制桶技术培训讲义-工艺和技术部分(2)
杨文亮
第二讲 制桶工艺原理
一、钢桶机械加工的基本原理
钢桶的制造技术实际上是一个综合技术的具体应用,生产过程看似简单,但它却牵涉到许多技术领域。例如:钢板开卷校平——轧钢整形技术;桶身卷圆、翻边、胀形——金属材料塑性变形冷加工技术;点焊缝焊——金属材料的焊接技术;桶底盖、封闭器的生产——冷冲压技术;桶身除油除锈——化学表面处理技术;喷漆烘干——表面涂装技术和加热技术;钢桶表面的图案制作——印刷技术。其中还用到诸如滚压技术、锻压技术、液压传动技术、气压传动技术、胀形技术、自动化控制技术等等。所以说,制桶技术不是一个单独的学科,它是多学科的综合应用。
基本加工方法分类:
1、成型。利用塑性变形原理将钢板坯板制成所需形装和尺寸的零件,其方法称为成型。板坯的弯曲(卷圆)、胀形、翻边和拉伸等。
2、接合。利用塑性变形原理,把分离的材料采用拼接、咬口、卷边、扣缝、焊接等方法接合为一体,即为接合。在钢桶的卷边装配、封闭器压合等生产中正是采用这种方式。
3、分离。利用材料的塑性变形到达最后阶段会产生断裂的性质,把材料分离为两部分以上而做成零件的加工方法。如剪板、落料、冲孔等加工。
4、校正。用于提高零件形状、尺寸精度或表面状态,如精修、切边、校平等加工。
二、钢桶材料校平的工艺原理
利用多辊工作原理,使板料在上、下校平辊之间反复变形,消除应力,达到校平的目的。在上、下排工作辊外侧,设刚性支撑辊(轮),构成四重式组辊结构。板料通过校平,可明显改善其平整状态,提高工件的质量。可独立工作,用于单块板材的校平;亦可在校平前配置开卷、引料,后面配置剪切、垛料等,通过控制系统连成性能完备的生产线,对金属卷材进行整平、分切。
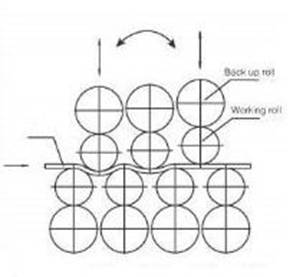
钢板校平原理图
三、钢板剪切的工艺原理
剪切工艺的基本原理,就是利用上、下剪刀把钢板剪断,剪切机下剪刀固定不动,上剪刀向下剪切,开始是剪刀刃口压入钢板,产生一对与剪力P相应的力矩,使被剪钢桶转动。接着在剪力的另一平面上也产生一对力T及相应的力矩,此二力相平衡时,被剪切的钢板就不再转动,直到被剪钢板在剪切力的作用下被剪断。
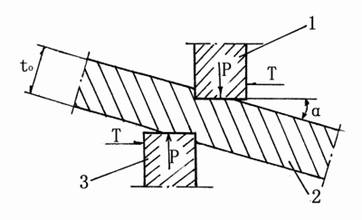
剪切原理图
四、桶身卷圆工艺原理
桶身卷圆的工作原理,如图(a)所示为对称式三辊卷圆的辊筒断面图。在两个下辊的中间对称位置上有上辊筒1,上辊筒能上下调节,是被动辊,下辊筒2为主动辊。工作时板料置于上下辊间,上辊下压,使板料在支撑点间发生弯曲,当两下辊转动时,由于摩擦力作用使板料移动,从而使整个板料发生均匀的弯曲。
根据弯曲原理可知,只有当板料与上辊筒接触到的部分,才会达到所需要的弯曲半径,因此板料的两端边缘各有一段长度没有接触上辊,不发生弯曲,称为剩余直边,剩余直边长度约为两下辊距离的一半。图(b)和(c)是不对称三辊和四辊卷板,其目的是减少两头的直边。
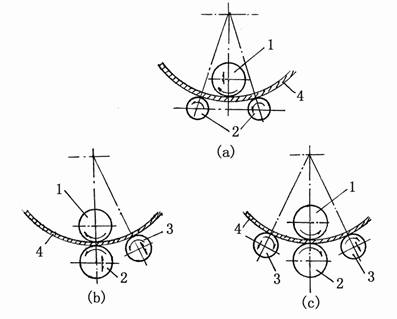
卷板原理图
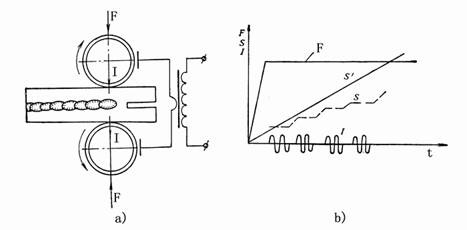
五、桶身焊接工艺原理
如下图所示,为桶身点焊原理图。将准备焊接的桶件置于两电极之间加压,并对焊接处接通以电流,利用桶件电阻产生的热量加热并形成局面融化(或达到塑性状态),断电后,在压力继续作用下,形成牢固接头,这种工艺过程即称为电阻焊。
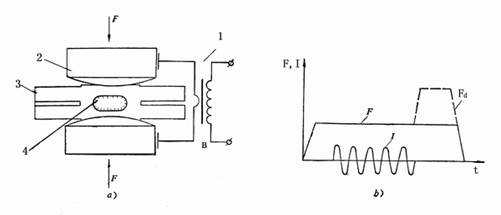
电阻焊点焊原理图
从理论上讲,电阻焊是利用内部热源来进行焊接的,根据焦耳定律,其总发热量:
Q=I2Rt
式中,Q为钢板焊接时内部发热量(焦耳);I为通过钢桶焊接区的瞬时电流值(安培);R为两电极间的总电阻(欧姆);t为通过焊接电流的时间。
由上式可知,电流I越大、电阻R越大、通电时间越长,产生的热量就会越大。而在这三个参数中,电流I的大小对热量起着最重要的作用。所以电阻焊中,常常为了提高热量,最主要的是提高电流强度。因此对于确定的材料来说,电阻是常数,而为了提高生产率,通电时间也要越短越好,所以,只有采用高电流、低电压,才能达到高效率的电阻焊目的。
下图为缝焊原理图,缝焊其实是连续的点焊。通过电流控制装置产生脉冲电流,这就是频率,形成一个一个相连的焊点。国产传统缝焊机一般是工频,全自动焊动一般采用高频,这样焊点会比较密集,缝焊强度和密封性能会更高。
电阻焊缝焊原理图
六、桶身翻边工艺原理
桶身翻边工艺的原理是基于钢板材料具备塑性——即指钢板受外力作用,在完整性不遭破坏的条件下产生永久变形的性能。桶身形状的变形过程是一渐变成形过程。在成形之初,翻边模具施于桶身板材的外弯力矩不大,在材料的变形区内的内、外表面上引起的应力数值小于材料的屈服极限,仅在材料内部引起弹性变形;随着成形模具施也的压力值的不断增大,也即外弯力矩的不断增强,当其超过了材料的屈服极限时,材料的内外表面首先发生由弹性变形状态过渡到塑性变形状态,然后塑性变形内、外表面向中心逐步扩展,直至成形。
桶身翻边是伸长类曲面翻边的一种形式,在翻边时毛坯变形区的受力情况如下图所示:
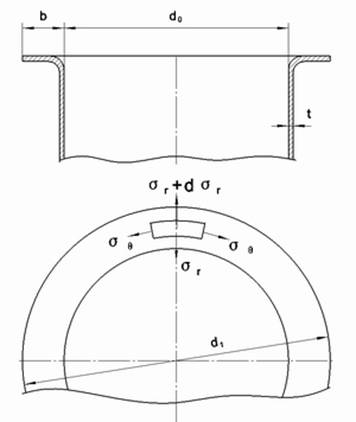
桶身翻边原理图
由于翻边时变形区内金属在切向拉应力的作用下产生切向的伸长变形,所以极限翻边系数主要决定于毛坯金属材料的塑性。翻边时毛坯变形区内在半径方向上各点的切向伸长变形的数值是不同的,最大伸长变形发生在桶身毛坯的外边缘,所以在翻边时应保证毛坯边缘部位上金属伸长变形小于材料塑性变形能力所允许的极限值。
七、波纹环筋滚压成形原理
滚压成形是利用摩擦力的作用使落在下波纹上的桶身在压力作用下与滚轮同步旋转,并使桶身在上、下波纹滚轮的作用下使其与滚轮接触的部位上产生局部的塑性变形。这种在桶身上辊轧波纹属局部成型,变形区材料受双向拉伸作用。如下图所示。
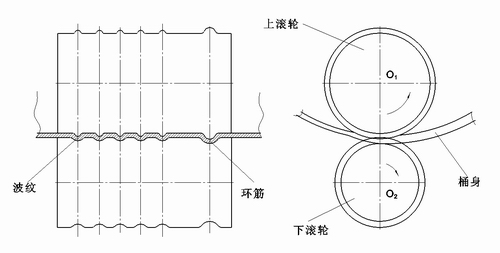
桶身滚压成形原理图
八、桶身胀形工艺原理
胀形技术应用很广,它不仅能胀形波纹、环筋、胀锥,还可以翻边,能够成型各种桶身形式,如下图所示,为常见各种类型桶身的胀型。
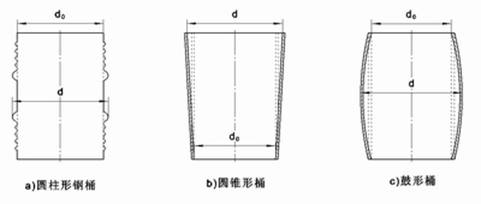
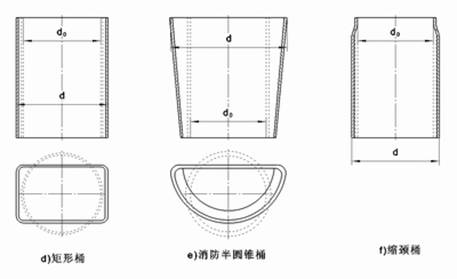
桶身胀形类型
胀形是采用一定形状的内胎模,以一定的张力向四周张开,张开后径向局部尺寸大于桶身径向尺寸,从而使桶身材料产生塑性变形而张大。胀形时毛坯的塑性变形局限于一个固定的变形区范围内,板料不向变形区外转移,也不从外部进入变形区内。如上图所示,桶身变形仅限于径向尺寸的变化,轴向不参与变形。胀形变形区内金属处于双向受拉的应力状态,变形区内板料形状的变化主要是由其表面积的局部增大实现的,所以胀形时毛坯厚度的变薄是不可避免的。

