FN1-200-5型钢桶缝焊机的使用和维护
南通澳斯派克焊机有限公司 黄惠德
一、用途
缝焊机是采用低电压大电流将焊接钢板放置两个焊轮中间,以搭接形式,并施加一定的压力转动焊轮,利用电阻发热原理,通过两个极直接短路产生高热将焊件连接的一种焊接设备。
FN1-200-5型缝焊机是专门用以焊接没有镀层的低碳钢不锈钢薄壁钢桶。
二、特点
本焊机具有以下功能:
1、可均匀调节焊接压力。
2、可无级调节焊接速度。
3、可任意调节电流大小及热量高低。
4、当上下焊轮磨损后,可调节导向滑块内弹簧压紧螺母,使焊轮保持原有距离。
三、技术数据
名称 |
单位 |
数据 |
额定容量 |
KVA |
200 |
额定电压 |
V |
380 |
额定初级电流 |
A |
526 |
频率 |
HZ |
50 |
连续容量 |
KVA |
141 |
连续初级电流 |
A |
372 |
额定负载持续率 |
% |
50 |
次级空载电压 |
V |
6.8~7.6 |
次级电压调节级数 |
|
2 |
额定级数 |
|
2 |
焊件最大厚度 |
mm |
2+2 |
额定焊件厚度 |
mm |
1.5+1.5 |
电极臂伸长度 |
mm |
1100 |
焊接不同内径圆桶有效伸出度 |
内径为360mm时 |
mm |
480 |
内径为440mm时 |
mm |
730 |
内径为600mm时 |
mm |
1100 |
上焊轮原始行程 |
mm |
55 |
最大行程 |
mm |
130 |
焊接速度 |
m/min |
1~8 |
最大工作压力 |
N |
8000 |
气源压缩空气压力 |
MPa |
0.5 |
压缩空气消耗量(自然状态) |
M3/h |
2.5 |
冷却水消耗量 |
L/h |
1300 |
重量 |
kg |
2000 |
四、安装调试
1、新购焊机到达生产现场后,首先开箱检查产品使用说明书、合格证、备件是否齐全,焊机在运输过程中是否有损坏,如有不全或损坏及时通知生产厂方,妥善处理。
2、请详细阅读使用使用书。
3、焊机就位后,在进焊机电源线前段需要配置400A以上的空气断路器,按标准要求接通水、电、气,200KVA容量的缝焊机进气管通径不小于Φ8mm,进水管通径不小于Φ20mm,进入电源电缆线截面积配置普通控制器不小于95mm2铜芯线,配置变频控制器不小于50mm2铜芯线。进水管、进气管连接牢固防止漏水、漏气,进入电源线必须使用接线端子,接线端子连接焊机接线柱时,必须用力拧紧螺母,以免在大电流通过时产生接触不良打火现象。
4、焊机在开机使用前必须接好接地线。
5、焊机燥作过程:
(1)先将焊接压力预调至0.2MPa左右。
(2)打开焊机导轨盖板,拨动压紧弹簧的上下螺母。使上下焊轮之间距离调节到约25mm左右。以后在生产过程中焊轮磨损后间距不断扩大要经常调节。
(3)打开水阀,使出水管保证都有足够的出水。
(4)接通焊机电源,打开控制箱电源开关,控制箱焊接开关设置到调正状态。
(5)按控制箱面板上的“工作/设定”键,使“设定”指示灯亮。
(6)按参数号“△”键,设定相应对应各参数。
参数号1:预压时间:按参数值“△”和“?”键设定时间为65~80周波。
参数号2:焊接电源:按参数值“△”和“?”键设定电流值(据工件厚度而定)。
参数号3:焊接时间:按参数值“△”和“?”键设定为“2”。
参数号4:休止时间:按参数值“△”和“?”键设定为“1”。
参数号5:控制脉冲:按参数值“△”和“?”键设定为250周波。
参数号6~9:设为“0”周波。
(7)按“调整/焊接”键设定为调整状态(调整指示灯亮)。
(8)按“工作/设定“键设定为工作状态(工作指示灯亮)。
(9)启动焊机脚踏开关使焊机空运转(上焊轮顺时针旋转,下焊轮逆时针旋转,如发现反转请停机调整三相进线相序)。
(10)焊机一切正常运转后,停止焊机运转,将“工作/设定”键设定为“设定”状态(设定指示灯亮),将“调整/焊接”键设定为“焊接”状态。(焊接指示灯亮)。
(11)将“工作/设定”键设为“工作”状态(工作指示灯亮)启动焊机用工件试焊。
五、维护保养
1、经常检查缝焊机在正常生产时,变压器回路中是否有某个连接部位导体有特别发热现象,如有特别发热,这个部位导电接触面肯定有问题,需要拆开进行修正处理。
2、导电轴导电套磨损严重时要及时更换。
3、焊接压力一般0.7~0.9mm厚度钢板选用1.8MPa左右:1~1.2mm厚度钢板选用2.0MPa左右。
4、搭边宽度选用0.5mm左右。
5、焊接镀锌板时必须把锌层打磨掉。
6、如使用循环水冷却,一定要配备冷却设备,使冷却温度不能高于30℃以上。
7、缝焊机在焊接时,网路变压器压降超过5%以上会影响焊接质量,超过10%以上必须增加网路变压器容量。
8、油雾器内润滑油耗尽时,必须加注32#机械油。
9、空气压缩机要定期放水,防止存水进入焊机气路中。
10、更换焊轮时,导电接触面一定要无垃圾杂质,并且固定螺丝一定要拧紧。
11、调换修正轮时,导电套油孔要对准加油孔。
12、修正轮磨损后要及时更换。
六、警告事项
1、修正轮弹簧不能压得太紧,一般只要能带动焊轮不出现打滑就行。
2、气温在0℃以下时停机后必须吹干冷却水道中的残存水。
3、焊接压力未达到规定标准不能通电焊接,否则引起焊轮打火。
4、预压时间必须调正到先压紧工件后再通电焊接。
5、导电轴与导电套之间每4小时一次加注专用导电脂。
6、所有传动磨擦部分,每8小时加注一次润滑油。
七、常见故障排除
1、控制箱面板出现ER03显示时,检查冷却水水路是否不通或水压太低。
2、控制箱面板出现ER01显示时,检查可控硅是否正常。
3、控制箱面板出现ER02显示时,检查可控硅是否不导通。
4、控制箱面板出现ER07显示时,可能存储器数据已满,检查控制箱参数设置是否正确(详细请阅读控制箱使用说明书)。
5、空气开关跳闸,焊轮直接短路打火、变压器冒烟。
一般是变压器层间短路或初次级击穿,排除方法:脱开变压器连接电缆线,用万用表检查。
6、变压器出现振动、空气开关跳闸、工件击穿。
可能是可控硅单管导通或可控硅击穿。排除方法:更换可控硅。
7、起动缝焊机焊接开关后,焊轮下不来。
可能是电磁阀没有接到控制器信号,电磁阀阀芯卡死不换向,电磁阀线圈已烧坏。排除方法:检查电磁阀联线是否有电流信号,如无信号检修控制器,用手动按电磁阀换向是否动作,如无动作更换电磁阀。
8、焊轮压紧工件后不转动。
排除方法:检查控制器有无电机控制信号,控制电机的继电器是否有动作,电动机是否已烧坏,调速变频器有否故障,传动轴梢子是否脱落断裂,电极轴与瓦之间是否咬死。逐一排查处理。
9、焊轮下来后没有焊接电流。
排除方法:检查控制器有无焊接信号输出,水压开关开启是否失灵,逐一排查检修。
10、焊轮下来就打火。
有可能加压时间太短、气源压力供应跟不上、焊接压力调得太小、换气缸密封圈。
11、焊缝不清晰。
检查焊轮表面是否有毛剌、铁碴、凹凸不平或修正轮齿尖是否磨损,电流调得太大。排除方法:打磨焊轮,调换修正轮,适当调小焊接电流、检查电网压降是否过大。
12、焊缝头尾开裂。
排除方法:有两种现象,一是电流过大撕裂;二是电流过小开裂。如果撕裂调小电流,如果开裂调大电流。
13、发蓝区宽度不一致。
排除方法:仔细观察发蓝区宽度大小,无规律可能是二次回路某一个导体部位接触面不好,有规律的出现发蓝区宽度细微变化,可能控制器主控板有问题。处理方法:检查二次回路连接点。维修控制器。
14、焊轮错位。
排除方法:可能是导电套磨损量太大,更换导电轴与导电套。
八、安全保护
1、缝焊机及控制器必须可靠接地。
2、工作时焊机和控制箱门必须关闭。
3、维修时必须切断电源。
4、在焊接时其它钢铁物件必须远离焊机回路。
九、附图
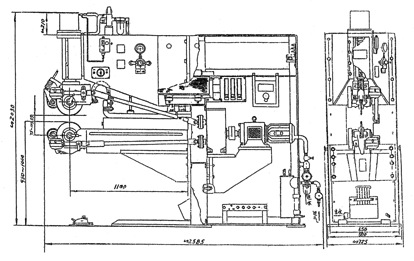
1、FN1-200-5缝焊机总图
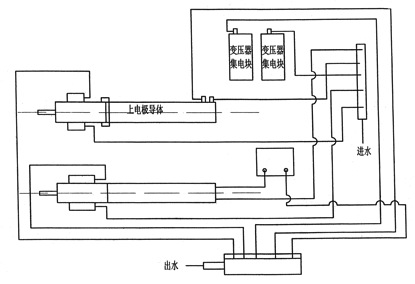
2、水路系统图
3、气路系统图
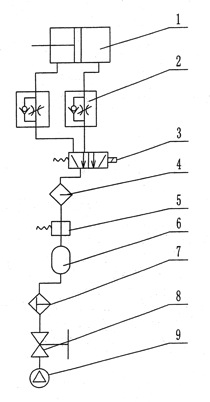
1-气缸;2-单向节流阀;3-三位五通电磁阀;4-油雾器
5-调压阀;6-储气筒;7-过滤器;8-截止阀;9-空压泵;
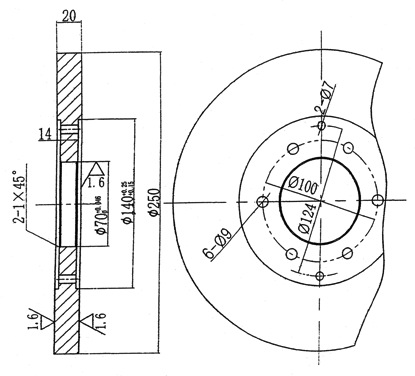
4、焊轮
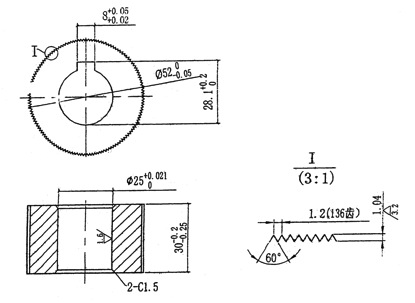
5、直齿修正轮
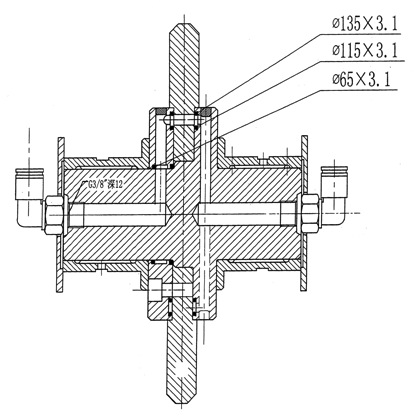
6、焊轮装配图
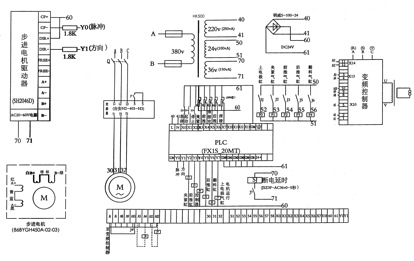
7、电气原理图