|
浅析影响钢桶卷边质量的因素
株洲市金属包装厂 刘洪顺
200升闭口钢桶是盛装液体产品的薄壁容器。要求其有良好的密封性能。近年来,由于普遍采用较先进的三重圃卷边工艺,使我国的钢桶工艺制造水平有很大提高。
提高钢桶密封质量,减少渗漏损失,是钢桶质量管理工作重要目标之一。我们在200升闭口钢桶生产实践中,为提高钢桶的卷边质量,曾作过如下实践,现总结如下:
一、选用密封性能好的填料和合理的喷胶技术。在选择密封填料方面,我厂曾对国内各种密封填料,做了使用性能对比试验。我厂选用化工部株洲乳胶研究所研制的N-2密封胶。该密封胶各项性能指标均优于国内同类型产品,产品质量稳定,可喷可刷,使用很方便。
二、稳定钢桶生产中的工序质量。我厂严格执行工艺文件,控制各道工序质量的稳定性。如桶底周边的落料拉伸尺寸和冲压质量。在桶身中段生产中,控制扳边宽度。保证扳边尺寸的对称和周边宽度的均匀性。使上述工序质量稳定,获得满意的卷边是一项关键的工艺标准化工作。
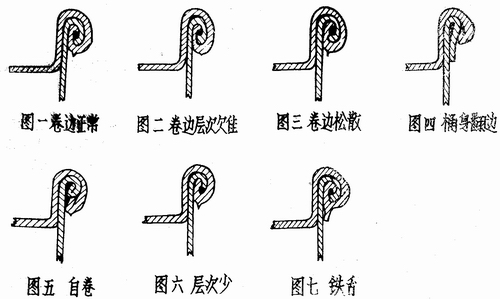
三、注意卷边压轮和卷封夹盘的调整。调整好卷封压轮和卷封夹盘是获得合格卷边的关键环节。生产实践中,调整好卷封压轮和卷封夹盘,可消除卷边松散、自卷、翻边,铁舌等缺陷。如图2~7所示。这些常见的卷边缺陷,有的用目测检验,有的则要通过解剖断面来验证。图1为钢桶正常卷边图例。
四、注意稳定缝焊搭边尺寸和优选缝焊工艺规范。改进桶身搭边尺寸和优选缝焊工艺参数,不断提高操作技术,对提高卷边质量也具有一定的实践意义。钢桶卷边密封质晕的最薄弱环节即缝焊搭边区。如果选用先进的全自动缝焊机焊接,其搭边宽度可减小,搭边区不易因增厚产生铁舌和填料不饱满的现象,如图7。但目前国内多数厂家仍采用半自动缝焊机,故只有在改进搭边尺寸和优选缝焊工艺规范,改进操作技术等方面下功夫。
五、不能忽视对钢桶半成品的质量管理。对桶顶底周边和桶身扳边部位保护好坏,是引起卷边质量波动而不可忽视的因素。尽管钢桶生产具有典型的工艺流程,但由于生产钢桶种类不同,工序的编排也不同,如钢桶卷边前的半成品阶段镀锌钢桶和内壁防腐钢桶搬运的次数频繁,致桶身和桶底周边变形,故在卷边前,增加半成品的修正校正工序是非常必要的。这样,可防止卷边时产生自卷和翻边。在批量生产中,这一点往往不易弓|起人们的重视。故在质量管理工作中,要加强质量意识教育和基本技术培训。提高钢桶卷边质量,稳定卷边工序,是车间质量管理一个很重要的环节。
六、选好卷封压轮和卷封夹盘的制造材料。这是获得稳定的卷边质量的关键环节。小型制桶厂一般采用45号钢制造。如果加工中不经热处理,卷封夹盘的寿命就很短;若火焰淬火不当,使用时其周边易崩碎。如果选用中碳低合金钢,并对其半成品进行调质处珲,然后精加工成形,便可提高夹盘的使用寿命。卷封压轮大多采用碳素工具钢制造。经热处理后,使用寿命较卷封夹盘长。假如我们选用新型模具钢65Nb来制造卷封压轮,经热处理,并对其表进行离子氮化处理,那么,压轮的使用寿就更长。压轮较长的使用寿命,对稳定卷边工序,提高卷边质量,具有一定的实践意义,很值得引起人们的重视。
总之,影响钢桶卷边质量波动的因素很多。只要我们在工作实践中,多次反复实践去认识,找出其变化的规律性,并在实践中采取相应的技术措施,要获得稳定的卷边质量,提高钢桶的密封性能,也是不难实现的。
|

