废旧钢桶翻新喷砂机控制系统设计
文/解俊强
摘要:针对废旧钢桶人工翻新方法存在浪费资源、污染环境等缺点,基于PLC技术设计了废旧钢桶翻新生产线中喷砂机的控制系统,阐述了钢桶翻新喷砂机的结构组成及喷砂翻新的工艺流程,给出了PLC控制程序。
关键词:钢桶翻新;喷砂机;控制系统;PLC
0 引言
在我国,油品储存、运输容器大多采用钢材制成,在经过长期的使用后,容器内壁会产生污垢和沉积物,也会产生铁锈,在钢桶再次投入使用前必须对钢桶进行清洗;随着工业水平的不断发展,机械设备已逐步地由手动操作改为自动控制,设备本身也发展成为机电一体化的综合体。实际应用上虽然存在一些钢桶翻新方法,例如化学除锈、人工清洗,但是那些方法不符合安全、绿色生产要求,或者加工效率低、加工效果参差不齐,所以需要一种自动化钢桶翻新设备。
1 钢桶翻新喷砂工艺及喷砂机基本控制方法
这里讨论的钢桶翻新喷砂机,是一种对200L钢制钢桶进行翻新加工的机械装备,可以对钢桶进行喷砂除锈,是钢桶翻新自动化生产线的一个重要组成模块。喷砂除锈工艺在造船和修船过程中都有着重要的应用,除锈等级可控制在Sa2.5~Sa3之间,是通过砂丸混合射流磨蚀工件表面,使其表层产生塑性流动,细化表层金属组织结构,改善表层残余压缩应力[4]。喷砂时砂丸高速撞击工件,通过PLC对喷砂加工进行自动化控制,实现人机分离、安全操控。
程序设计上,将PLC程序模块化的编写方法,可以加快开发进度,提高项目的开发效率,并且有利于查找程序故障和调试程序[5]。因此,本文设计的喷砂机的控制系统的特点采取基于PLC的集中控制方法,利用上位机触控屏幕对喷砂机的电气控制系统和气、液压系统进行控制操作,完成钢桶翻新喷砂工艺的实现。本文在分析工艺过程的基础上将喷砂工艺过程分为七道工序,利用模块化程序设计结构,循环调用子程序方式实现自动控制功能,便于维护优化。
2 喷砂机工作原理及系统组成
喷砂机的工作原理是对经过热处理的废旧钢桶桶壁进行喷砂打磨,去除桶壁表面的锈蚀以及废料残渣,实现钢桶传送、钢桶转动、输送及回收铁砂、喷砂打磨等动作。对废旧钢桶桶壁打磨主要依靠提砂机构、喷砂机构、喷砂室机构等三个机构来完成。提砂机构的功用是为喷砂机提供铁砂;喷砂机构功能是把铁砂高速喷出,对钢桶壁进行打磨;喷砂室机构的功能是让钢桶在喷砂时进行旋转,以确保钢桶内壁打磨均匀,同时还要实现废旧钢桶的接收和传送。三个机构间通过连接配合设计,保证整体结构紧凑而动作完整稳定。通过对喷砂工序流程顺序以及机构所实现动作进行分析,喷砂机要依次完成七步工序,步序流程如表1。
表1 步序流程表
| 步序 |
名称 |
步序描述 |
第一步 |
上桶 |
翻桶架回位,钢桶进入喷砂室 |
第二步 |
关仓门 |
气缸1收缩,仓门关 |
第三步 |
喷砂室扬起 |
气缸2收缩,喷砂室扬起 |
第四步 |
喷砂打磨 |
提砂电机、转桶电机、喷砂电机同时启动完成提砂、
提砂电机 |
第五步 |
喷砂室回位 |
气缸2伸出,喷砂室回位 |
第六步 |
开仓门 |
气缸1伸出,仓门打开 |
第七步 |
下桶 |
翻桶架翻桶,钢桶翻出喷砂室 |
3 PLC控制程序设计
3.1 程序流程图
根据工序控制要求,七步工序循环运行,程序流程图如图1所示。检测程序作用是运行程序之前对系统进行故障检测,以保障系统运行的安全有效;排除系统故障后进行自动程序运行,或选择手动程序对各工序进行单独控制。为便于程序的调整,本文将程序结构分为三级:一级为主程序;二级为自动程序、手动程序和检测程序;三级为各工序单独控制程序,即上桶、关仓门、喷砂机扬起、喷砂打磨、喷砂室回位、开仓门和下桶。
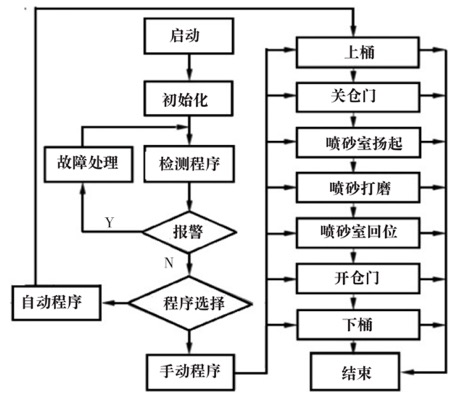
图1 程序流程图
3.2 系统I/O分配表及PLC接线图
通过对工序流程的分析,本文设计的喷砂机控制系统需要7个信号采集点、4个控制按钮作为PLC的输入点,因此分配系统输入输出点如表2所示。
表2 系统I/O分配表
| PLC输入点 |
PLC输出点 |
I0.0 |
急停SBS |
Q0.0 |
电机启动YE1 |
I0.1 |
启动SB1 |
Q0.1 |
电机停止YE2 |
I0.2 |
停止SB2 |
Q0.2 |
仓门气缸缩回YA1 |
I0.3 |
复位SB3 |
Q0.3 |
仓门气缸伸出YA2 |
I0.4 |
喷砂室仓门关闭检测SQ1 |
Q0.4 |
扬起气缸伸出YA3 |
I0.5 |
喷砂室扬起到位检测SQ2 |
Q0.5 |
扬起气缸缩回YA4 |
I0.6 |
喷砂室回位到位检测SQ3 |
Q0.6 |
翻桶架气缸伸出YA5 |
I0.7 |
喷砂室仓门打开检测SQ4 |
Q0.7 |
翻桶架气缸缩回YA6 |
I1.0 |
翻桶架到位检测SQ4 |
|
|
I1.1 |
翻桶架回位检测SQ6 |
|
|
I1.2 |
喷砂室有桶检测SQ7 |
|
|
喷砂机系统与PLC的I/O接线图如图2所示。
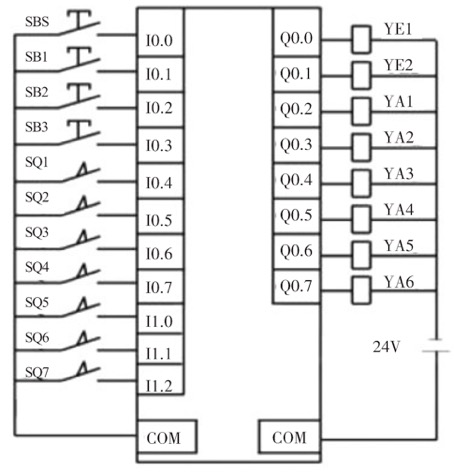
图2 喷砂机系统与PLC的I/O接线图
3.3 PLC控制程序
设备自动运行是设计控制系统的目的之一。当检测到喷砂室有桶信号后,仓门气缸关闭、喷砂室扬起,启动电机对钢桶进行喷砂打磨,打磨完成后开仓出桶。如图3所示为部分自动喷砂程序。
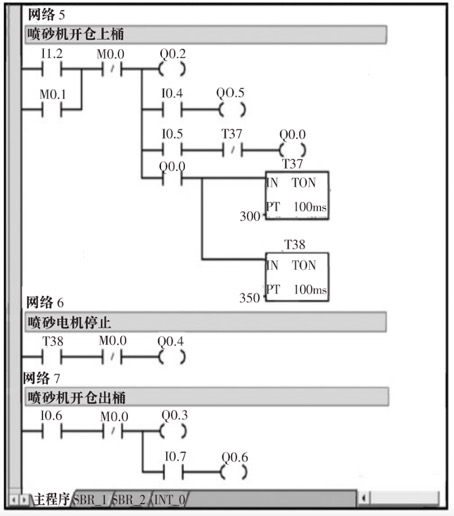
图3 部分自动喷砂程序
4 结束语
本文针对废旧钢桶翻新自动化生产线中的喷砂机进行了机构动作分析与工作流程分析,设计了系统的I/O分配点位及程序流程图,编写了PLC控制程序。现场调试试验证明了该控制系统的有效性。

