日本工业标准(JIS)
200升钢制包装桶
(JISZ1600-1997)
⒈适用范围
这种规格的容器用于非腐蚀性的半流物体、粉末、固体等的储藏及运输,其最大容积为200升。
⒉类型
⒉⒈根据桶盖的封闭方法,我们把钢桶分为两种:
a.螺栓紧固式:由螺栓固定封闭箍。
b.杠杆式:由杠杆固定封闭箍。
⒉⒉表1 (单位mm)
⒊质量
要求钢桶卷边接缝,焊接以及封闭良好。在内外表面上应没有裂纹、皱纹和铁锈等影响使用的缺陷,且经气压试验无泄漏现象。
⒋结构及制造方法
⒋⒈桶身
⒋⒈⒈桶身是由一整块钢板卷成圆筒形后,通过接缝焊接或对接焊接而成的。
⒋⒈⒉在桶身上,两条加强筋在对称的位置上按表2所规定的尺寸一次压制成型。但是也可以根据供需双方间的协定增加加强筋。
⒋⒉桶底
桶底成形后与桶身通过卷封固定在一起,并在卷边内注入密封用充填剂。但是也可以根据双方间的协定在桶底部压制环筋,以加强桶底部的强度。
⒋⒊桶盖
安装上桶盖密封圈后,安装上封闭箍,用螺栓或杠杆把桶盖固定在桶身上。
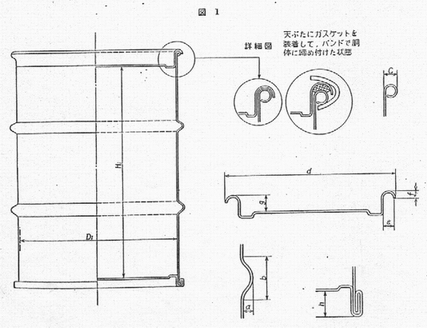
⒌形状、尺寸、容积以及质量
钢桶的形状按照图1要求。尺寸、容积和质量按表2所示。
表2
项目 |
内径mm
Di |
内高
mm
Hi |
加强筋
mm |
桶卷边
mm
c |
桶盖(mm) |
桶底深度
mm
h |
容量
L |
重量
kg |
a |
b |
d |
e |
f |
g |
H级 |
M级 |
数值 |
567 |
830 |
>8 |
>32 |
11 |
600 |
16 |
12 |
24 |
25 |
>200 |
>27 |
>20 |
允许误差 |
±3 |
±10 |
- |
- |
±2 |
±5 |
±2 |
±2 |
±3 |
±3 |
- |
- |
- |
注:①内高:规定为不安装桶盖密封圈时的尺寸。
②重量:规定为不包括桶盖密封圈、封闭箍等其它附件。
⒍材料
⒍⒈钢板:
采用JISG3131规定的钢板或JISG3142规定的钢板。但是采用JISG3131规定的钢板的时,只许用SPHC一种。
⒍⒉桶盖用封闭箍,采用JISG3131规定的钢板。但板厚必须在2.0mm以上。用螺栓封闭时,螺栓应采用直径9.5mm以上,并且质量能够满足需要的钢材制造。
注:JISG3131:热轧板
JISG3141:冷轧板
⒍⒊密封圈:
桶盖用密封圈,对于桶内的物品应具有能满足要求的密封性并保证内装物的质量。
⒍⒋卷边接缝用充填剂:
对于桶内的物品应保证必须的密封质量,并且应采用具有必要的耐热性以及耐久性的充填剂。
⒍⒌涂料:
桶外表用涂料,应具有良好的附着性和耐侯性。内表面用涂料,应根据双方间的协定,能够保证桶内物品的质量。
⒎涂装
为使桶内外表面平滑,须整修铁锈,有害的氧化皮膜和毛刺等其它异物,应对桶外表面进行涂装。也可以在桶内表面进行涂装。
⒏气密试验
在桶盖与桶体安装之前,用适当的方法按表3的规定把压缩空气压入桶内,把它浸入水中或者搽上肥皂水,观看有无泄漏现象。但是也可以根据双方的协定免去这个试验。
表3
级别 |
压缩空气压力Kgf/cm2(KPa) |
H级 |
1.0(98.1) |
M级 |
0.7(68.6) |
⒐检查
⒐⒈外观和气密试验等全部试验过程,必须按第3条的规定进行。但是也可以根据双方协定的意见采取抽查的方式
⒐⒉尺寸、容积、质量和结构,可以由双方间商定的意见采用抽查的方式进行检查,但须符合第4条和第5条的规定。
⒑标志
在钢桶的底部应压制标志,标志内容如下。规定文字或数字的大小,其高度为18mm以上。
板厚或者级别。
最大容量。
制造厂家或略去。
制造年月或略去。
例:钢桶板厚1.6mm ,最大容积200升,1997年3月制造,表示为: