高压无气喷涂基础知识培训
凤巢
高压无气喷涂(简称无气喷涂)是不需要借助压缩空气喷出使涂料物化,而是给涂料施加高压使预料喷出时雾化的工艺。
一、高压无气喷涂介绍
无气喷涂的开发是为了减少涂料的损失,减少对大气的污染,提高涂装作业的效率。初期其设备是采用齿轮泵给涂料加压,但压力不高,且涂料在常温下雾化效果不好。为克服这种不足,曾采用涂料预先加热,然后再加压喷出的方法,该法称之为初期的加热无气喷涂。由于整套设备比较大,使用受到限制,没有获得普遍应用。
后来,采用柱塞泵给涂料加压,涂料喷出压力高,雾化效果好,涂料不需要预先加热,操作也比较简单,因而无气喷涂很快进入推广阶段,并被普遍应用。此法称为冷喷型无气喷涂,它喷涂效率高,漆雾飞散少,能获得较厚的漆膜,最适宜对大型被涂物进行大面积喷涂作业。
为适应各种涂装需要,充分发挥无气喷涂的特长,并弥补某些不足,无气喷涂设备和喷涂方法有了新的发展。静电无气喷涂就是综合了无气喷涂和静电喷涂两者的特长,既充分发挥了无气喷涂效率高的特点,又发挥了静电喷涂效率高的特点。热喷涂型无气喷涂能在无气喷涂高固体分和高粘度涂料时,改善雾化效果,提高漆膜的装饰性,又能获得较厚的漆膜。双组份无气喷涂的出现是为适应双组份涂料的喷涂需要。空气辅助无气喷涂综合了空气喷涂效率高的特点和无气喷涂的特长,既发挥了空气喷涂雾化效果好,漆雾粒子细的特长,又保留了无气喷涂涂料利用率率高的特长,且喷涂压力低。
总之,从20世纪50年代无气喷涂的开发初期至今,无气喷涂工艺与设备有了改进和新的发展,并能满足各种涂装行业的需要,已在船舶,汽车车辆,桥梁,钢结构件,建筑及各种机械行业广泛应用,是目前应用最广泛的涂装方法之一。
二、高压无气喷涂的原理与特点
1、无气喷涂的原理
无气喷涂是将涂料施加高压(通常为11-25MPa),使其从涂料喷嘴喷出,当涂料离开喷嘴的瞬间,便以高达100m/s的速度与空气发生激烈的高速冲撞,使涂料破碎成微粒,在涂料粒子的速度未衰减前,涂料粒子继续向前与空气不断的多次冲撞,涂料粒子不断的被粉碎,使涂料雾化,并沾附在被涂物表面。
2、无气喷涂的特点
涂装效率高:
无气喷涂的涂装效率比刷涂高10倍以上,比空气喷涂高3倍以上,可达到400-1000平方。
漆膜质量好:
无气喷涂避免了压缩空气的水分,油滴,灰尘对漆膜造成的屏蔽,可以确保漆膜质量。
减少对环境的污染:
由于不使用空气雾化,漆雾飞散少,且涂料的喷涂粘度高,稀释剂用量少,因而减少了对环境的污染。
对复杂工件有很好的涂覆效果:
由于涂料喷雾不混有压缩空气流,避免了在拐角、缝隙等死角部位因为气流反弹对漆雾沉积的屏蔽作用。
可喷涂高、低黏度的涂料:
喷涂高黏度涂料时,可得厚涂膜,减少喷涂次数。
三、高压无气喷涂操作技巧
1、喷嘴型号与膜厚
相同喷幅、不同口径的喷嘴,以大口径喷嘴所喷膜厚为厚。
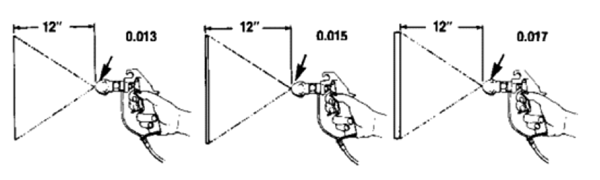
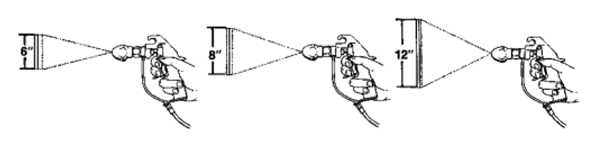
2、喷嘴型号与膜厚
相同口径、不同喷幅的喷嘴,以小喷幅喷嘴所喷膜厚为厚。
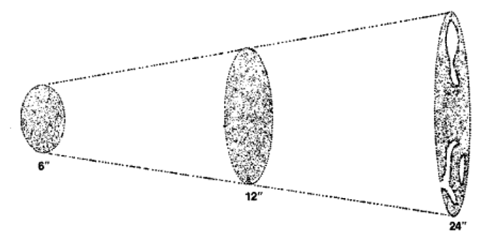
3、喷枪距离
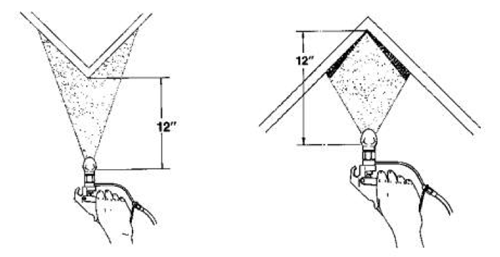
无气喷枪的喷涂距离以30cm左右为佳。
4、喷枪位置
喷枪应始终与被喷物保持垂直。
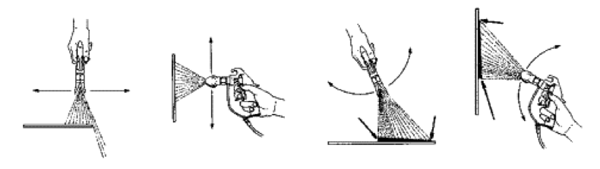
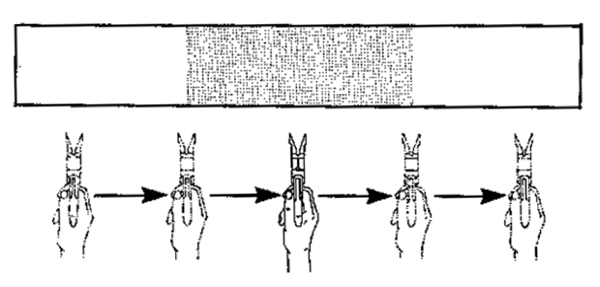
5、喷枪移动
移动→打开扳机→平稳移动→松开扳机结束。
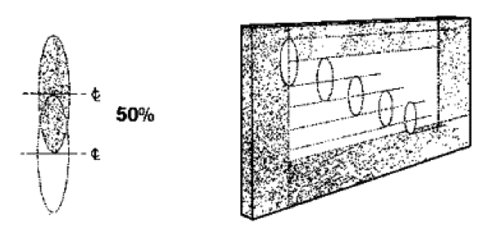
6、喷幅搭接
7、如何喷涂墙角
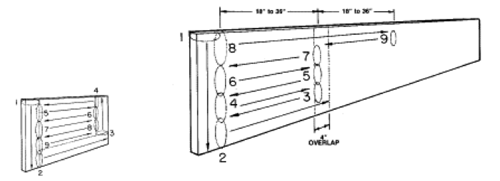
8、如何喷涂平面
小面积平面、大面积平面
四、喷涂的基本施工工艺
1、喷枪的拿握方法和姿势
手:拿握喷枪不要大把满握,无名指和小指轻轻握住枪柄,食指和中指勾住板机,枪柄夹在虎口中,上身放松,肩要下沉,以免时间长了,手腕和肩膀疲乏。
眼:喷涂时要眼随喷枪走,枪到哪,眼到哪,既要找住喷枪要去的位置,又要注意喷过涂膜形成的状况和喷束的落点。
身躯:喷枪与物面的喷射距离和垂直喷射角度,主要靠身躯来保证。喷枪的移动同样要用身躯来协助膀臂的移动,不可只移动手腕,但手腕要灵活。
2、喷涂方法及施工工序
喷涂的方法有纵向、横向交替喷涂和双重喷涂两种方法。双重喷涂也叫压枪法,是使用较为普遍的一种方法,现将有关的喷涂方法和施工工序介绍如下:
压枪法喷涂:
喷枪喷涂出的喷束是呈扇形射向物面的,喷束中心距物面最近,边缘离物面最远,因而中心比边缘的涂料落点多,形成的涂膜中间厚边缘薄。压枪法是将后一枪喷涂的涂层,压住前一枪喷涂涂层的1/2,以使涂层的厚薄一致。并且喷涂一次就可得到两次喷涂的厚度。
采用压枪法喷涂的顺序和方法如下:
先将喷涂面两侧边缘纵向喷涂一下,然后再依喷涂线路,从喷涂面的左上角横向喷涂。第一喷路的喷束中心,必须对准喷面上侧的边缘,以后各条喷路间要相互重叠一半。各喷路未喷涂前,应先将喷枪对准喷涂面侧缘的外部,缓慢移动喷枪,在接近侧缘前便扣动板机(即要在喷枪移动中扣动板机)。在到达喷路末端后,不要立即放松板机,要待喷枪移动到喷涂面另一侧的边缘后,再放松板机(即放松板机要在喷枪停止移动前进行)。喷枪必须走成直线,不能呈弧行移动,喷嘴与物面要垂直,否则就会形成中间厚,两边薄或一边厚一边薄的涂层。喷枪移动的速度应稳定不变,每分钟约为10-12m,每次喷涂的长度为1.5m左右。
五、高压无气喷涂施工时注意事项
1、喷涂时应掌握喷枪与钢桶之间的距离和喷枪移动速度,喷枪与钢桶之间的距离对涂膜的影响很大。它们之间的距离过远,或者喷枪移动速度快,喷到钢桶表面上的涂膜稀簿、甚至产生麻点;距离过近或喷枪移动慢,涂层会受冲击而产生橘纹和涂膜不匀,并会产生涂层流挂。一般喷枪与钢桶距离取250 ~ 400毫米之间,喷枪移动速度0.3~1.2米/秒,我们钢桶流水线上的固定喷涂设备也应参照此标准来调整喷枪与钢桶之间的距离以及喷枪与钢桶的相对移动速度。当然喷枪与钢桶之间的距离和喷枪移动速度还应根据涂料的种类、粘度的高低、喷嘴以及压力的大小等因素来确定,只要经几次试验,就可以摸索到最佳喷涂数据。
2、休息时,管路内涂料不必全部放掉,仅需关闭气源,扳动枪机放掉一部份涂料,使管路内压力降低即可,并将喷枪头部浸入溶剂内,以免枪端喷嘴口残余涂料固干而影响下次喷涂。
3、在喷涂过程,因涂料中杂质堵塞喷咀小孔时,可将喷咀拆下来,用溶剂洗后再用毛刷刷,或用压缩空气吹去杂质,重新装上即可,但切勿使用尖锐小针捅,以免剔毛喷口,影响喷涂时的漆雾质量。
4、另外还应注意以下四点:
(1)高压软管工作压力不要超过25兆帕;
(2)高压软管使用时不要极度弯曲,不要用脚踩踏或车轮碾轧;
(3)经常清洗过滤器滤网,确保良好的过滤;
(4)气缸内壁及柱塞缸活塞杆处定期注以润滑油。
5、喷涂结束后应关闭气源、开启放泄阀、将涂料放掉;将吸漆器放入溶剂中,吸入溶剂循环清洗,这项工作必须仔细进行,尤其是在喷涂粘度较大或易沉淀的涂料,更不能草率从事。
六、高压无气喷涂设备容易产生的故障和排除方法
(一)故障现象:喷咀孔堵塞
故障原因及消除方法:
1、涂料过滤不净
拆下喷咀,溶剂清洗,去掉喷咀中污物、涂料,再次过滤。
2、设备清洗不彻底
设备清洗并过滤涂料
(二)故障现象:吸漆不足
故障原因及消除方法:
1、吸漆器盘形滤网堵塞
消除堵塞物。
2、吸漆管的轧头未轧紧,吸力不足
轧紧吸漆管。
3、柱塞缸的O形密封圈磨损
更换O形密封圈
(三)故障现象:气缸内活塞换向失灵(泵不能起动,或起动而不喷,时有漏气声)
故障原因及消除方法:
1、换向拉杆偏斜
转动手柄
2、弹簧日久失效
更换弹簧
3、长短气门阀杆密封面磨损
更换气门阀杆
(四)故障现象:喷枪泄漏
故障原因及消除方法:
1、针阀与阀座磨损
用碳化矽研磨砂配研
2、针阀引出钢丝处填料磨耗
重新用石棉绳绕填
(五)故障现象:枪端滴漆
故障原因及消除方法:
1、枪端螺帽未压紧
旋紧
2、枪身内弹簧失效
更换
(六)故障现象:压力波动太大
故障原因及消除方法:
1、喷咀孔太大,出漆过多
改用较小的喷咀
2、气源不足
提高气源压力或流量
(七)故障现象:涂料压力太低
故障原因及消除方法:
1、柱塞缸内密封圈磨耗过大
更换密封圈
2、涂料粘度太高
稀释涂料
3、气缸内O形密封圈磨耗过大
更换O形密封圈



