|
中华人民共和国出入境检验检疫行业标准
出口海绵钛包装钢桶检验安全规范
Safety code for inspection of steel drum for packaging of exported titanium sponge
(送审稿)
前言
本标准按照 GB/T 1.1—2009 给出的规则起草。
本标准由国家认证认可监督管理委员会提出并归口。
本标准起草单位:中华人民共和国四川出入境检验检疫局、攀枝花钢城集团恒升实业有限公司
本标准主要起草人:羊军 栗晓昆 谢林儒 张? 熊文德 吴晰 吴洪橙 诸渭元
1 范围
本标准规定了出口海绵钛包装钢桶的要求、抽样、性能检验、使用鉴定及不合格的处置。
本标准适用于盛装海绵钛出口,且容积不超过250 L、净重不超过250 kg的包装钢桶检验。
2 规范性引用文件
下列文件对于本文件的引用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 325.1 包装容器 钢桶 第一部分:通用技术要求
GB/T 2518 连续热镀锌薄钢板和钢带
GB/T 2524-2010 海绵钛
GB/T 2828.1 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB/T 4828 氩
GB/T 11253 碳素结构钢冷轧薄钢板和钢带
GB/T 14492 一次性使用电石包装钢桶
GB/T 17344 包装 包装容器 气密试验方法
GB19453 危险货物电石包装检验安全规范
3 术语和定义
下列术语和定义适用于本标准。
3.1 全开口钢桶 removable head drum
装有可拆卸桶顶的金属桶,其桶顶就是全开口的顶盖,通常由封闭箍、夹扣或其他装置固定在桶身上。
3.2 充气阀 charging valve
一种用于容器抽气和充气的装置。
3.3 海绵钛 titanium sponge
用镁或钠还原四氯化钛获得纯度为98.5%~99.7%的海绵状金属钛。是钛工业生产中的最主要原料。
4 性能检验
4.1 要求
4.1.1 出口海绵钛包装一般使用全开口钢桶,桶形应为直开口及开口缩颈型式。
4.1.2 桶身、桶顶、桶底应根据钢桶的桶形和容量,使用型号适宜和厚度足够的冷轧钢板或镀锌冷轧钢板制造。桶身、桶顶、桶底均由整张钢板制作,不允许拼接。钢板质量应符合GB/T11253或GB/T 2518的要求。
4.1.3 桶身直焊缝采用电阻焊一次性焊接,桶身直缝补焊不多于2处,焊疤表面平整,宽度不大于原焊缝的一倍,总长度不大于直焊缝长度的10%,环筋顶部不允许补焊。镀锌冷轧钢板制造的钢桶焊缝涂抹银粉漆,要求外观整洁。冷轧钢板制造的钢桶采用整体镀锌,镀锌层厚度不低于10mm。
4.1.4 桶身与桶底的卷封采用不少于七层卷边。卷边层内应填充密封填料,填料应采用密封性能良好,与海绵钛及其(保护剂)相适应的耐热、耐寒、耐久的抗溶性材料。卷边密封填料为质量符合表1规定的封缝胶。
4.1.5 封闭装置采用螺栓型封闭箍或杠杆式封闭箍。
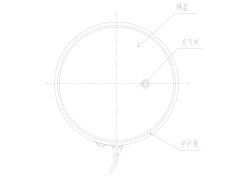
4.1.6 在桶盖上应设置充灌氩气的充气阀,充气阀要能保证同时对钢桶进行抽真空与充氩气的功能。结构参见附录A。
4.1.7 钢桶封口应达到气密封口的要求。
4.1.8 钢桶内衬应为聚氯乙烯塑料薄膜袋。
4.1.9 充气阀配套齐全,装配后密封良好,并保证配合件的互换性。
4.1.10 桶盖上充气阀装配后的高度低于卷边沿口。
4.1.11 钢桶上铸印、印刷或粘贴的标记、标志应准确清晰,符合GB19269、GB19270、GB19359、GB19433有关规定要求。
4.1.12 钢桶性能试验要求见表2。
表1 钢桶性能试验要求
性能试验项目 |
要求 |
气密试验 |
样品应无泄漏。 |
跌落试验 |
样品跌落后,内装物无泄漏。 |
堆码试验 |
内装物不应从样品中漏出,样品不应出现有可能影响运输安全的损坏,或者可能降低其强度或造成包装件堆码不稳定的变形。 |
4.2 性能试验
4.2.1 气密试验
4.2.1.1 试验样品数量
每种设计型号取3个试验样品。
4.2.1.2 试验样品准备
在样品的顶部钻孔,接上进气管并闭合充气阀。
4.2.1.3 试验设备
按GB/T17344的要求。
4.2.1.4 试验方法
将样品包括其封闭装置箝制在水面下5min,同时施加不小于20kpa的内部空气压力,箝制方法不应影响试验结果。其他至少有等同效力的方法也可以使用。
4.2.1.5 通过试验的准则
试验样品应无泄漏。
4.2.2 跌落试验
4.2.2.1 试验样品数量
每种设计型号取6个试验样品。
4.2.2.2 试验样品准备
向样品内灌装不少于其容量的95%的内装物。内装物可采用物理性能(如质量和粒度等)与海绵钛相同的物质来替代。内装物应装在与发运时使用的相同的聚氯乙烯塑料薄膜袋内进行试验。如样品内盛装海绵钛进行试验,桶内应充入氩气。
4.2.2.3 试验设备
符合GB/T4857.5中试验设备的要求。
4.2.2.4 试验方法
按以下方法以0.8米的跌落高度进行跌落试验:
a) 第一次跌落(3个样品):样品的对角线垂直于冲击面,并使样品的重心通过撞击点,以桶底边缘撞击在冲击板上。
b) 第二次跌落(用另外3个样品):样品应以第一次未试验过得最薄弱部位撞击在冲击板上,例如桶身的纵向焊缝上。
4.2.2.5 通过试验的准则
样品跌落后,内装物无撒漏。
4.2.3 堆码试验
4.2.3.1 试验样品数量
每种设计型号取3个试验样品。
4.2.3.2 试验样品准备
向样品内灌装不少于其容量的95%的内装物。内装物可采用物理性能(如质量和粒度等)与海绵钛相同的物质来替代。
4.2.3.3 试验设备
符合GB/T4857.3的要求。
4.2.3.4 试验方法和堆码载荷
在试验样品的顶部表面施加一载荷,载荷的质量相当于运输时可能堆码在它上面的同样数量包装件的总质量。包括试验样品在内的最小堆码高度应为3m,堆码时间为24h。
堆码载荷按下列公式计算:
P=[(H-h)/h]×m
式中:
P——加载的载荷,单位为千克(kg);
H——堆码高度(不小于3m)单位为米(m);
h——单个包装件高度,单位为米(m);
m——单个包装件毛重,单位为千克(kg)。
4.2.3.5 通过试验的准则
内装物不应从样品中漏出,样品不应出现有可能影响运输安全的损坏,或者可能降低其强度或造成包装件堆码不稳定的变形。
4.3 检验规则
4.3.1 生产企业应保证所生产的海绵钛钢桶符合本标准规定,并由有关检验部门按本标准检验。用户有权按本标准的规定对接收的产品提出验收检验。
4.3.2 有下列情况之一时,应进行性能检验:
a) 新产品投产或老产品转产时进行性能检验;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 在正常生产时,每半年一次;
d) 产品长期停产后,恢复生产时;
e) 国家质检部门提出进行性能检验。
4.3.3 判定规则
按本标准的要求逐项进行检验,若有一个样品不合格则判定该批产品不合格。
4.3.4 不合格批处理
不合格批经技术处理后,再次提交检验,其严格程度不变。再次提交检验仍然不合格的则判定该批钢桶最终不合格。
5 使用鉴定
5.1 要求
5.1.1 外观要求
5.1.1.1 钢桶上铸印、印刷或粘贴的标记、标志和危险货物彩色标签应清晰,符合GB19269、GB19270、GB19433、GB19359有关规定要求,并应标明“已充氩气”字样。
5.1.1.2 包装件外观应完好、清洁,不允许有残留物、污染。
5.1.1.3 凡是采用铅封的包装件应在货运部门现场查验后进行封识。
5.1.2 使用单位选用的钢桶应与海绵钛的性质相适应,其性能应符合本标准第4条性能检验的规定。
5.1.3 钢桶的包装等级应等于或高于海绵钛要求的包装级别。
5.1.4 在下列情况下应提供由国家质量监督检验检疫部门认可的检验机构出具的危险货物分类、定级和危险特性分析检验报告。
a) 首次生产的;
b) 首次出口的;
c)国家质量监督检验检疫部门认为有必要时。
5.1.5 钢桶应配以适当的密封圈,无论采用何种形式封口,均应达到紧箍、密封要求。
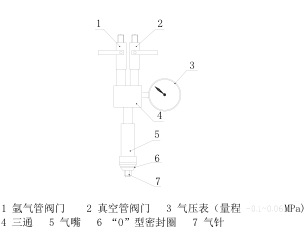
5.1.6 充氩气的要求
海绵钛钢桶充氩气方法应得当,一般采用负压充气法,充气装置参见附录B,也可以采用其它等效方法。应使用含氩气99.99%以上的纯氩气,氩气质量应符合GB/T 4828要求。充气时,将充气装置压紧在充气阀上,打开真空管阀门抽真空,真空压力达到-0.04~-0.06MPa时,关闭真空管阀门,开启氩气管阀门,充压达到0.20MPa时,关闭氩气管阀门,取下充气装置。
5.1.7 钢桶气密封口鉴定应保压96小时,压力下降不大于5KPa。
5.2 抽样
5.2.1 鉴定批
以相同原材料、相同结构和相同工艺生产的钢桶包装件为一鉴定批,最大批量为5000件。
5.2.2 抽样规则
按GB/T 2828.1正常检查一次抽样一般检查水平II进行抽样。
5.2.3 抽样数量
见表3 。
表3 抽样数量
单位为件
批量范围 |
抽样数量 |
1-8 |
2 |
9-15 |
3 |
16-25 |
5 |
26-50 |
8 |
51-90 |
13 |
91-150 |
20 |
151-280 |
32 |
281-500 |
50 |
501-1200 |
80 |
1201-3200 |
125 |
3201-5000 |
200 |
5.3 鉴定
5.3.1海绵钛钢桶外观鉴定应符合5.1.1的规定。
5.3.2 按第4条有关规定检查所选用的钢桶是否与海绵钛的性质相适应;钢桶的包装等级是否等于或高于海绵钛要求的包装级别。
5.3.3 对于5.1.4规定的是否具有相应的鉴定报告。
5.3.4 充氩气的要求是否符合5.1.6的规定。
5.3.5 钢桶气密封口鉴定是否符合5.1.7的规定。
5.3.5.1 鉴定设备
a) 充氩气装置;
b) 压力表;
c) 其他辅助器具。
5.3.5.2 鉴定步骤
包装件充灌氩气完毕,应静置存放96h。将压力表接入包装件顶部的充气阀,检查压力是否符合5.1.7的要求。
5.4 鉴定规则
5.4.1 海绵钛钢桶的使用单位应保证所使用的钢桶符合本标准规定,并由出入境检验检疫部门按本标准进行鉴定。
5.4.2 鉴定项目
按5.1和5.2的规定逐项进行鉴定。
5.4.3 判定规则
按本标准的要求逐项进行检验,若有一个样品不合格则判定该批产品不合格。
5.4.4 不合格批的处理
不合格批的不合格海绵钛钢桶包装件经过剔除后,再次提交鉴定,其严格度不变。再次提交鉴定的仍然不合格的则判定该批钢桶包装件最终不合格。
附录A
(资料性附录)
附录B
(资料性附录)
|

