中华人民共和国国家标准
包 装 容 器 钢 桶 封 闭 器 (四)
GB/T 13251-2002
5 技术要求
5.1 基本要求
5.1.1 结构尺寸:封闭器的结构尺寸应符合本标准4.2 条的规定。
5.1.2 外观:封闭器表面应光滑、平整、壁厚均匀无裂纹,无毛刺、无缺边角、无起皱、无变形、无锈蚀等缺陷。
5.1.3 装配质量规定:封闭器应配套齐全,保证互换;装配后配合紧密无松动。封闭箍式封闭器紧固后,密封垫圈应充满桶顶盖凸缘,不得外溢,箍的首尾端间距不小于10mm。
5.1.4 性能试验值:封闭器性能试验值见开表16。
表16 mm
封闭器 |
旋塞型 |
旋盖型 |
压塞型 |
揿盖型 |
备注 |
G2 |
G3/4 |
G41/2 |
气密试验,kPa |
30 |
30 |
30 |
26 |
20 |
40 |
|
液压试验,kPa |
250 |
250 |
250 |
100 |
100 |
|
|
扭力试验,Nm |
68 |
27 |
80 |
|
|
|
检验桶塞 |
5.1.5 封闭器表面按需要镀锌或涂敷涂料。涂覆层应完整,无起泡现象。锌层厚度不小于7μm,涂层厚度不小于20μm,不得有影响使用的其它缺陷。
5.1.6 螺纹:旋塞型封闭器螺纹光滑完整,不得有破损,保证互换,啮合不少于3个整牙,使之啮合良好。
5.2 材料要求
5.2.1 旋塞型封闭器除压铸桶塞所有材料应符合GB/T 1173或GB/T 1175的规定外,螺圈和挤压桶塞所用材料应符合GB/T 912或GB/T 11253的规定,或使用质量不低于上述标准规定的材料。
5.2.2 垫圈、衬圈所有材料应由供需双方协商解决。
5.3 卫生要求:用于盛装食品、药品和食品添加剂桶上的封闭器应符合食品卫生法及有关标准或规定。
6 试验方法
6.1 结构尺寸、外观和装配质量
采用手感、目测和通用量具进行检验。
6.2 性能试验
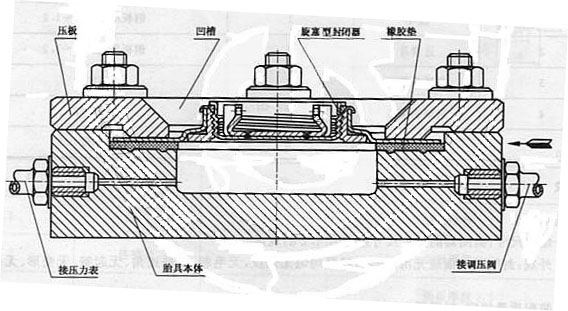
6.2.1 旋塞型封闭器组合气密试验
按图21所示将试件压紧,通入压缩空气至规定值,在凹槽内注满清水,观察有无渗漏。
6.2.2 旋塞型封闭器组合液压试验
按图21所示将试件压紧,通入水。压力至规定值保持5min,观察有无渗漏。
图21
6.2.3 旋塞型封闭器桶塞扭力检验
旋塞型封闭器桶塞扭力检验按规定值用扭力计测定。
6.2.4 旋盖型、压塞型、揿盖型封闭器组合气密试验
用图21所示装置,按其安装方式,将试件压紧(其中,旋盖型装内盖,揿盖型装保险环),通入压缩空气至规定值,在凹槽内注满清水,观察有无渗漏。
6.2.5 旋盖型、压塞型封闭器组合液压试验
用图21所示装置,按其安装方式将试件压紧(其中,旋盖型装内盖),通入水,压力至规定值保持5min,观察有无渗漏。
6.3 封闭器表面涂覆层厚度检验
按GB/T 4956规定的方法进行检验。
6.4 螺纹:旋塞型封闭器的桶塞螺纹大径及螺圈螺纹小径用通用量具进行检验,其它参数用螺纹工作量规综合检测。螺纹工作量规的制造尺寸和允许偏差见附录A(提示的附录)。旋盖型封闭器螺纹盖的螺纹小径及颈口的螺纹大径用通用量规进行检测。
7 检验规则
7.1 生产厂质量监督部门应按本标准的规定对产品进行检验,并出具合格证。
7.2 封闭器应逐批检查。生产厂以每天生产量为一批,用户以交货量为一批。检查批应由同型号、同等级、同种类且生产条件基本相同的单位产品组成。
7.3 按GB/T 2828,抽样方案选择正常检查一次抽样方案。
7.4 对本标准5.1.3、5.1.4规定的检验项目,检查水平规定为特殊检查水平S-2,合格质量水平为2.5,抽取样本数量符合表17的规定。
表17
批量范围 |
正常一次抽验 |
加严一次抽验 |
IL=S-2 AQL=2.5 |
IL=S-2 AQL=2.5 |
样本数 |
合格判定数 |
不合格判定数 |
样本数 |
合格判定数 |
不合格判定数 |
1~35 000 |
5 |
0 |
1 |
8 |
0 |
1 |
≥35 001 |
20 |
1 |
2 |
32 |
1 |
2 |
7.5 对第5章中其余各项规定的检验项目,检验水平规定为特殊检查水平S-2,合格质量水平为6.5,抽取样本数量符合表18的规定。
表18
批量范围 |
正常一次抽验 |
加严一次抽验 |
IL=S-2 AQL=6.5 |
IL=S-2 AQL=6.5 |
样本数 |
合格判定数 |
不合格判定数 |
样本数 |
合格判定数 |
不合格判定数 |
1~150 |
2 |
0 |
1 |
3 |
0 |
1 |
151~35 000 |
8 |
1 |
2 |
13 |
1 |
2 |
≥35 001 |
13 |
2 |
3 |
7.6 判定规则
7.6.1 对5.1.3、5.1.4规定的检验项目依次进行检验。其中一项不合格则判定该样品为不合格品。当不合格品数大于、等于表17规定的不合格判定数时,则判定该批产品不合格。
7.6.2 对第5章中其余各项规定的检验项目依次进行检验。其中一项不合格则判定该样品为不合格品。当不合格品数大于、等于表18规定的不合格判定数时,则判定该批产品不合格。
7.7 验收标准
对合格品应整批接受。对不合格品定货方有权拒收。对不合格批可将不合格品剔除或修复后,遵循7.4~7.6的规定重新提交检验。抽样方案按加严检查一次抽样方案进行,仍不合格时,该批为不合格品。
8 包装、标志、运输、储存
8.1 封闭器运输中应有外包装箱或袋,应尽量减少碰磕和防止变形。
8.2 封闭器存放时,应注意防锈蚀。
附录A
(提示的附录)
旋塞型封闭器螺纹工作量规制造尺寸和允许偏差
A1 旋塞型封闭器TG型螺纹工作量规制造尺寸和允许偏差见表A1
表A1 螺纹工作量规制造尺寸与允许偏差 μm
名称 |
螺纹代号 |
螺距mm |
牙型角 |
25.4mm
牙数 |
半角偏差 |
量规代号 |
大径 |
中径 |
小径 |
基本尺寸mm |
上偏差 |
下偏差 |
磨损 |
基本尺寸mm |
上偏差 |
下偏差 |
磨损 |
基本尺寸mm |
上偏差 |
下偏差 |
磨损 |
环规 |
TG2 |
2.309 |
55° |
11 |
±15` |
T |
58.000 |
- |
+80 |
- |
57.740 |
-6 |
-21 |
+24 |
56.260 |
+10 |
-10 |
+20 |
Z |
59.000 |
- |
+80 |
- |
57.380 |
0 |
-14 |
+8 |
56.260 |
+90 |
+30 |
- |
TG
3/4 |
1.814 |
55° |
14 |
±15` |
T |
26.000 |
- |
+72 |
- |
24.900 |
-5 |
-15 |
+20 |
23.740 |
+8 |
-8 |
+16 |
Z |
26.000 |
- |
+72 |
- |
24.630 |
0 |
-10 |
+7 |
23.740 |
+69 |
+24 |
- |
塞规 |
TG |
2.309 |
55° |
11 |
±15` |
T |
59.620 |
+27 |
+9 |
-24 |
58.140 |
+18 |
+7 |
-24 |
57.546 |
0 |
- |
- |
Z |
59.620 |
-34 |
-94 |
- |
58.510 |
+12 |
0 |
-8 |
57.546 |
0 |
- |
- |
TG
3/4 |
1.814 |
60° |
14 |
±15` |
T |
26.440 |
+24 |
+8 |
-20 |
25.280 |
+15 |
+5 |
-20 |
24.546 |
0 |
- |
- |
Z |
26.440 |
-28 |
-73 |
- |
25.540 |
+10 |
0 |
-7 |
24.546 |
0 |
- |
- |
中华人民共和国国家质量监督检验检疫总局2002-08-28发布2003-01-01实施