|
WS700D型控制器焊接程序
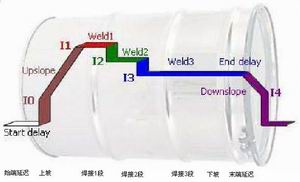
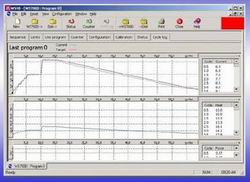
桶身通过焊机的两电极焊轮之间的焊接过程的特性是可以调节的。这个特性是通过智能数码规范根据钢板厚度、焊接速度、一级电路的阻抗、电压、气压、搭边的尺寸等调整的。
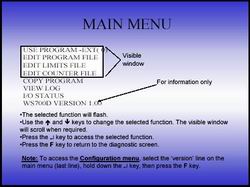
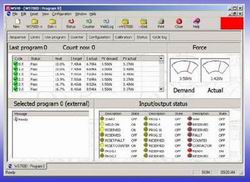
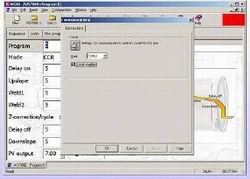
WS700D型焊接控制器提供了一套最适宜的参数,有64组预选程序可以实现快速调节。
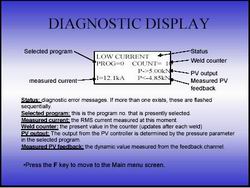
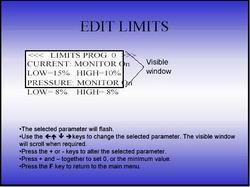
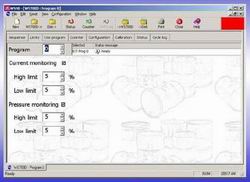
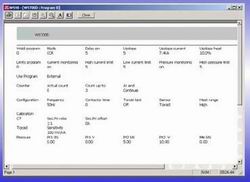
为了保证焊接质量,焊接电流和焊接压力能通过内部程序进行监控,使其不超过要求的界限。
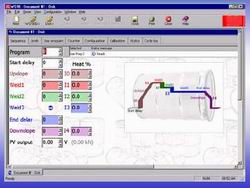
下面是WS700D型焊接控制器参数主要调整界面: |
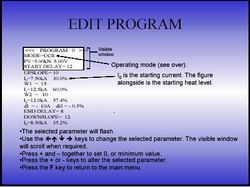
焊接程序
模式
(PHA, CCR)
电压
(0-10V)
始端延迟
(0-99周)
上坡
(1-99周)
焊接1段
(1-99
周)
焊接2段
(1-99
周)
焊接3段
末端延迟
(0-99
周)
下坡
(1-99
周)
始端加热
(0-99.9%)
焊接1段热量(0-99.9%)
焊接2段热量
(0-99.9%)
|
焊接3段热量(0-99.9%)
末端加热
(0-99.9%)
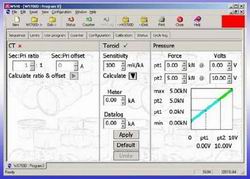
始端电流
(0-60kA)
焊接1电流(0-66kA)
焊接2电流(0-60kA)
焊接3电流
(0-60kA)
始端电流
(0-60kA)
监控界限
电流监控
On/Off
电流低限
(0-99%)
电流高限
(0-99%)
压力监控
On/Off
压力低限
(0-99%)
压力高限
(0-99%)
|