|
大桶自动封盖机组研究
吴志荣
摘要:本文介绍了一种大桶自动封盖机组的工作原理、结构特点和电气控制的设计。
关键词:封盖;自动定位;结构特点;电气控制
前言
由于有些化工产品如各种氰化物包括氰化钠和氰化钾、保险粉等,有剧毒或腐蚀性,在使用前严格要求密封保存。这些氰化物大都采用圆形铁制容器密封包装,一方面便于氰化物的储运,另一方面保护氰化物不外泄,防止造成严重危害。目前,国内生产此类产品如氰化钠的公司,一般采用人工将空铁桶放在秤量料斗口下,人工控制料斗口插板阀的开启与关闭,由于片状氰化钠容易在铁桶内搭桥,较难装满物料,需人工晃动铁桶,使得片状氰化钠物料不搭桥,装实,包装完后的铁桶采用人工封盖,打印批号。这种方法存在如下明显缺点,其一,由于在整个氰化钠包装与封盖过程中,均采用人工操作,操作人员与氰化钠直接接触,对人体危害极大;其二,采用人工封盖,生产效率低,劳动强度大,封盖质量无保证;其三,由于氰化钠装桶包装时采用人工控制给料,计量误差很大。同时,整个生产车间杂乱无序,较难管理。国际上也仅有生产此类半自动包装设备和半自动封盖设备,在国内还没有这类专用自动包装和封盖设备,属于国内空白项目。
1 结构特点与工作原理
大桶自动封盖机组是由一套自动上盖装置,一套自动对中定位装置,一套自动升降装置,一套自动封盖装置,一台送桶输送机以及其他辅助装置等组成。
1.1 自动上盖装置由气动执行机构、真空发生器与吸盘、XY滑台和机架等部件组成。当光电检测到铁桶到达上盖工位时,真空吸盘吸往桶盖,并由气动执行机构驱动真空吸盘机构沿XY滑台作水平二维运动,通过光电检测定位将桶盖放置在铁桶上并复位,完成自动上盖作业。
1.2 自动对中定位装置采用液压马达驱动滚珠丝杠,带动四爪V型定位块作同步往复运动实现对中定位,其特点是对中定位同步、精度高,运行平稳。自动升降装置采用气动元气件执行,当光电检测到铁桶进入对封盖工位后,再由滚珠丝杠驱动四爪V型定位块对铁桶实现精确对中定位,然后通过电磁阀的换向,升降机构在气动执行机构作用下开始升起,实现铁桶桶盖与封盖装置压盖头的定位,达到封盖目的。定位后通过电磁阀换向,液压马达反转,四爪V型定位块松开。封盖后,通过电磁阀换向,气动升降机构下降复位。整个定位装置和升降装置速度可调,动作平稳、机械冲击小、噪声低、可靠性高。
1.3 自动升降装置是通过气缸驱动一组气动执行元件及导向机构实现的。升降装置设计与安装调试的关键是必须确保升降台的刚性以及两根导向轴之向相互平行度要求,气缸采用重型气缸中部耳轴安装,活塞杆端头装有浮动接头,保证顶升装置升降动作灵活,无卡轴现象发生;升降台采用三角形结构形式,稳定性最好,同时要保证升降平台水平。
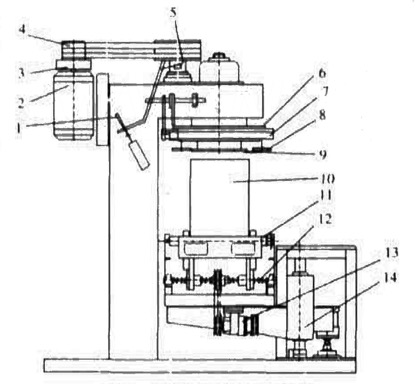
图1 大桶自动封盖机示意图
1-推杆;2-电动机;3-电磁离合器;4-V型三角带;5-中间传动轴;
6-凸轮;7-转盘;8-封轮;9-压盖机;10-圆形铁桶;
11-送桶输送机;12-滚珠丝杠;13-液压马达;14-升降装置
1.4 自动封盖装置是由电动机经电磁离合器、V型三角带将动力传递给中间传动齿轮。由两只差动齿轮分别带动转盘齿轮和凸轮齿轮转动,当铁桶桶盖对中定位后,由气缸顶起拉杆,通过连杆的作用,江电检测开关得电,电磁离合器接通,同时刹车盘松开,开始封盖作业。通过齿轮带动转盘和凸轮作差动运转,两个凸轮分别为头道进给凸轮和二道进给凸轮,与紧靠在凸轮上的滚轮带动牵手驱动二个封轮完成封盖的进给运动,直至在转盘转过七圈后,通过打销运动使刹车盘抱紧刹车,同时光电检测开关失电,电磁离合器断电自动脱开,升降装置下降复位,将已封盖完毕的铁桶落下,经送桶输送输出,完成铁桶封盖一个周期的工作。
2 设计与安装调整要点
2.1 由于封盖装置采用机械滚压式卷封,设置头道封轮和二道封轮,通过滚压将盖封好。因此,定位的准确、封盖头的结构、封轮材料的选用是技术的关键。
2.2 由于自动定位装置采用液压马达驱动滚珠丝杠运动,实现四爪快速精确对中定位,因此,滚珠丝杠与导向轴的平行度和安装精度要求,液压系统的设计与液压元件的选型等是技术的关键。要求液压系统工作压力可调、能够自动卸荷与加载,液压马达能实现正反运转,且保证系统工作效率最佳。参见图2液压系统原理图。
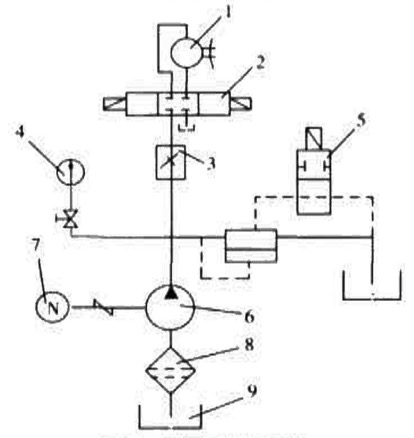
图2 液压系统原理图
1-液压马达;2-三位四通电磁阀;3-调速阀;4-压力表;
5-电磁溢流阀;6-齿轮油泵;7-电机;8-油过滤器;9-油箱
2.3 自动升降装置升降动作的灵活取决于其安装步骤和调整方法,安装与调整时应先固定好气缸及下端两个导向轴承座,上端两个导向轴承座处于自由状态。连接好气路系统,打开气源,手动打开电磁阀旋钮,使得升降装置升起和下降,多次重复上述操作,走到升降装置沿着导向轴上下升降运动自如,锁紧所有紧固螺钉,并将电磁阀旋钮复位即可。
2.4 由于封盖效果取决于两道封轮与压盖头圆盘之间初始间隙的大小以及压盖头圆盘与升降平台平行精度,间隙过大封盖不牢,间隙过小封盖过紧。因此,两道封轮与压盖头圆盘之间间隙要保持合理,可通过调节牵手机构来调节封轮间隙的大小(如图3);压盖头圆盘与升降平台平行度可调节封盖装置机座上的调节螺钉实现圆盘与升降平台的平行。
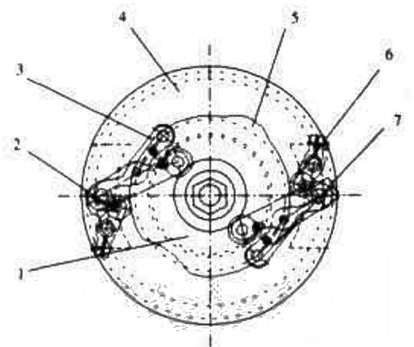
图3 凸轮调节机构
1-压盖头圆盘;2-二道封轮;3-牵手A;4-转盘;
5-凸轮;6-头道封轮;7-牵手B;8-电气控制系统
3 电气控制系统
大桶自动封盖机组采用全自动控制方式,主要元器件选用SIEMENS、OMRON、SCHNIDER等优良的进口产品,以保证系统的可靠运行及安全操作。本电气控制系统的主要功能有:
3.1 信号采集、功能判断、计数及动作执行,通过软件编程实现光电自动识别、判断、及手动/自动功能选择,使操作人员尽量远离物料,杜绝对人体的伤害,大大降低操作人员的劳动强度。
3.2 设置一个现场操作盘,该操作盘具有现场手动/自动方式选择和各动作的手动操作功能,以方便进行单机调试和维护。
3.3 具有声光提示和报警功能。
3.4 留有通讯或开关量接口,以便与总控系统进行通讯,将现场的工作和故障状态传送到总控中心。
4 总结
大桶自动封盖机组所有设备及其零部件均精心设计、制造及装配,选用的关键仪表、液压元件、气动元器件以及工控电器件均为进口或国产精品。该设备的最大优点是整个封盖工作都是由机械来完成的,且桶身在封盖过程中不旋转,由上下凸轮及卷轮来完成,因此适合空桶、装物品或装液态的桶进行封盖。整个机组性能稳定,工作可靠,自动化程度高,提高了生产效率,降低了工人的劳动强度,改善了工作环境,最大限度地减少了工人在作业过程中与氰化钠直接接触的机会。该大桶自动封盖机组的投入使用具有较高的经济效益和社会效益。今后我院将加快大桶类包装容器的自动计量与封盖的研究,力争开发适合更多类型的桶类包装特种设备,努力实现其标准化、模块化和系列化,更好地服务于国民经济的发展。
|

