磷化工艺控制及磷化渣处理综述
余佳平
前处理作为传统钢桶涂装得第一步,丰要步骤为磷化,磷化处理(又称磷酸盐化学址理)是利用磷酸的离解(平衡)反应班清洗(脱脂)过的金属底材表面上析出不溶性的磷酸金属盐的(磷化膜)技术。磷化膜的功能是提高涂布在其上的渔膜(电泳涂膜)的附着力和耐蚀性。
关于附着力,因所制得磷化膜结晶微溶入金属表面,结晶的附着力良好。还有,南于无数的结晶的表面凹凸,表面积增大,提高了涂膜的附着力。然后,随着涂膜附着力的提高,防止腐蚀生成物质的侵入,而提高了其耐蚀性(尤其能抑制漆膜下的扩蚀)。
要得到优质稳定的磷化膜,确保其附着力、耐扩蚀性,前处理的管理十分重要,同时需良好地理解磷他处理的基本反应机理及要索。
1 磷化膜产生的机理和影响因素
(1)磷化的原理
磷化膜是靠化学反应生成的。充分删日过的金属表面,并进行表面调整,是生成磷化膜的最适宜条件。化学反应由磷酸的离解反应和成膜反应组成。磷化处理技术是由磷酸二氢盐的水溶液通过化学反应析出难溶的磷酸盐。
磷化抹在钢板上处理后产生的结晶体主要是由磷酸锌和磷酸二锌铁组成。
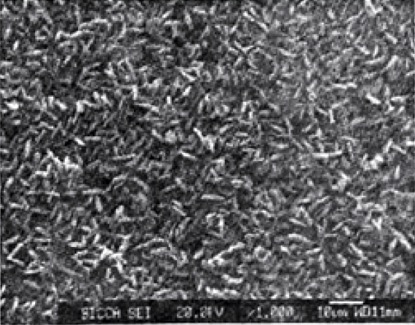
图1 磷化膜的微观状态
(2)磷化的影响因素
为了获得最佳的磷化膜,确保产量的处理面积,必须精心设计和控制磷化工艺。应严格控制总酸度、游移酸、温度、处理时间、促进剂的浓度等工艺参数。
总酸度:总酸度低了,磷化膜生成反应所需要的游离的磷酸锌量不足,而不能充分生成磷化膜(结晶)。反之,过高后,生成磷化膜的药品消耗量过大,沉渣发生量增多,且附着在磷化膜面上而成缺陷。控制总酸度的意义是将磷化膜中成膜离子浓度保持在必要的范围内。总酸度因消耗而下降,则补加浓缩磷化灌来提高。
游离酸度:游离酸度过高,过低均会对磷化产生不良影响。过高不能成膜,易出现黄锈,过低磷化液的稳定性受影响,生成额外的机渣。控制游离酸的意义是控制磷酸二氢盐的离解度。
温度:磷化处理温度与酸比一样,也是能否成膜的一个关键因素。不同的磷化液配方都有规定的处理温度范围,控制温度就是控制磷化液中的成膜离子浓度和酸比。温度过高要产生大量沉渣,磷化液失去原有的浓度平街。温度过低,成膜离子浓度迭不到成膜所需的浓度,磷化膜不完整。温度过高,失去原有的维度平衡后,当处理液温度恢复到原定温度时浓度平衡也不能恢复,需进行必要的调整,才能磷化。所以温度的控制非常重要。
处理时间规定的工艺时间应严格遵守。时间过短,成膜不足,不能形成致密的磷化膜,时闻过长,结品在形成的膜上继续生长,使辟化膜变粗、变厚,且疏松。
促进刑浓度:在汽车椽装的高质量的快速磷化工艺中,促进剂是一个必不可少的成分。磷化处理的促进剂是某些氧化剂。促进剂维度过低后,游离酸返回,亚铁离子和氢离子旅度变得过大,阻凝反应,磷化膜生成田难。健进剂浓度过高时,游离酸被中和,产生大量沉渣。再增多.铁面可能氧化发蓝。
2 不同板材磷化膜的对比
不同基材所产生的磷化膜形态并不相同,略有差异。现工厂多采用锌铁台金板和热镀锌板,对此在相同条件下磷化比较:
热浸镀锌钢板足用将钢板浸于溶融锌产生的。锌槽中的金属混合物决定了钢板上将形成的合金种类,铅、锅和铝这些金属会影响材料磷化性。
锌铁合金板是将热浸镀锌钢板作热处理来生产的。这种生产过程使钢板中的铁渗入锌镀层而形成含10%~15%铁的锌/铁合金层。这种材料有较好的焊接性,它也不像纯锌表面那样时易于在磷化中生成白斑。
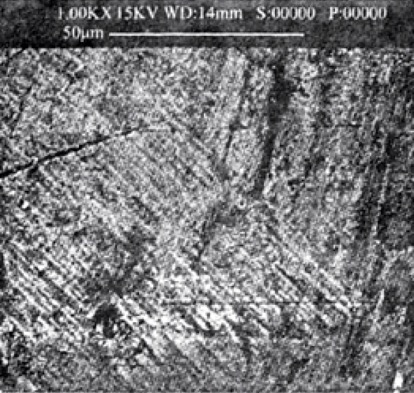
图2 热镀锌扳微观形态
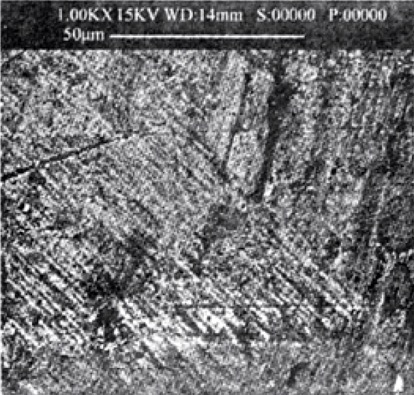
图3 锌铁合金板微观形态
表1 两种板材的磷化膜情对比
| 板材名 |
磷化膜重 |
晶体尺寸 |
磷化渣量 |
锌铁合金板 |
1.5~3.5/g*m-2 |
2~8μ |
0.4~1/kg*车-1 |
热镀锌板 |
2~5/g*m-2 |
3~10µ |
0.2~0.5/kg*车-1 |
由对比可知热镀锌板的膜重要大于锌铁合金板且磷化渣的量较步,主要由于锌离子的高活性引起的。
3 磷化副产物(磷化渣)的处理
由于非成膜的磷酸盐品体过度堆积形成磷化副产物即磷化渣析出,影响车身质量,因此研究磷化渣形态,及去除磷化渣成为一个重要环节。
(1)正常磷化渣
 |
外观
*槽液先是有些浑浊
*在2~4min后首先有絮状物出现
*絮状物中速沉淀下来
*槽液保持长时间近似浑浊
*30min后渣量小于1.5ml
*渣颜色为黄色
*固体量约为3~7% |
正常的渣在运行中不会堵塞过滤器。槽液内有少量渣,这是运行中J下常产生的,车身内也会有少量渣沉积。
渣量从0.5到15mL/L都是正常的,不需要添加渣调节剂。“好”的渣的槽液应该是淡浑浊的,没有或有少量渣沉积在平面上。
(2)老渣
 |
外观
*槽液浑浊
*渣沉积后只有少量絮状物,或非常细的类似沙子的细渣
*渣沉积非常慢
*渣在平面上沉积
*渣颜色为黄色
*渣固体量含量较高 |
老渣足正常渣在槽液内停留过久形成的。原来的絮状渣台变小变硬。老渣在变得非常重时会在平面上沉积下来。冲洗不掉。电泳后仍存在,表面粗糙。
解决方法为傣加结渣荆H7104 0.11/m2,快速添加,一个班状内不需要再添加。然后每个班都须按此方法添加。或过滤板控制,使用滤纸过滤板的话避免滤纸被堵,额外加装Hoffman过滤器。
(3)细渣
 |
外观
*渣很快形成大片絮状物
*絮状物很快沉积下来
*上层清液是清澈的
*渣是白色的
*锥形瓶内渣含量迅速攀升
*渣固含量几乎无,或小于0.1%
*每部车上有100~200L渣(0.5~1mL/L) |
细渣存生产中是非常危险的,除碴机是不能除去这类渣的。需要再安装一个更细的除谴机,否则这类渣会完全通过过滤装置而重新回到槽液内。在槽液内产生细渣是观察不到的。槽内渣含量不断上升,到最后槽液内只有渣。这时候只能重新键槽,将槽液排空,完全清洗掉渣,比如用化学品清洗。不可以使用结渣剂H7104。
解决方法为细渣产生的渣爆炸可以提前在锥形瓶测渣含量时监测到。方法如下:槽液放置在备槽中1~2小时,将清澈的槽液部分泵回清洗过的槽内,补槽到平常最低工作液位,先补纯水,将备槽中上层清液(含常规渣)部分重新泵回磷化槽。浓缩塔内的磷化渣也过滤除去。缺失的锌由补充剂补充。
4 磷化的未来方向
(1)氧化锆转化膜:
帕卡公司及汉高公司均已在下一代表面处理剂中去除了有害物质,转化膜的成分是氧化锆。新的转化膜具有优异的耐热性和耐碱性,当涂膜有缺陷的场合,转化膜也不受侵蚀,保持有初期的耐蚀性。另外下一代转化膜对被处理表面的覆盖率高、与底材和涂膜的附着力强,能抑制阴极反应,预示着有优良的耐蚀性。
(2)硅烷技术
凯米特尔公司开发成功了最新的预处理技术即硅烷技术。它是采用OXSiLAN超薄的类似磷化晶体的三维网状结构的有机涂层,同时在界面形成的Si-O-Me共价键(Me为金属)分子闯力很强,与金属表面和随后的涂膜形成良好的附着力。与锌盐磷化处理相比,具有环保、节能、操作简便、成本低等优点。
5 小结
(1)磷化作为前处理工序的最重要工序,对其参数控制要求十分严格。
(2)不同板材的磷化结果并不相同。
(3)作为副产物的磷化渣处理需采取正确措施。
(4)磷化的趋势向环保化、节能化发展。
参考文献:
[1]陈慕祖.硅烷技术磷化技术的革命性变革[D],2007中国汽车工程学会涂装分会年会论文集.
[2]王锡春.汽车涂料涂装的环保和降成本技术的最新进展[D],2007中国汽车工程学会涂装分会年会论文集.

