|
中华人民共和国国家标准
包装术语 金属容器(2)
Packaging terms-Metal containers
GB 13040-91
国家技术监督局1991-06-26批准;1992-04-01实施
5 金属罐
5.1 三片罐 three-piece can
分别将罐盖、罐底和罐身连接而成的金属罐。见图7。
5.2 两片罐 two-piece can
罐底和罐身用整块金属薄板冲压拉拔成型,然后将罐身与罐盖连接而成的金属罐。见图8。
5.3 组合罐 composite can
罐身和罐底、罐盖用不同材料组成的罐。
5.4 圆罐 round can
外形为圆柱体的金属罐。罐径小于罐高者称竖圆罐,罐径大于罐高者称平圆罐。见图9。
5.5 异形罐 irregular can
外形为非圆柱体的金属罐的统称。
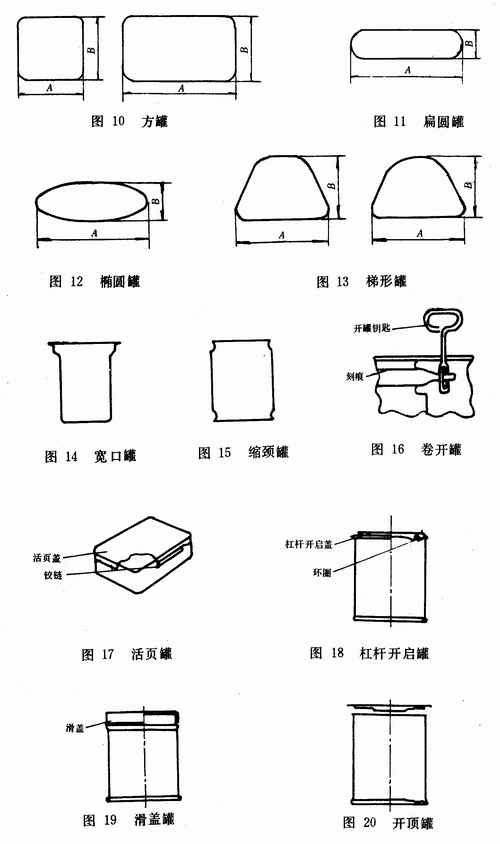
5.6 方罐 rectangular can
横截面为正方形或长方形、圆角的金属罐。见图10。
5.7 扁圆罐 obround can
其横截面为两边平行,两端各由一半圆弧连接的金属罐。见图11。
5.8 椭圆罐 oval can
横截面为椭圆形的金属罐。见图12。
5.9 梯形罐 trapezoidal can
上下各为大小不同的圆角矩形,纵截面近似为梯形的金属罐。见图13。
5.10 梨形罐 pear can
横截面为近似等腰三角形的圆角金属罐。
5.11 宽口罐 step-side can
罐身的顶端截面增大,以便配用尺寸较大的罐盖的金属罐。见图14。
5.12 缩颈罐 necked-in can
罐身的一端或两端截面缩小,以便配用尺寸较小的罐盖或罐底的金属罐。见图15。
5.13 密封罐 hermetically sealed can
一种能防止微生物的侵入,使杀菌后的内容物符合卫生要求,或能使内容物不受外界空气和湿气的影响的密封不透气的金属罐。
6.14 浅冲罐 drawn can
用浅拉伸法制造的两片罐,其罐高与罐径之比小于1。
5.15 深冲罐 deep drawn can,drawn and redrawn can
用多级拉伸法制造的两片罐,其罐高与罐径之比大于1。
5.16 薄壁拉伸罐 drawn and ironed can
罐底与罐身是用拉伸和罐壁压薄法一体形成两片罐。多为铝制。
5.17 锡焊罐 soldered can
罐身接缝处钢板互相钩合,用锡或锡铅合金焊接的三片罐。
5.18 电阻焊罐 resistance welding can
罐身接缝处钢板搭接,用电阻焊接机焊接的三片罐。
5.19 激光焊罐 laser welded can
罐身接缝处钢板对接,用激光焊接的三片罐。
5.20 粘接罐 cono-weld can
罐身接缝处用尼龙等粘合剂粘接而成的三片罐。多用无锡铁皮(TFS)制造。
5.21 易开罐 easy open can
带有易开盖的密封罐。
5.22 卷开罐 key open can
罐身上部预先刻痕并带有舌状小片,用开罐钥匙卷开的金属罐。见图16。
5.23 铝质罐 aluminium can
用铝材制造的罐。
5.24 素铁罐 plain tinplate can
罐身内壁用无内涂料的镀锡薄板制成的金属罐。
5.25 涂料罐 lacquered tinplate can
5.26 活页罐 hinged lid tin
带有活页盖的镀锡薄板罐。见图17。
5.27 杠杆开启罐 lever lid tin
带有杠杆开启盖的镀锡薄板罐。见图18。
5.28 滑盖罐 slip lid tin
带有滑盖的金属罐。见图19。
5.29 开顶罐 open top can
一端全开口的、灌装后再封罐的罐。见图20。
5.30 罐身 can body
金属罐的构件。三片罐的罐身指其侧壁,两片罐的罐身由罐底与侧壁组成。
5.31 罐体 can without lid
不带盖的三片罐。
5.32 环圈 ring
通过二重卷边固定在罐身上部,中心有一开口用以安装罐盖的构件。见图18。
5.33 膨胀圈 expansion rlng
罐盖或罐底经冲压形成的凹凸状压环,以适应罐头杀菌时,内装物膨胀的需要。
5.34 拉环 ring tab
易开盖上为便于开启而预先铆合在盖上的一种环状附件。见图31。
5.35 刻痕 score
易开盖上或卷开罐罐身为便于打开而预先压成或刻划的撕开线。见图16、图31。
5.36 铆钉 rivet
为将拉环铆合在易开盖上而预先冲出的凸泡。见图31。
5.37 开罐钥匙 can opening key
卷开罐的附件,用以穿绕舌状小片将罐卷开。见图16。
5.38 罐身接缝 side seam
罐身成型后罐身板两端的焊接接缝。锡焊罐罐身接缝为锁边接缝;电阻焊罐罐身接缝为搭接接缝;激光焊罐的罐身接缝为对接接缝。
5.39 基本盖 basic end
未加其他附属物件的半成品盖。
5.40 杯 cup
两片罐生产时,金属材料在冲切的同时被拉伸成的较浅的杯坯,以便进一步深拉成型。
5.41 切角 notching
锡焊罐制造过程中,将罐身板一端两角切去,另一端切制两个锐角,使罐身钩合形成纵缝时,两端只有两层钢板搭接,以便于翻边和封口。
5.42 成钩 hooking
将经过切角后的罐身板,用折边机将两端各自向相反的方向弯折成钩状,以便成圆后互相钩合。
同义词 端折
5.43 软焊 soldering
用锡铅合金进行焊接的密封或紧固接合的工艺。
5.44 焊料 tin solder
对锡焊罐罐身接缝部位进行焊接所采用的锡铅合金或纯锡材料称焊料或焊锡。
5.45 焊药 flux
锡焊罐为保证接缝部位渗锡良好,焊接牢固,在焊锡前均匀涂布于缝沟处的一种助焊剂,主要是一种盐、酸或松香溶液,用以清除钢板表面的杂质、油污及氧化物,确保焊接质量。
5.46 焊盐 solder salts
加在焊锡槽中的一种除垢剂,并吸收在熔融的焊锡中,以除去焊锡辊表面的氧化物,使锡辊保持锡层的均匀光洁。
|

