中华人民共和国核行业标准
低、中水平放射性固体废弃物包装容器 钢桶
Packaging container for low-and intermediate -level radioactive soild wastes steel drum
EJ1042-1996
1996-10-24发布、1997-02-01实施、中国核工业总公司发布
前言
随着核工业发展的需要和环境保护要求的不断提高,应采用适合的包装容器来满足固体废物处理、贮存、运输和处置的要求,以加强对放射性废物的管理。
本标准对用于低、中水乎放射性固体废物的钶桶类型,基本尺寸,技术要求,试验方法,验收规则等作了明确规定,使制造厂、用户、管理部门、监督检查部门有一个共同遵循的原则,从而保证钢桶质量,并符合使用要求。
本标准由中国核工业总公司提出。
本标准起草单位,核工业第二研究设计院。
本标准主要起草人:张筱玉、孙东辉,赵立华、顾滨溪、郑之寿。
1 范围
本标准规定了用于包装低、中水平放射性固体废物的圆柱形钢桶的型号、规格、技术要求、检验方法、验收规则和标志等。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 325-91 包装容器 钢桶
GB/T 699-88 优质碳素结构钢
GB/T 1720-79 漆膜附着力测定法
GB/T 1731- 79 漆膜柔韧性测定法
GB/T 1739- 79 漆膜耐冲击力测定法
GB/T 1771- 79 漆膜耐盐雾测定法
GB/T 1865-80 漆膜老化(人工加速)测定法
GB 13251- 91 包装容器 钢桶封闭器
3 型号、规格、符号
3.1 按公称容量,分为五种型号;各种型号的基本尺寸和偏差应符合表1中所列出数值,表中符号的意义见3.2。
表1(mm)
型号
|
容量L |
d |
H |
A |
L1 |
L2 |
h1 |
h2 |
H1 |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
基本尺寸 |
极限偏差 |
基本尺寸 |
Ⅰ |
400 |
700 |
±3 |
1040 |
±5 |
20 |
±3 |
350 |
±3 |
380 |
±3 |
20 |
±1 |
8 |
- |
1080 |
Ⅱ |
200 |
560 |
±2 |
850 |
±3 |
14 |
±2 |
310 |
±3 |
280 |
±3 |
19 |
±1 |
21 |
±2 |
900 |
Ⅲ |
100 |
430 |
±2 |
720 |
±3 |
10 |
±2 |
240 |
±3 |
280 |
±3 |
16 |
±1 |
16 |
±2 |
760 |
Ⅳ |
80 |
415 |
±2 |
615 |
±3 |
8 |
±2 |
215 |
±3 |
210 |
±3 |
16 |
±1 |
16 |
±2 |
640 |
Ⅴ |
50 |
385 |
±2 |
450 |
±3 |
- |
- |
- |
- |
- |
- |
12 |
±1 |
12 |
±2 |
500 |
3.2 钢桶的结构见图1和图2。图中符号(单位:mm):
d——内径;
H——内高;
H1——外高;
A——环筋高;
L1——上环筋距顶距离;
L2——环筋间距;
h1——桶底深;
h2——桶顶深;
δ——桶壁厚。
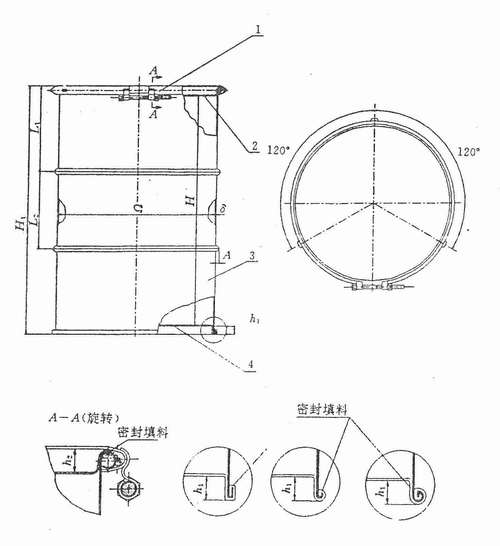
1-封闭器;2-桶盖;3-桶体;4-桶底
图1 直开口钢桶 50L,80L,100L,200L
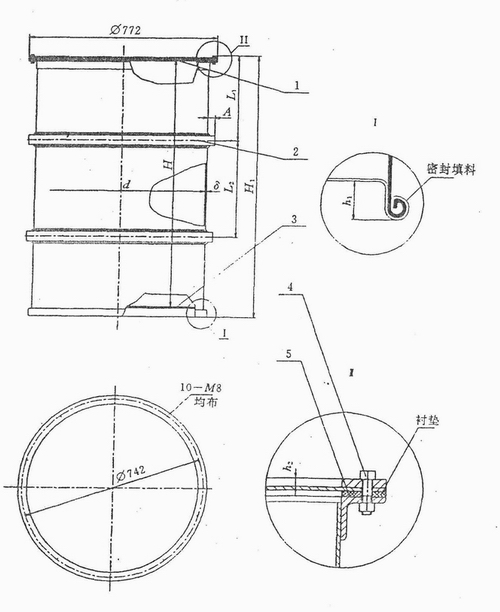
1-桶盖;2-箍;3-桶底;4-螺栓;5-垫片
图2 直开口钢桶 400L
3.3 桶壁的厚度分为三种类型(见表2)。桶顶厚度与桶壁相同(封闭箍除外)。
表2(mm)
容量 L |
加厚桶桶壁 |
标准桶桶壁 |
薄壁桶桶壁 |
400 |
2.0 |
1.5 |
- |
200 |
1.5 |
1.2-1.25 |
- |
100 |
1.2 |
1.0 |
0.8-1.0 |
80 |
1.2 |
1.0 |
0.8-1.0 |
50 |
1.0 |
0.8 |
0.5-0.6 |
3.4 封闭箍式螺杆封闭器的基本结构和尺寸应符合GB 13251的规定。
4 技术要求
4.1 基本要求
4.1.l 桶壁、桶顶和桶底均分别由整张薄钢板制成,不允许拼接。
4.1.2 桶焊缝应按GB/T 325的技术要求进行焊接。
4.1.3 80L以上(含80L)的钢桶桶壁应采用两道环筋,环筋的形状(尺寸)与GB/T 325相符。50L钢桶无环筋。
4.1.4 桶壁与桶底的卷封需充填密封填料。桶壁和桶顶的密封程度由用桶单位根据桶内所装废物特性,提出不同要求。小于400L的钢桶,桶底采用二重平卷边、二重圆卷边或三重圆卷边;400L钢桶的桶底采用二重圆卷边或三重圆卷边。
4.1.5 小于400L的钢桶,桶顶采用封闭箍式螺杆型封闭器;400L的钢桶采用法兰连接、螺栓固紧的封闭结构。
4.1.6 钢桶内外表面需涂敷保护层,外表面涂黄色,对准备连桶压缩的废物包装,其包装钢桶可不涂敷保护层。
4.2 材料要求
4.2.1 钢板应符合GB/T 699的规定。亦可选用性能不低于上述规定的其它薄钢板。
4.2.2 密封填料应采用密封性能好,与内装物相适应的耐热,耐候和耐久的材料。
4.2.3 外表面涂料应采用附着力和耐候、耐久性好的材料;内表面涂料采用与内装物相适应的材料。其性能应符合表3的规定。
表3(mm)
涂层性能 |
试验条件 |
合格指标 |
备注 |
附着力 |
GB/T 1720 |
不低于2级 |
桶内、外底漆 |
冲击强度 |
BG/T 1732 |
≥40kg×cm |
桶内、外涂层 |
柔韧性 |
GB/T 1731 |
≤1mm |
桶内、外涂层 |
辐照试验 |
≥10(3)Gy |
无粉化,开裂,变色 |
桶内、外涂层 |
盐雾试验 |
GB/T 1771 |
≥300h,1级 |
经辐照实验的桶外内涂层 |
人工老化试验 |
GB/T 1865 |
≥200h,1级 |
经辐照实验的桶内外涂层,相当于10年的使用期 |
耐化学腐蚀性能 |
16% MaBO2+MaOH水溶液40℃ |
≥48h,无鼓泡,无剥落,失光现象 |
桶内涂层 |
30% MaOH,pH=13,水溶液40℃ |
桶内涂层 |
注:*表内水熔液为重量百分比,此组成为压水堆核电厂实例。
|
4.2.4 封闭器的材料应符合GB 13251的规定。
4.3 质量要求
4.3.1 钢桶圆整,无毛刺与机械损伤,卷边无铁舌。
4.3.2 钢桶的凹瘪不多于二处,每处面积不大于桶壁面积的0.7%。
4.3.3 桶壁直缝补焊不多于二处,焊疤表面平整,宽度不大于原焊缝的一倍,总长度不大于直缝长度的10%,环筋不允许补焊。
4.3.4 钢桶卷边和桶顶法兰周边焊允许整圈补焊,焊缝应平整均匀。
4.3.5 桶内洁净,无锈,无渣及其它杂质。
4.3.6 漆膜平整光滑,颜色均匀,无起皱和流淌等缺陷。
4.3.7 封闭器装配后密封良好,并保证配合件的互换性。
4.4 性能要求
4.4.1 钢桶应经受喷水试验。
4.4.2 钢桶应经受堆码试验,
4.4.3 钢桶应经受贯穿试验。
4.4.4 钢桶应经受自由下落试验。
5 检测和试验方法
5.1 基本尺寸和质量应符合表l和4.3要求。
5.2 喷水试验
试样接受至少th的模拟雨量约为每小时50mm的喷水试验,在堆码试验、贯穿试验和自由下落试验之前均需分别进行本试验.如果喷水试验从四个方向同时进行,则时间间隔应取2h,如喷水试验是按方向依次进行,则不需要时间间隙。用布擦干桶外表面,观察内表面无水为合格。
5.3 堆码试验
钢桶内装密度为2000kg/m3的均匀固体物质,充填系数为95%,堆码方式为正位直立式和卧式,其直立时,负载应为五个同样的钢桶。卧式堆码其负载应为八个同样的钢桶。也可采用等效方法代替,堆放持续时间为2h,该桶不得因进行试验而显著变形。
5.4 贯穿试验
钢桶内装密度约2000kg/m3的均匀固体物质,充填系数为95%,钢桶应放在一个坚硬平坦的水平面上,在试验进行过程中,该面不应有显著的移动.用一根末端呈半球形,直径为3.2cm,质量为6kg的棒(低碳钢);保持纵轴垂直地直接下落在钢桶最薄弱部分的中心部位。从棒最下端到击中点的下落高度应为Im.该棒不得因进行试验而显著变形。桶不得破损。
5.5 自由下落试验
钢桶内装密度为2000kg/m3;的均匀固体物质,充填系数为95%.以桶底和桶顶某点着地,自由落体方式下落二次,并以桶壁水平着地自由落体方式下落一次。试验用靶为上铺钢板的混凝土块,钢板和混凝土块的总质量至少应该是落在其上面的试样的10倍。
自由下落高度为1.2m。
该桶不得因试验而造成桶体开裂,封闭器损坏和内装固体物质的散失。
5.6 封闭器质量检验
按GB 13251的规定进行。
5.7 内外表面保护层质量检验
涂层性能按表3中规定的要求进行。
6 验收规则
6.1 钢桶应由取得制造许可证的厂家制造,厂质量监督部门按本标准第4章技术要求和第5章试验检测的规定进行检验,检查合格后出具合格证书。
6.2 抽检和判定规则
6.2.1 按生产桶的批量抽检,抽检数量不小于l%.生产批量小于500只钢桶,不得少于三个,抽样顺序按表4中C类、B类、A类进行;A类检查的顺序是:喷水试验、堆码试验,贯穿试样和自由下落试验。
6.2.2 判定规则
6.2.2.1 不合格的分类和各类的判定项目见表4。
表4
序号 |
检验项目 |
A类不合格 |
B类不合格 |
C类不合格 |
1 |
内高 |
. |
. |
√ |
2 |
内径 |
. |
. |
√ |
3 |
环筋高 |
. |
. |
√ |
4 |
环筋间距 |
. |
. |
√ |
5 |
桶顶底深 |
. |
. |
√ |
6 |
卷管直径 |
. |
. |
√ |
7 |
桶顶配合外径 |
. |
. |
√ |
8 |
桶顶外径 |
. |
. |
√ |
9 |
桶顶深 |
. |
. |
√ |
10 |
桶顶边深 |
. |
. |
√ |
11 |
圆整、无毛刺、无铁舌 |
. |
. |
√ |
12 |
无机械损伤 |
. |
. |
√ |
13 |
无锈、无渣 |
. |
. |
√ |
14 |
漆膜平整、光滑 |
. |
. |
√ |
15 |
漆膜无起皱、无流淌 |
. |
. |
√ |
16 |
焊缝 |
. |
√ |
. |
47 |
漆膜附着力 |
. |
√ |
. |
18 |
封闭器互换性 |
. |
√ |
. |
19 |
喷水试验 |
√ |
. |
. |
20 |
堆码试验 |
√ |
. |
. |
21 |
贯穿试验 |
√ |
. |
. |
22 |
自由下落试验 |
√ |
. |
. |
6.2.2.2 凡符合以下任何一项,即判定该产品为不合格:
a) A类不合格有一项;
b) B类不合格有一项,C类不合格有三项;
c) B类不合格有二项,C类不合格有二项;
d) B类不合格有三项,C类不合格有一项;
e) C类不合格大于四项。
如按6.2.2.2条的规定,抽检判定为不合格,需加倍抽样检验,仍不合格时则判定该批产品为不合格。
7 标志
钢桶应在桶顶边沿压印如下标志;
a) 制造厂的名称或代号;
b) 批号和生产年月日;
c) 钢板厚度(顶/底/壁)。
 附件:EJ1042-1996标准原文(下载) 附件:EJ1042-1996标准原文(下载)
|

