GAL器件在点缝焊控制器中的应用
文/张庆生
摘要:本文介绍了以可编程逻辑器件GAL16V8为主控元件的点缝焊控制器的基本硬件结构、工作原理及系统的主要功能和特点。
关键词 控制器 点缝焊 可编程逻辑器件 全数字型
1 引言
目前在点缝焊接过程中,为了保证焊接质量,市场中已有多种型式的点焊控制器,实现对焊接工艺规范参数(焊接电流、焊接时间、电极加压时间等)进行控制。但总体分为微机控制、全数字型、阻容移相控制三大类。其中微机控制型具有控制精度高、功能多等优点,但其成本高,维修困难。阻容移相控制电路简单,但控制精度低,易受温度、电网电压影响。全数字型具有工作稳定、精度高的特点,但其采用大量数字集成电路构成,电路复杂,较难实现多功能,实现一机多用。因此,我们采用可编程逻辑器件GAL为主控元件,开发了点、缝焊双用控制器。实现了焊接电流、焊接时间、电极加压时间等参数的全数字化控制,并极大简化了电路设计。
2 GAL器件工作原理及编程
可编程逻辑器件GAL是可电擦除和可重复编程的新型器件,这种器件可靠性高,保密性强,是产品设计的理想器件。可通过IBM-PC机把自己的逻辑电路烧写入GAL芯片。本控制器中使用的是GAL16V8,如图1所示。其中,1~9、11是输入端, 12~19是由8个输出逻辑宏单元(OLMC)I/O端, 可输入、输出及输出反馈。在时序电路中,1脚为时钟端(CLK),11脚为使能端,20脚接+5V,10脚接地。
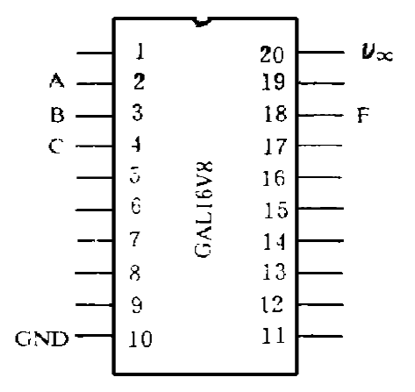
图1
当确定输入、输出端后,可根据所需逻辑关系列出逻辑方程式,使用编程软件(如ABEL、FM、CPLU等)对其编程,可实现组合逻辑及时序逻辑控制。
例如, A、B、C为输入端, F为输出端,逻辑方程式为
F = A B+ B C+ A C
在编程后, 18脚即可实现上述方程的逻辑关系,可节省大量集成电路芯片。
3 点缝焊控制器的原理
点缝焊控制器原理框图如图2所示。
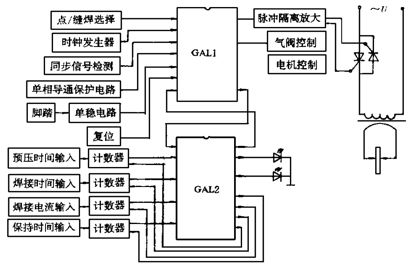
图2 控制器原理框图
本控制器采用二片GAL16V8,除计数器芯片外基本没使用其它集成电路芯片。由过零点开始计时钟脉冲的数量N来调节电流(可控硅触发脉冲) ,如图3。
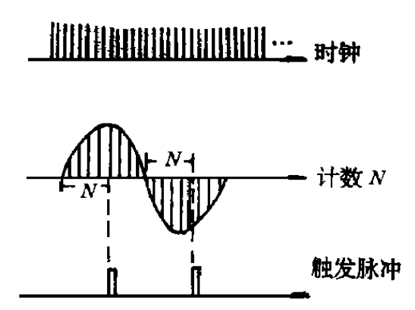
图3
例如,时钟频度f=10K, 则每半波脉冲总数为100,电流设定精度为1/100(即0~99)。若提高f,电流设定精度可提高,电流精度=0.01/1/f(f单位Hz)。预压、焊接、保持时间的调节方法是通过计数器计周波脉冲( 如图4),当计数到设定值后计数器给GAL信号,由GAL经逻辑运算后发出下一步工作指令,从而实现预压→焊接→保持过程中时间精确控制。
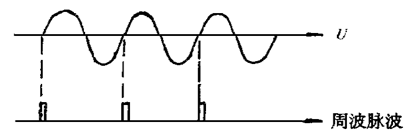
图4
在选择缝焊时,通过GAL编程实现在焊接时间与保持时间之间循环工作,并实现缝焊过程(加压→电机旋转→焊接→停焊→ 停电机→松压)。这一过程由脚踏开关控制。
4 结论
本控制器由于采用GAL器件,以最少的器件实现了全数字化控制,具有控制准确,可靠性高,调试简单方便,价格低,焊接质量稳定,点/缝转换简单等优点。本人认为,在焊接设备中若使用GAL器件可以大大减化硬件电路,而且通过加密可以保护自己的产品和成果。

