钢桶家庭的成员——钢塑复合桶
辛巧娟
钢塑复合桶就是内衬为聚乙烯吹塑容器和外部用钢桶防护而装配成的钢塑复合容器。钢塑复合桶具有聚乙烯容器的优良的耐化学药品性及钢桶的高强度保护功能,是化工、食品等领域使用较广泛的高等级包装容器。
塑料内衬容器,其规格、容量大部分在50~200L之间,实际容积大于理论容积(即公称容积)的5%;100L以下的塑料内衬容器的最薄处壁厚不小于0.6mm;1OOL及100L以上的塑料内衬容器的最薄处壁厚不小于0.8mm;要求聚乙烯塑料内容器壁无气泡及影响使用的杂质,无油污及异物,废边修整光滑,零部件无明显缺陷,熔接良好,桶身圆整,无明显失圆。
塑料内容器要求气密性良好。在塑料内容器中通入20kpa的压缩空气,再放入水中以不产生气泡为合格。
对于钢桶的制造企业来说,制作金属包装桶已不存在太大的问题。但是对于内衬的聚乙烯包装容器则是一个新的课题,下面我们介绍一下普通的聚乙烯吹塑桶。
国家标准GB13508-92规定了聚乙烯吹塑桶的分类、技术要求、试验方法以及检收规则、包装贮运具体要求等等。
(一)分类
1、按用途分类
①食品、医药包装用、代号为S;
②化工产品包装用(不含危险化工产品)代号为H;.
③特殊包装用,即危险品包装,代号为T。
(二)结构
1、口径:分大小口径两种,不大于70mm者称为大口径;液体危险品包装均应当采用小口径容器。
2、桶口、桶盖螺纹尺寸系列见表一。表中的各项目字母意义参阅图一。
表一 吹塑乙烯桶的桶口及盖尺寸系列
| 项目 |
a |
b |
d1 |
d |
d2 |
h |
t |
e |
| 1 |
28 |
32 |
32.5 |
38 |
38.5 |
16 |
4 |
0.3 |
| 2 |
36 |
40 |
40.5 |
46 |
46.5 |
16 |
4 |
0.3 |
| 3 |
45 |
51 |
31.5 |
57 |
57.5 |
20 |
5 |
0.5 |
| 4 |
57 |
64 |
65 |
70 |
71 |
23 |
6 |
1.0 |
| 5 |
70 |
77 |
78 |
83 |
84 |
23 |
6 |
1.0 |
| 6 |
90 |
97 |
98 |
105 |
106 |
26 |
7 |
1.2 |
| 7 |
120 |
127 |
128 |
135 |
136 |
26 |
7 |
1.2 |
| 8 |
158 |
166 |
167 |
174 |
175 |
26 |
7 |
1.2 |
| 9 |
200 |
208 |
206 |
216 |
217 |
26 |
7 |
1.2 |
| 10 |
250 |
258 |
259 |
268 |
269 |
30 |
8 |
1.2 |
| 11 |
310 |
318 |
319 |
328 |
329 |
30 |
8 |
1.2 |
| 12 |
380 |
388 |
389 |
398 |
398 |
30 |
8 |
1.2 |
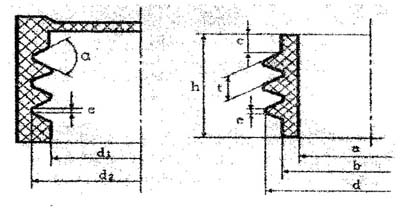
图一 桶口、桶盖螺纹尺寸系列
3、规格:前面我们已经谈过,钢塑复合桶的容积大部分在50~200L之间,但有时用户也需要更小的容本。其优先采用的规格有10L、15L、20L、25L、30L、40L、50L、60L、70L、80L、lO0L、120L、140L、150L、160L和200L。
(三)技术要求
①容量偏差 实际容量应大于公称容量的5%。
②质量偏差 桶体实际质量与核定质量的允许偏差应在1~30L,为±8;40~IOOL,为±6;120~200L,为±5规定范围内。
③尺寸偏差,桶体实际尺寸和设计尺寸间的允许差为:1~30L。为±5;40~200L,为±10;(尺寸偏差主要是指桶外径与高度的偏差)。
④桶体对称部位壁厚符合表二的规定。
表二 聚乙烯吹塑桶的桶体对称部位壁厚
| 规格L |
10 |
15 |
20 |
25 |
30 |
40 |
50 |
60 |
70 |
80 |
100 |
120 |
140 |
150 |
160 |
200 |
| 对称部位 |
一等品 |
1.5:1 |
1.3:1 |
| 壁厚比 |
合格品 |
1.7:1 |
1.5:1 |
| 最小壁厚/mm |
0.8 |
0.9 |
1.0 |
1.1 |
1.3 |
1.4 |
1.5 |
1.7 |
1.9 |
2.1 |
2.2 |
2.3 |
2.4 |
2.5 |
2.7 |
3.0 |
⑤吹塑聚乙烯桶的物理机械性能见表三。
表三 聚乙烯吹塑桶的物理机械性能
| 项目 |
规定 |
| 密封试验 |
不泄漏 |
| 跌落试验 |
无破损、不蹦盖、撞击时允许桶口部们有少量漏液,之后不得再有渗漏。 |
| 悬挂试验 |
公称容量/L
残留变形量/mm |
10~15 |
20~40 |
50~200 |
| 小于3 |
小于4 |
不裂 |
| 堆码试验 |
不例塌 |
| 应力装液试验 |
开裂的试样数(桶体、盖)小于投入试验试样数的50% |
| 耐内装液试验 |
符合密封试验、跌落试验、堆码试验及液压试验的规定 |
| 液压试验 |
无破损、不泄漏 |
备注:耐内装液试验仅限于T类桶(T类桶—即危险品包装桶)。
密封试验是在桶中注入公称容量的水,然后拧紧桶盖,小口径试样横置于平地(桶口接近地面),4小时后加以检查;大口径试样则在(120±lO)秒和左右斜45度范围内,以均匀速度往复摇动20次后加以检查。
小口径的T类桶的试验是将试样(空桶)浸入水中,通过在桶盖或桶身侧面安装的密封接头向桶内充气,达到给定的气压后,30秒内检查有无气泡产生。
表四 聚乙烯吹塑桶密封试验用气压
| 包装类别 |
Ⅰ |
Ⅱ |
Ⅲ |
| 试验压力/Mpa |
0.03 |
0.02 |
0.02 |
大口径T类桶的密封试验是在试样内注入公称容量的水,然后置于平地上滚动,距离为5米,在20分钟内滚动2次,然后加以检查。造型不能滚动的桶如方桶,采用上述大门桶采用45度左右倾斜往复摇动的方法加以检查。
跌落试验是在试样内按公称容量注入20℃±5℃的水,然后盖好桶盖,按表五规定的跌落高度,使样品底部撞击水泥平地,连续跌落3次。
表五 聚乙烯吹塑桶的跌落高度
| 公称容量/L |
10~50 |
60~100 |
120~200 |
| 跌落高度/m |
1.8 |
1.2 |
0.8 |
T类桶的跌落试验系在试样中注入含防凝剂的、公称容量的水,置于-18℃环境下预置24小时(若温未到-18℃,则连续至-18℃才进行试验),然后按照表六规定的高度跌落,跌落一次后加以检查。第一组试样须以桶的成斜解线的边缘,或圆周接缝撞击在水泥平地上;第二组试样应以桶的蓁最薄弱部位撞击在水泥平地上。每组试验在5分钟内完成。
表六 T型聚乙烯吹塑桶的跌落试验高度
| 包装类别 |
Ⅰ |
Ⅱ |
Ⅲ |
| 跌落高度/m |
1.8 |
1.2 |
0.8 |
注:本表适用于固体和密度不超过1.2g/cm3的液体包装桶。当包装的液体密度超过1.2g/cm3,跌落高度为相对密d乘上系数,I为d×l.5(m);II为d×1.0(m);III为d×0.67(m)。
悬挂试验是在试样底部施加表七规定的固定负荷。然后用直径8—12mm,曲率半径为40mmIYJU型金属棒弯成的吊钩挂住度样提手中央部位,缓慢吊起,悬挂15分钟后放下,卸去负荷,静置5分钟后加以检查。测量基准面与试验前一致。
表七 聚乙烯吹塑桶悬挂试验用负荷
| 公称容量/L |
50 |
60 |
70 |
80 |
100 |
120 |
140 |
150 |
160 |
200 |
| 单环负载质量/kg |
100 |
120 |
140 |
160 |
180 |
200 |
220 |
240 |
260 |
300 |
堆码试验是将装有公称容量水的试样分别堆码3只高,四面无依托,在常温下放置48小时后加以检查。
T型桶的堆码试验是在40℃以上环境下,将注入公称容量的试样顶部,放上一块有足够强度、尺寸略大于桶体垂直投影面积的平板,并均匀压重,质量为堆码高度不低于3m的包装件的总质量。放置48天后卸去压重物和平板,在其上叠放2只装有公称容量水的相同试样,1小时后检查。
造型结构不能堆高的桶不进行堆码试验。
应力开裂试验是在试样内注入公称容量lO%的、温度为(20土5)℃试剂(仲辛基苯基聚氧乙烯醚的7%的水溶液),拧紧盖后,在(60±5)℃下放置72小时后,对桶体和桶盖加以检查(通过下述耐内装液试验和液压试验的桶可不做应力开裂试验)。
耐力装液试验是在试样中注入公称容量的内装液,在(20±5)℃的环境中放180小时,然后把内装液换戍同量的水,再作密封试验、跌落试验、堆码试验、液压试验。供需双方认为不-会影响使用、不需做此试验时可免做此试验。
液压试验仅限于小口径的T桶。压力机为普通水压机(手动、电动均可)和一个密封接头。将试样钻孔,安装上密封接头,然后上好桶盖,通过接头将(20土2)℃的水灌满试样,排除空气,连接压力机进行试验,加压力表压力升至表八规定的压力值,保压30分钟。
表八 聚乙烯吹塑桶液压试验压力
| 包装类别 |
Ⅰ |
Ⅱ |
Ⅲ |
| 试验压力/Mpa |
0.25 |
0.10 |
0.10 |
⑥卫生性能
用于S类(食品、医药类)包装的桶应符合国家标准GB9687-88的规定。
a、感观指标:色泽正常、无异味、无异臭、无异物;
b、理化指标符合表九要求。
表九 食品包装用聚乙烯吹塑容器的卫生指标
| 项目 |
指标 |
| 蒸发残渣/(mg/L) |
|
| 4%醋酸,60℃,2小时 ≤ |
30 |
| 65%乙醇,20℃,2小时 ≤ |
30 |
| 正已烷,20℃,2小时 ≤ |
60 |
| 高锰酸钾消耗量/(mg/L) |
|
| 60℃,2小时 ≤ |
10 |
| 重金属(以Pb计)/(mg/L) |
|
| 4%醋酸,60℃,2小时 ≤ |
1 |
| 脱色试验 |
|
| 乙醇 |
阴性 |
| 冷餐油或无色油脂 |
阴性 |
| 浸耀液 |
阴性 |
前面我们着重介绍了钢塑复合桶的内衬桶聚乙烯塑料桶。这里我们特别强调切忌用聚丙烯塑料做钢塑桶的内衬桶,尤其是在食品领域用来盛酒贮油,它会人体燎来很大的危害。这又是为什么呢?其实,聚丙烯塑料本身对人体无害,但因为它含有乙烯单体,用它来盛装酒类或油等脂肪类,就会造成慢性中毒,起初可能有眩晕、饮食减少、疲乏无力等不适,时间长了,中毒症状会日渐加重。
所以在制作钢塑复合桶时,一定要严格按工艺和标准执行。下面我们介绍由塑料内容器与防护钢桶装配而成的钢塑桶主要特征如下:
一、型号
产品型号由四部分组成,如:AHL-X,其中(从左到右顺序)A表示外防护桶材质, 钢板;H表示内容器材质,塑料;L表示钢塑桶公称容量,L;X表示钢塑桶性能类别,分I、II、III。
二、技术条件
1、外观外形圆整,无毛刺及严重机械损伤,无明显失圆、凹瘪,轻微凹瘪不多于2处,每处面积不大于桶身面积的0.7 %;桶身外壁光滑,带有环筋,桶内应清洁干燥,无杂质。
内容器、钢桶以及密封器等组件配合适宜,桶口外盖顶面至少低于桶端面2mm。
2、钢塑桶的物理机械性能符合表十的要求。
3、试验方法
跌落试验是取3只样品分别注满公称容量98%的水,按规定试验高度(见表十一)进行跌落试验,每只样品下跌一次,部位分别为与桶身斜角线的底凸边、桶底和桶体纵向焊线。跌后检查是否有破裂式渗漏。
表十 钢塑桶的物理机械性能
| 序号 |
项目 |
指标 |
| 1 |
跌落 |
不破裂、不渗漏 |
| 2 |
气密 |
不漏水 |
| 3 |
渗漏 |
不漏水 |
| 4 |
液压 |
不渗漏、不破裂 |
| 5 |
堆码 |
不渗漏、不破裂 |
气密试验是取样品3只,分别在内盖上钻孔,按表2规定注入压缩空气,并将插置于水中保持5min,观察是否泄漏。
液压试验是取3只样品,注入98 %公称容量的水,拧紧封闭器,桶口近地横置4小时,观察是否渗漏。
液压试验是取3只样品,分别在内盖上钻孔,拧紧封闭器,在常温下缓慢加压表2规定值,保压30min,观察有无破裂及渗漏。
表十一 钢塑桶跌落、气密及液压试验条件
| 钢塑桶类别 |
Ⅰ |
Ⅱ |
Ⅲ |
| 跌落高度,m |
1.8 |
1.2 |
0.8 |
| 气密试验压缩空气压力/kpa |
≥30 |
≥20 |
≥20 |
| 液压试验规定压力/kpa |
≥250 |
≥100 |
≥100 |
堆码试验是将样品注满公称容器的水拧紧封闭器,桶竖立堆码高度不小于3米,24小时后检查有无渗漏与倒塌。堆码试验亦可采用平板荷载法进行试验,即在一只桶上铺一载荷平板,板上放置法码,法码质量按下式计算:
M=(3/h-1)×m1-m2
式中 M-法码质量,kg;h-被测试样高度,m;m1-空桶加水的总质量,kg;m2-负荷平板的质量,kg。
加法码后静置24小时,然后检查是否产生渗漏或倒塌。
关于内容器的其它相关要求可参照标准QB1233-91附录A。

