制桶技术培训讲义-工艺和技术部分(7)
杨文亮
第三讲 制桶工艺方法及设备
五、钢桶卷封装配工艺方法
1、卷封装配机
钢桶的卷封工序是在卷边封口机上进行的。目前国内外的钢桶卷边封口机类型非常多,归纳起来有以下几种:按钢桶的设备上卷封时的位置来分,有立式封口机和卧式封口机;按照生产效率分,有全自动封口机、半自动封口机和手动封口机;按照同时封口的数量来分,有单头封口机和双头封口机;按照钢桶的形状不同分,有圆桶封口机和异形桶封口机;按照封口机的传动方式可分为液压封口机和机械式封口机。不论什么类型的封口机,其封口部分的原理和过程都是相同的。
如图为国内常见卧式装配机的结构示意图及工作原理图。主要由机座、左右传动系统、滚轮系统、上料装置、左右导板以及液压系统和电气控制系统等组成。
底座为钢板焊接结构,顶部有铸铁导轨,左右主轴箱沿导轨面滑动。
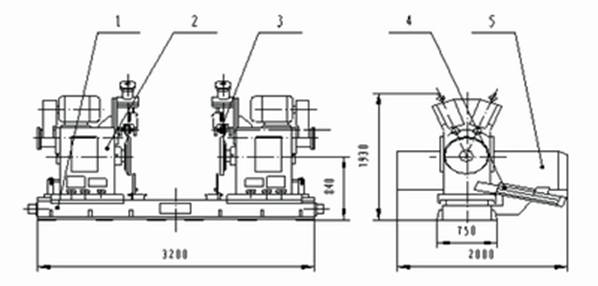
卧式双头钢桶卷封装配机结构图
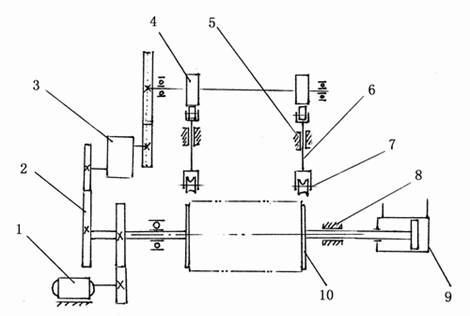
卧式双头钢桶卷封机工作原理图
主轴箱体为焊接结构,顶部装有电动机,经皮带、电磁离合制动器、齿轮的传动,使主轴间断回转。主轴前端装有顶盘,其顶端装有液压缸驱动的两道滚轮。通过头道、二道滚轮分别与顶盘接触使钢桶两端进行卷边封口。主轴箱之进退由液压缸驱动,并可根据需要调整接近开关的位置,以控制主轴箱的行程。
上料装置是将未封口的桶身自动送至上料架上人工将桶底、桶盖放置在桶身的两端,由接近开关控制,上料油缸动作,将桶身送入主轴箱间,两主轴箱相对前进,夹紧钢桶,上料架随之复位。
卷边滚轮装于两主轴箱的上端部,头道滚轮与二道滚动之间有一定的距离(夹角),由液压缸推动滚轮沿滑座上下运动。滚轮材质一般为GCr15,卷边槽形部位需热处理HRC58-60。
左右导板是根据桶身长度,固定在左右主轴箱的前端的床身上。将卷边后的钢桶输送到指定的部位。
卷边装配机的操作,一般有手动操作和自动操作两种。将旋钮开关拨至手动位置,用于单机调试,各部件单动,排除故障等。将旋钮拨至自动位置时,用于连续生产自动控制。
2、卷封滚轮
滚轮曲线的形状对卷边的尺寸及形状起着决定性的作用。但滚轮的设计是比较复杂的,影响因素较多,多数是经验。但有一点是可以肯定的,不论对于五层矩形卷边,还是七层圆弧卷边,理论上的成形弧线应该是渐开线,经验中较为合理的、比较实用的形状,都是较接近于渐开线规律的。因为真正的渐开线较难加工,所以,我们所用的滚轮曲线,都是采用由接近渐开线的多个圆弧及斜面组成。
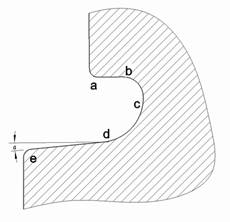
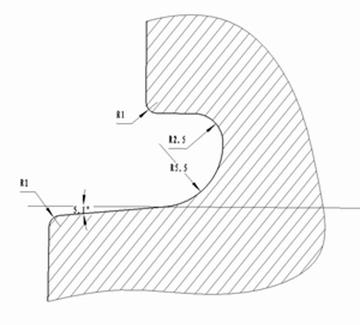
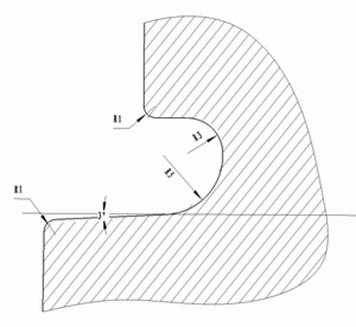
卷封滚轮工作曲线图
如图为一种实用的三重七层圆弧卷边头道滚轮曲线形状。图中ed段为斜面,卷封时,桶顶底边缘首先接触的就是这个面。α角度是一个重要参数,对于头道滚轮来说,α角过小,易加快滚轮的磨损,且桶顶卷边时易产生“外卷”现象,在圆弧段成形较突然;α过大,则影响圆弧段的正常成形。一般在7°~9°之间较为合适。
图中cd段为卷边过渡段,应使桶边成形顺理成章地变形,一般情况下,曲率半径不宜过大,过大的半径会给下段卷边成形造成麻烦,阻力太大,易形成滞后成形。半径过小,易形成提前成形,达不到预期目的。
图中cb段为卷边成形段,通过这个段要使卷边达到要求的圆弧大小,它决定了卷边的松紧程度和层次的多少,半径越大,卷成圆尺寸越大,结合越松散,层与层之间缝隙也越大,密封性能越不好;半径太小,因为受到材料厚度的限制,不能将材料包容,难以使卷边部分与桶顶直壁处靠紧,成为未完成卷边。
图中ab段为直线段,目的确良使卷边完成后滚轮容易退出。
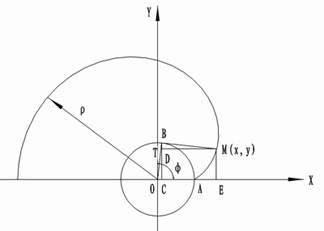
渐开线原理图
如图为卷封滚轮理论曲线图,为一渐开线形状。能用于卷边滚轮的曲线,一般取φ角从0°~180°之间(即从0~π之间)的对应曲线。对不同的卷边要求,基圆半径r的值应取不同。r值的大小主要与材料的厚度和卷封层数的多少、卷封要求的尺寸有关。一般来说,可由下式进行估算:

式中:r ——渐开线基圆半径;t——钢桶材料厚度;n——卷封层数,对于五层矩形卷边,n=5;对于七层圆弧卷边,n=7。
以上滚轮设计均对主要成形滚轮(头道滚轮)而言,对于二道滚轮来说,设计较为简单,即按照最终的尺寸和形状进行制作,只要能把卷边压实就行了,至于形状,尽可以依个人的爱好来选择。
头道卷封辊轮槽形图
二道卷封滚轮槽形图
如图为我们根据理论设计,采用最接近理论曲率的圆弧简化标注的一对卷边滚轮形状尺寸。之所以这样做,为的是滚轮槽形加工时较为方便,这是我们传统的标注方法。一般来说,先根据图形尺寸制作成样板,在用样板来加工检验滚轮的槽形,在样板和滚轮加工中,尽可能的达到高精度的要求,滚槽表面尽量光滑。滚轮加工采用工具钢,先粗加工,再热处理,然后再精磨,使滚轮更加耐用。
在生产实际中,卷边滚轮的槽形尺寸与许多参数有关,所以,在滚轮槽形的设计中,包括着许多实践经验,这是我们多年来不断研究的结晶。卷边滚轮的形状和几何尺寸都是随桶身和桶底顶材料厚度变化的参数,根据产品及生产实际情况确定。滚轮槽形尺寸的设计是钢桶制造技术中是最重要的核心技术,掌握了它,就可以大大地减少卷边质量问题的发生。
关于卷封工艺的有关尺寸问题,我们将在后面专门讨论。
(播放全自动生产线视频)。

