钢桶卷边封口机概述(1)
武汉金属容器二厂 王霖
在制桶行业里,封口机也称封桶机,俗称扣底机。它是用来完成钢桶桶身与桶底(顶)的封口总装工序的机器。因封口不好而造成桶渗漏,会使桶丧失其使用价值,故封口工序是制桶的关键工序,封口机是制桶的关键设备。
封口机的工作原理,是由多个带有一定形状沟槽的压轮在与桶作相对旋转运动的同时,顺次向桶的待封口处作进给运动,迫使桶身与桶底(顶)的接合边缘按一定的层次和形状进行卷封。
封口机的类型较多,根据桶型,有圆桶封口机和异形桶封口机的区别;按压轮的传动形式,。可分为机械式封口机和液压式封口机,按工作时钢桶的放置方式而言,可分为卧式封口机和立式封口机,按一次能封口的处数,可分为单头封口机和双头封口机。下面从圆桶封口机和异形桶封口机入手,分别介绍各类封口机的基本原理和结构。
一、圆桶封口机
根据封口时桶体是否运动,圆桶封口机可分为两类:一类是桶体旋转式,封口时桶体绕其轴线旋转,另一类是桶体固定式,即封口时桶体固定不动。前者机器结构较后者简单,,目前国内外使用很普遍多后者结构紧凑但复杂,使用较少。
(一)桶体旋转式
为顺利完成桶身与桶底(顶)的封口卷封,桶体旋转式封口机应完成以下几个方面的运动。
1.桶体的主旋转运动。即在封口过程中使桶体绕其轴线旋转的运动。这一运动由电动机经减速机构而获得。主旋转运动的速度由封口时桶壁的线速度来确定,桶壁线速度的大小又取决于桶径的大小和生产线上制桶速度的快慢。例如大型钢桶厂其80-200升桶目前常用的制桶速度为6-8只桶/分,与之对应的封口时桶壁线速度为300~550米/分。
2.压轮的进给运动。压轮的进给运动是指为了完成桶身与桶底(顶)的卷合压实,压轮逐渐向桶靠拢的直线运动。为了节省时间,进给又分为快进和工作进给两个阶段。压轮的整个进给运动,除了包括以上的进给动作之外,还应包括快退动作,即压轮快速直线退回原位的运动。快退使压轮能迅速离开已封口的桶。
封口机上有2-3个压轮,双重卷边时需2个,三重卷边时常用3个。双重卷边时,第一道压轮的作用是将桶身与桶底(顶)边缘初步卷合在一起,第二道压轮的作用是将卷合层卷紧、压实。三重卷边时,第一道压轮是预卷桶底(顶)的边缘多第二、三道压轮的作用与双重卷边的一、二道压轮相似。
几个压轮的进给运动方向的排布有非径向和径向两种,非径向排布为各压轮进给方向平行(图1a);径向排布是指各压轮的进给方向均指向桶的中心(图1b、图1c)多从受力角度讲,径向排布压轮较好。
压轮的进给运动可以通过凸轮机构、杠杆机构、斜面机构以及液压传动来实现。
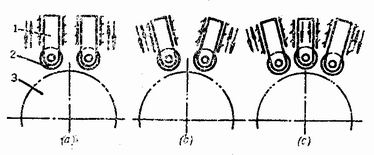
图1 封口压轮进给方向的排布
1-导杆;2-压轮;3-待封桶
3,桶的轴向匹紧运动。为了承受封口过程中的轴向分力,使桶在封口过程中能正常旋转,不窜动,封口机必须有桶的轴向压紧装置,相应则有轴向压紧运动。这一运动可由液压传动、气动传动或各种机械传动来实现。
为了进一步说明圆桶桶体旋转式封口机的传动原理和结构,下面分别介绍机械式和液压式封口机。
(1)机械式封口机
图2为双头卧式封口机的传动简图。该机对80-200升的金属圆桶的封口有一定的代表性。因其压轮的进给运动采用了机械(凸轮系统)传动,故该机为机械式封口机。这种封口机的主旋转运动也采用机械传动,桶的轴向压紧由气动和四连杆机构完成。
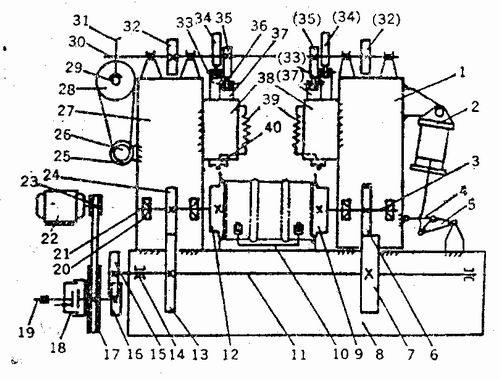
图2 圆桶双头卧式封口机传动简图
1-活动床头箱; 2-气缸; 3-右主轴;4-连杆;5-三眼板;6-齿轮;7-齿轮;8-机座;9-右封口压盘;10-托桶架;11-地轴;12-左封口压盘;13-齿轮;14-轴承;15-齿轮;16-齿轮;17-皮带轮;18-摩擦式离合器;19-传动轴;20-轴承;21-左主轴;22---电动机:23一皮带轮,24-齿轮:25-电动机:2 6一皮带轮:27-固定床头篇:28--皮带轮:.29--蜗杆:30-前天轴:31-蜗轮;32-齿轮;33-后导杆;34-后凸轮;35-前凸轮;36-滚轮;37-前导杆;38-导杆座;39-弹簧;40-头道封口压轮。
机床主要机架由机座8和床头箱1与27组成。藤头箱27固定在机座8上,活动床头箱l能沿机座上的导轨作水平移动。两箱内通过轴承分别支承着左主轴21和右主轴3,而这两根主轴的轴端又分别固装有封口压盘12和9。两床头箱的内侧分别固装有导杆座38,每一导杆座内有两根导杆33和37,导杆能在导杆座内沿垂直导轨作止下移动。导杆的下端分别装有头道封口压轮40和二道封口压轮(图未表示出),上端装有滚轮36。每一个滚轮的上方都对应装有一个凸轮34和35。活动床头箱的外侧悬挂着气缸2。
该机的整个工作过程如下:
1.桶的轴向定位和压紧。当输送带上的托桶架10将待封口桶(即桶体与桶底、桶顶的套合件)送至封口机,使之位于两封口压盘之间时,气缸2中的活塞由上向下运动。由于活塞杆与三眼板5相铰连,三眼板则被带动绕其固定支点逆时针摆动。又因连杆4的一端与三眼板铰连,另*端铰接于活动床头箱上,所以,三眼板的这一摆动会迫使活动床头箱l旬左移动。因而,右封口压盘进入待封桶的右端并推动待封桶,、使其左端套在左封口压盘上,从而桶体得到,定位且被压紧于两封口压盘之间。
2.桶的主旋转运动。电动机22通过皮带轮23和皮带,带动皮带轮17旋转,而皮带轮17空套在传动轴19上,故常态时,传动轴是不转动的。当待封桶被定位压紧后,摩擦式离合器18啮合,皮带轮17则带动传动轴19旋转,再通过齿轮16和15的啮合,使轴11旋转,又通过齿轮13与24和7与。6的啮合,使左、右主轴21和3同时旋转。那么,分别固装于两主轴轴端的左、右封口压盘则带动桶体作主旋转运动。
3.压轮的进给。电动机25经过一级皮带传动(皮带轮26与28)带动蜗杆轴29旋转。由于蜗轮31与蜗杆轴上蜗杆的啮合,使与蜗,轮固接的前天轴30低速转动,前天轴上固装的两个凸轮跖随之转动。当凸轮升程不断增。同时,滚轮36被迫下移,前导杆37随之下移,安装于前导杆下端的头道封口压轮则跟着下移,从而完成头道压轮的进给动作。当凸轮35继续转动而升程迅速减小时,在弹簧39的作用下,前导杆快速上移,头道压轮随之上移而快速离开桶沿,并回到原来位置直至完成快退动作。
图2中,前天轴的后面并排装有后天轴,因图中两轴重合,故来能表示。后天轴旋转的动力来自于前天轴,即通过前天轴上齿轮32与后天轴上相应齿轮的啮合,使后天轴得到反向等速转动。与前天轴一样,后天轴的左右各固装有一个凸轮34。凸轮转动,升程增加时,通过滚轮使后导杆33下移,装于后导杆下端的二道压轮随之下移,从而完成二道压轮的进给动作(快进和工作进给)。随后,凸轮升程减少,在弹簧力的作用下后导杆和二道封口压轮快速上升回位。
在凸轮进给系统中,封口压轮的快进和工作进给都是靠凸轮转动且升程增加来实现的。但快进时凸轮轮廊的曲率变化大,升程增加得快,而工作进给时则相反。工作时,头、二道封口压轮的进给是顺次动作的,只有当头道压轮进给完毕并快退时,二道压轮才能开始进给。而且头、二道封口压轮的快。进、工作进给和快退均须往凸轮旋转一周之。内完成。以上这些要求是通过头、二道凸轮的不同轮廓和一定的相对位置米保证的,见图3。图中为头道封口压轮进给完毕并开始快退,而二道封口压轮准备逃给的状态,为了防止两凸轮转动时其轮廓相碰时,两凸轮在轴向上是错开的。
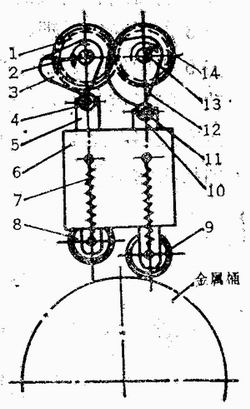
图3 头、二道封口压轮进给结构图
1-齿轮;2-后天轴;3-二道凸轮;4-滚轮;5-后导杆;6-导杆座;7-弹簧;8-二道封口压轮;9-头道封口压轮;10-前导杆;11-滚轮;12-头道凸轮;13-前天轴;14-齿轮。
4.桶的轴向松开和退出。当二道封口压轮快退后,气缸2中的活塞上行,三眼板顺时针摆动并通过连杆使活动床头箱右移;封口压盘退出桶外,已封口?桶则由输送带上的托桶架送离封口机。
图4为单头卧式封口机,其工作原理与上述的双头封口机基本相同,都有主旋转运动、进给运动和轴向压紧运动。所不同钓是,单头封口机中没有活动床头箱,桶的轴向压紧由气缸直接带动尾盘作直线移动来完成。其工作过程如下:
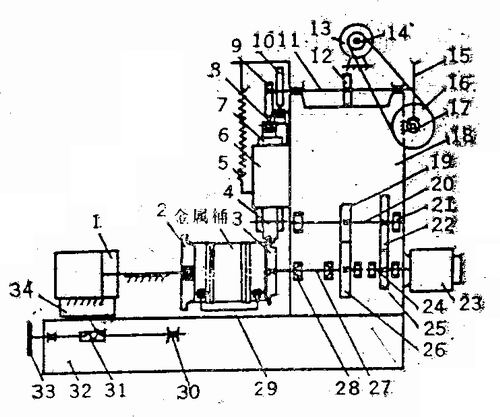
图4 圆形钢桶单头卧式封口机传动简图
1-气缸;2-尾盘;3-压盘;4-头道封口压轮;5-_弹簧;6-导杆座;7-前导杆;8-滚轮;9-头道封口凸轮;10-二道封口凸轮;11-天轴;12-齿轮;13-电动机;14-皮带轮;15-蜗轮;16-皮带轮;17-蜗杆;18-床头箱;19-齿轮;20-过桥轴;21-向心轴承;22-齿轮;23-立式电机;24-半轴;25-齿轮譬;26-齿轮;27-主轴;28-向心推力轴承;29-托桶架;30-轴承;31-螺母副;32-机;33-手轮;34一支架
首先由托(翻)桶架29将待封圈蛹送至封口位置上,然后气缸1中活塞从左向右移动,尾盘2随之右移,把桶压在封口压盘3上,从而完成桶的轴向压紧动作。
立式电机23带动半轴24旋转,通过齿轮25和22的啮合,使过桥轴20旋转,再通过过齿轮19和26的啮合使主轴27旋转。固接于主轴左端的封口压盘3随之旋转,故能带动桶作主旋转运动。由于尾盘是通过轴承安装于活塞杆上,所以尾盘随桶一起作主旋转运动。
电机13带动小皮带轮14,再经皮带带动大皮带轮16旋转。由于大皮带轮与蜗杆17共轴,则蜗杆旋转,再通过蜗轮15与蜗杆的啮合,使与蜗轮固接的天轴11作慢速转动。与图3中同样的道理,天轴的转动通过凸轮机构9和10使头、二道封口压轮完成进给运动。待二道封口压轮上升回位后,气缸1中活塞左移,尾盘退出桶外,托(翻)桶架将桶送离封口机。
因这种封口机是单头封口,故效率低,但它对各种不同规格的桶有较大的适泣性。当桶的高度发生变化时,可转动手轮33,通过螺母副31的作用使支架34带着气缸1左右移动,使活塞杆端的尾盘与主轴上压盘之问的距离得以调节。当桶的直径发生变化时,可变换相应直径的压盘和尾盘及相应长度的导杆来适应。
为了使钢桶在封口后能得到较准确的形状和尺寸,封口压轮在进给终点时与钢桶的距离应能调整。一般将导杆做成可调节式,通过改变其长度来满足上述要求去实现导杆的调节可采用螺纹传动或蜗杆传动等。
封口机工作过程中有时会出现故障,例如封口后出现“包盘”现象,使封口压盘与桶不能分离,见图5。又如封口前桶底(顶)边缘被打坏,使封口无法进行。为了能及时排除故障,此时封口机的主旋转运动和压轮的进给运动都必须迅速停止,因而,封口‘机中应有离合制动装置。目前多采用摩擦式离合器和带式制动器。
目前国内外多使用机械式封口机,因为?具有强度小,刚度大,电机容量较小的优点。当然它也有一些不足之处,如设备笨重,结构复杂以及当更换桶的规格时尚需要更换凸轮系统等。
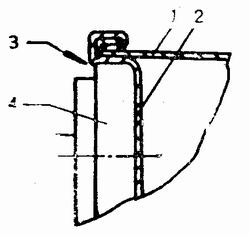
图5 “包盘”示意图
1-桶身;2-桶底(顶);3-“包盘”处;4-封口压盘

