涂装检验员培训教程
文/杨文亮
涂装质量检验主要内容:
(1)表面处理:钢桶涂装前的表面处理;
(2)施工环境:涂装过程中的环境状况;
(3)涂层状况:厚度、外观、涂层缺陷。
涂装质量检验依据:
(1)油漆说明书和涂装工艺;
(2)使用的油漆产品的施工要求;
(3)相关标准。
一、油漆涂装前的表面处理检查
1、清洁度检查
在不放大的情况下进行观察时,表面应无可见油脂和污垢,并且没有氧化皮、铁锈、油漆涂层和异物。任何残留的痕迹仅是点状或条纹状的轻微色斑。清洁度检查适用标准有ISO 8501、SSPC、NACE etc。图1为表面清洁度检验标准ISO 8501-1。
清洁度的检查主要是检查条种杂质:
(1)与钢桶表面有关的,对油漆有关的杂质——锈和氧化皮。
影响附着力、使钢材产生阴极腐蚀、明显的颜色,眼睛观察进行检查。
(2)与钢桶表面无关的任何异物——油和油脂、灰尘、水、水溶性盐。
油和油脂:影响附着力,还可能会导致其它的漆膜缺陷。眼睛观察。
灰尘:影响附着力。眼睛观察或透明胶带测试。
水:影响附着力,还可能会导致其它的漆膜缺陷。眼睛观察或透明胶带测试。
水溶性盐:吸水。

图1 表面清洁度检验标准ISO 8501-1
2、粗糙度检查:粗糙度值和表面磷化状况
表面粗糙度测量对照板如图2所示。表面粗糙度测量工具如图3所示。
图2 表面粗糙度对照板
二、油漆施工环境检查
1、油漆施工环境检查,主要检查下列项目:
(1)相对湿度:小于85%,湿度计。测量工具如图3所示。
(2)钢桶表面温度:高于露点3℃以上,钢桶表面温度计。
(3)油漆固化时要求的最低温度<气温和钢板表面温度<40~45℃。
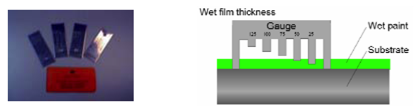

图3 表面湿度及温度测量工具
2、常见施工工具
根据企业生产规模不同,常见涂装方法如下:
(1)滚涂。手工施工里相对效率高,渗透性差,膜厚低具不均匀,外观不好。
(2)刷涂:手工施工里相对效率高,渗透性好,外观好。
(3)有气喷涂:效率比无气喷涂低,渗透性好,膜厚均匀,外观好。
(4)无气喷涂:效率高有浪费,渗透性好,较高的膜厚,膜厚均匀,外观好。

图4 常见施工工具
三、涂层状况的检查
1、干膜厚度的检查
(1)检查标准:ISO 2808;SSPS-PA2;ASTMD1186
(2)检查工具:磁性干膜仪(如图5所示)
(3)检查要求:在4cm直径内至少测量3个点,取平均值。干膜厚度接受准则为20μm以上。低于要求膜厚的点的厚度不得低于要求膜厚的80%。

图5 磁性干膜仪
2、附着力测试
附着力测试是对涂层有破坏的实验,一般采用划叉和划格法。测试标准为ASTMD或ISO 2409(划格)。如图6为附着力测试。

图6 附着力测试
(1)附着力评定——划格法(ISO 2409)
划格线距离标准
| 油膜厚度范围 |
划格线距离 |
0~60μm |
1mm |
60~120μm |
2mm |
120~250μm |
3mm |
划格法附着力等级标准
| 剥落的百分比 |
等级 |
划痕周围完全平整,格子内涂层无任何破坏 |
0 |
划痕交叉处小面积剥落,面积小于5% |
1 |
划痕和交叉处部分剥落,面积5~15% |
2 |
沿划痕和格子内部剥落,面积15~35% |
3 |
沿划痕积整块剥落,面积35~65% |
4 |
格子内涂层剥落面积大于65% |
5 |
(2)附着力评定——划叉法(ASTM D 3359)
划叉法附着力等级标准
| 等级 |
剥落的程度 |
5A |
没有剥落 |
4A |
沿着划痕边缘有少量剥落 |
3A |
交叉处有剥落,不超过1.6mm |
2A |
交叉处有剥落,不超过3.2mm |
1A |
交叉划痕处有油漆全部剥落 |
0A |
划痕处以外的油漆也被胶带剥落 |
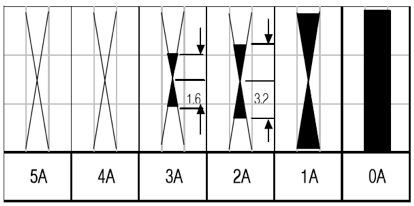
图7 划叉法等级对照图
(3)附着力测试——拉开法(ISO 4624或ASTM D4541)
拉开法测试工具如图8所示。


图8 拉开法附着力测试工具

