|
镀锌钢板激光焊接头组织及力学性能研究
文/裴雷振
摘要:采用金相显微镜、拉伸试验、硬度测量等方法对镀锌钢板激光焊接头组织及力学性能进行了研究。结果表明:焊缝均匀连续,两侧存在局部锌层烧损现象;热影响区为珠光体和铁素体组织,且距熔合区越近,细小粒状珠光体组织越多;焊缝内部存在针状铁素体以及片状珠光体组织;焊缝及热影响区的硬度值高于母材的硬度值,在距焊缝中心0.3 mm处,硬度取得最大值HV241。
关键词:镀锌钢板;激光焊;组织;性能
0 前言
镀锌钢板以其优良的耐腐蚀性能而广泛地应用于汽车、交通、电力、家具、金属包装等领域。为了满足产品结构的复杂性以及提高板材的利用率,将焊接技术与冲压成形技术相结合,充分利用两者的优点,逐渐成为镀锌钢板的主要加工工艺之一。然而,由于锌的熔点和沸点远低于基体钢的熔点和沸点(锌的熔点为420 ℃,沸点为908 ℃;钢的熔点为1300℃,沸点为2861 ℃),在焊接过程中,锌层受热后蒸发所形成的蒸汽可能会对焊接接头的性能产生一定的影响。
常见的镀锌钢板焊接技术主要有:电阻焊、电弧焊及激光焊3种。然而,镀锌钢板在电阻焊时,由于镀锌层容易与电极发生合金化,同时由于镀锌层的分流作用,需要采用比同厚度的普通钢板焊接时电极要承受更大的压力和更高的温度,加速了电极损耗。采用电弧焊时,由于锌沸点较低,受热后易产生飞溅、气孔等,影响焊接质量。 同时由于电弧焊焊缝较宽,热输入较大,镀锌层的损耗较大,影响焊缝处的耐蚀性能。
激光焊接技术是一种以高能量密度的激光束为热源的精密焊接技术,具有功率密度高、焊缝深宽比大、焊接效率高、热影响区小、焊接过程的自动化程度高等特点,广泛应用于汽车制造、航空航天、 海洋工程、金属包装等领域。随着激光焊接技术的不断发展,先进的焊接设备不断涌现,越来越多的企业渴望将其应用于生产过程中,然而,目前对镀锌板激光焊接头组织及力学性能的描述并不充分。研究镀锌钢板激光焊接头组织和力学性能在推广镀锌钢板的应用方面具有重要意义。
本文以镀锌钢板为试验材料,采用光纤激光焊接技术,研究镀锌板材激光焊接头宏观形貌、微观组织及力学性能。
1 试验方法与设备
采用IPG公司生产的YLS-10000系列光纤激光焊接设备,激光器功率P=3 kW,连续输出,激光波长为1070 nm。光纤直径为300 μm,聚焦镜焦距为300mm,光斑 的 直径为0.6 mm,焊接速度v=4 m/min,离焦量Δ=5 mm,拼接试板组对间隙为0.1 mm,采用氮气进行侧吹保护,气体流量Q=20 L/min,角度为45°。
试验材料为日本牌号的SGCC 镀锌钢板,试样尺寸为200 mm×100 mm×1.2 mm,进行1.2 mm+1.2 mm等厚缝焊。板材拼接处光滑平整,具有良好的直线度。试验前用酒精清洗,除去油污。其化学成分见表1。SGCC镀锌钢板屈服强度为190 MPa,抗拉强度为360 MPa。
表1 SGCC钢板的化学成分(质量分数)(%)
| 牌号 |
C |
Si |
Mn |
P |
S |
SGCC |
0.06 |
0.02 |
0.22 |
0.02 |
0.02 |
焊后采用线切割方法在拼焊区域进行取样,采用φ(HNO34%酒精溶液进行腐蚀; 采用ZEISS金相显微镜对焊缝宏观形貌和微观组织进行观察;采用万能拉伸试验机进行接头拉伸试验;采用布洛维硬度计检测母材及焊缝处的维氏硬度,分析激光焊接头各区域组织及其硬度变化情况。
2 试验结果与分析
2.1 焊缝宏观形貌分析
图1为光学显微镜下观察的焊缝宏观组织形貌。观察结果表明,焊缝正面宽度约为 1.6 mm,均匀连续,呈细密均匀的鱼鳞状波纹,未出现明显的气孔裂纹等缺陷。在焊缝两侧存在锌层的烧损,熔化的锌液流向两边,烧损区的宽度约为0.5 mm,这是由于锌的汽化温度远低于钢的熔点。在激光焊过程中,锌层首先发生蒸发,导致焊缝及焊缝两侧的镀层遭到破坏,同时由于锌蒸汽的存在,阻碍了激光束传输,导致焊接过程的稳定性降低。锌的持续汽化也增加了焊缝周围气体的紊流度,也导致熔池内的液态金属飞溅,散落在焊缝两侧,如图1a所示。焊缝背面宽度略小于焊缝正面宽度,有微小的波动,尺寸为1.4~1.6 mm,表面有微小气孔,这是由于在焊接过程中,一部分锌蒸汽无法及时逸出,留存在焊缝组织内部,造成焊缝表面凹凸不平及气孔存在,如图1b所示。
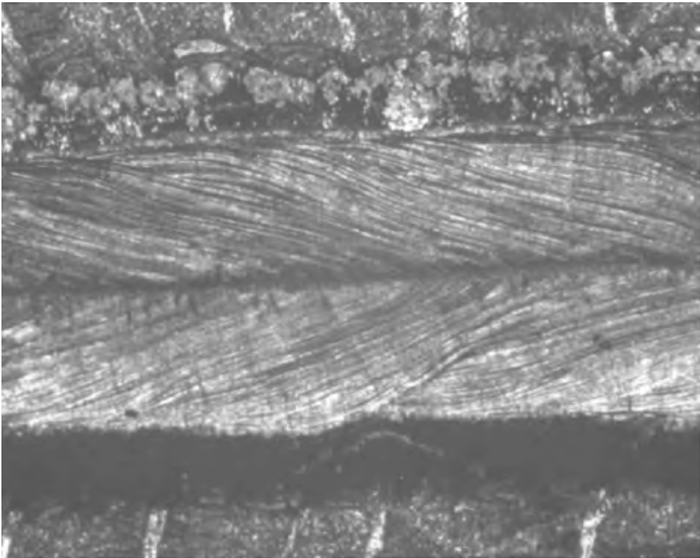
(a)镀锌钢板激光焊焊缝正面形貌
(b)镀锌钢板激光焊焊缝北面形貌
图1 镀锌钢板激光焊焊缝宏观组织形貌
2.2 焊缝微观组织分析
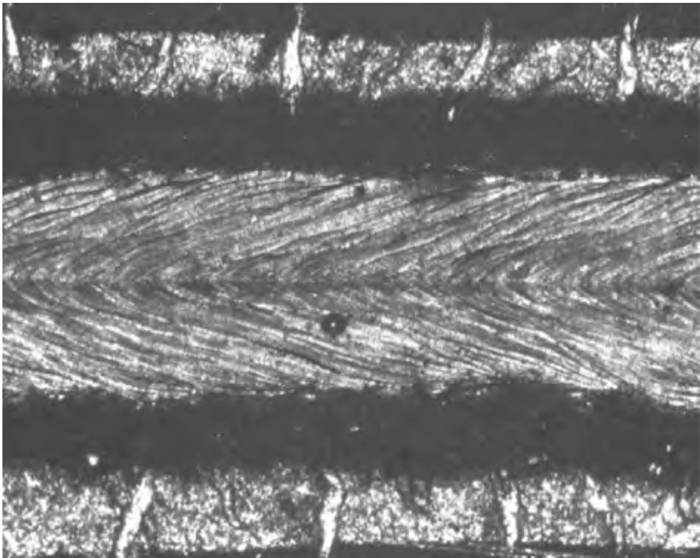
图2a为激光拼焊焊缝热影响区金相组织形貌,可以看出,激光焊后拼焊板热影响区宽度较窄,母材与焊缝处有明显的界线。同时,热影响区内没有出现明显的普通焊接方法焊后焊缝组织四大区域之分。SGCC基体为粒状铁素体和珠光体组织。从母材到焊缝中心,越靠近焊缝处,在晶界处出现细小的粒状珠光体组织越多。熔合线上母材晶粒发生长大、变形以及重熔。图2b为焊缝的组织形貌,由于激光焊加热和冷却速度较快,焊缝中出现针状铁素体组织以及片状珠光体组织。
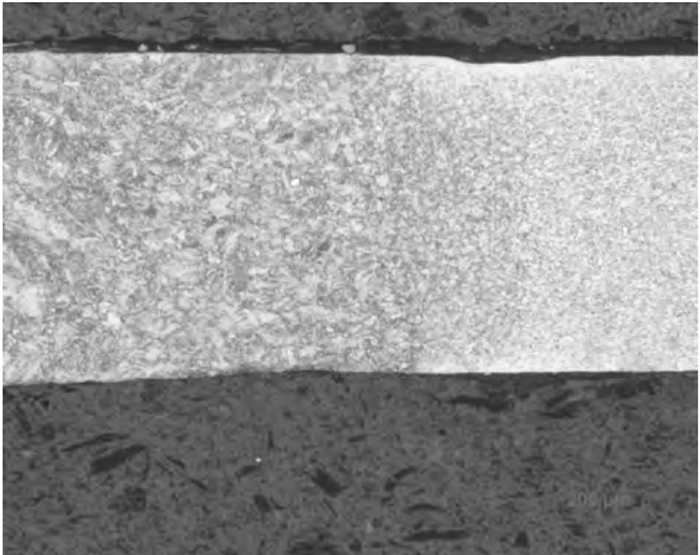
(a)焊缝热影响区金相组织形貌
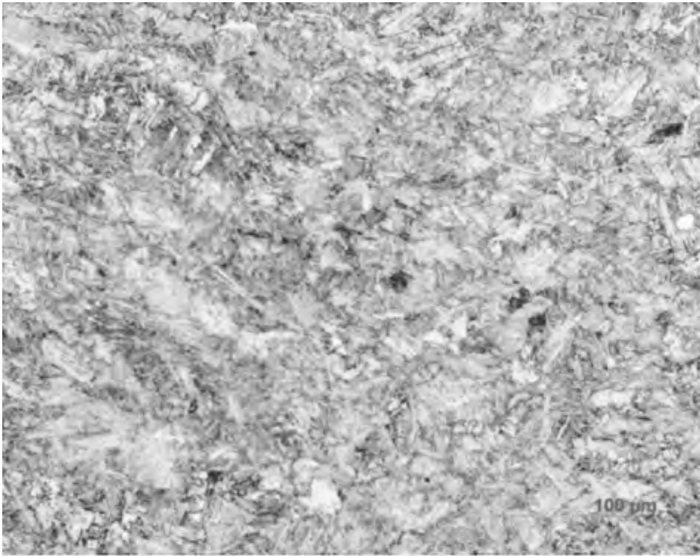
(b)焊缝的金相组织形貌
图2 镀锌钢板激光焊接头金相组织形貌
2.3 焊缝的力学性能
图3为SGCC板材激光焊接头沿垂直于焊接方向的维氏硬度分布。由图3可以看出,SGCC板材激光焊接头的硬度沿焊缝中心呈近似对称分布。从焊缝中心到母材区硬度呈先上升后下降的趋势,在距焊缝中心0.3 mm处取得最大值为HV241,且从焊缝到母材区的硬度值下降幅度较大,究其原因,一方面可能是由于激光焊时速度较快,且冷却速度较快,焊缝组织细化,同时焊缝组织中含有硬度较高的片状珠光体组织;另一方面,可能是由于焊接过程受热不均匀,导致焊缝中产生较大的残余应力,引起焊缝与母材硬度的差异。从熔合区到母材区,硬度值逐渐减小,直至母材的硬度值。这可能是由于越靠近焊缝处,受焊接影响越严重,珠光体含量越多,组织硬度越高。
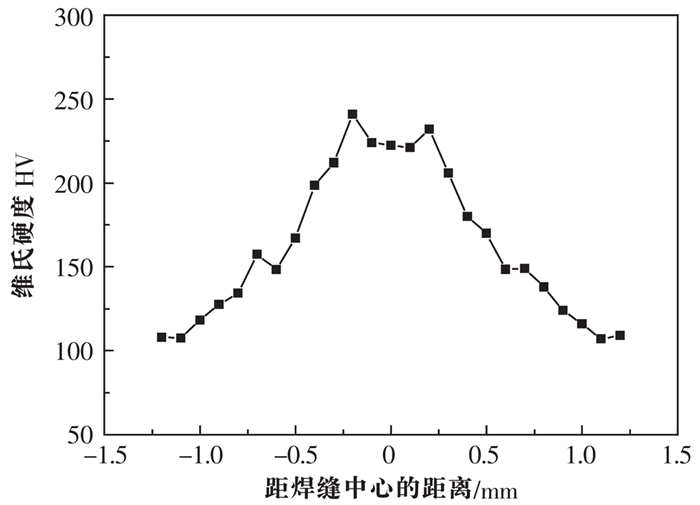
图3 镀锌钢板激光焊接头维氏硬度分布
从焊接试件中截取200 mm×12 mm×1.2 mm的条形试样,并使焊缝位于试样中间,在室温下进行拉伸试验,拉伸速率为1.0 mm/min。图4为试样拉伸试验后的照片,可以看出,拉伸试样断裂于母材处,且激光焊焊缝处无缩颈现象,这说明焊缝的屈服强度高于基材的屈服强度。
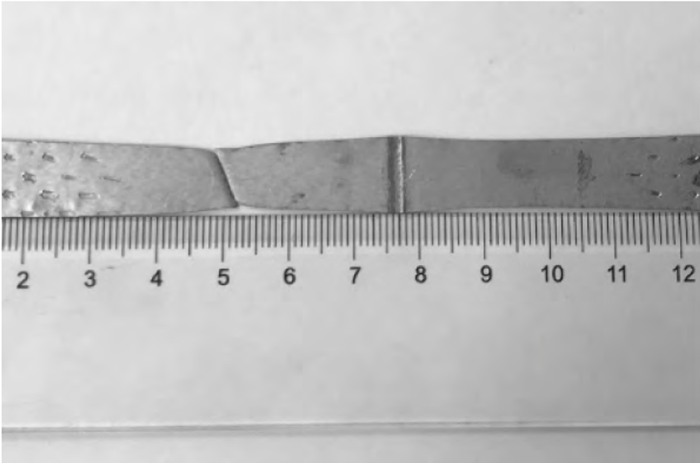
图4 镀锌钢板激光焊拉伸试样
3 结论
(1)激光焊接焊缝正面平稳均匀,宽度约为1.6 mm,两侧存在宽度约为0.5 mm的锌层烧损区和重熔区,焊缝正面宽略大于背面的。
(2)在热输入的影响下,从母材到熔合区的组织中,珠光体含量不断增加。焊缝组织为针状铁素体以及片状珠光体。
(3)焊缝的硬度沿焊缝中心近似对称分布。从焊缝中心处到母材区,硬度先升高后降低,距焊缝中心0.3 mm处的硬度最高,为HV241。焊缝以及热影响区的硬度高于母材区。焊缝处的屈服强度高于母材区的。
作者简介:裴雷振,男,河南周口人,工学硕士,现从事焊接性能研究工作。工作单位:常州博瑞电力自动化设备有限公司。 |

