如何计算制桶厂的设备综合效率?
文 /Paul Barber,董事长,Lighthouse Systems 公司 译 / 张蓓
“更好的生产性能”,这句话对你意味着什么?是更少的停机时间?实现持续的更高的速度?还是减少废料/损耗?
影响综合设备效率的三个关键因素
上述问题涉及综合设备效率(OEE),它有三个至关重要的影响因素:有效性、性能、质量。
有效性 是指设备在应当运行的时候运行,通过生产工时对比总规划时间来衡量有效性。由于停机时间占用了总规划时间,导致“有效性”降低,如图1所示。
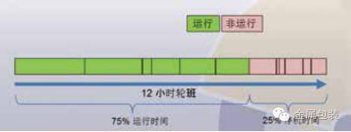
图1 通过生产工时对比总规划时间来衡量有效性。
性能 意味着设备按照初始设计的速度运行,通过在生产时间实际产量对比理论产量来计算。当设备在运行时,实际产量只能达到设计产量的85%(图2)。
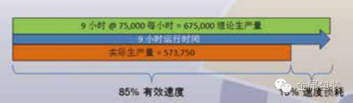
图2 通过在生产时间实际产量对比理论产量来计算性能。
质量 是指设备可以生产出好的产品,通过好的产品数量对比生产的产品总量来计算(图3)。

图3 通过好的产品数量对比生产的产品总量来计算质量。
生产线的综合设备效率可以用图4中的参数来衡量。综合设备效率可以用以下方式计算:综合设备效率=有效性×性能×质量,在上面列举的例子中,OEE=0.75×0.85×0.95=60.5%。这就意味着,我们的生产线只能生产应当生产量的60.5%!
这是不是令你感到很震惊?全球的研究数据表明,平均的综合设备效率只有60%,世界级的综合设备效率应为85%或者更高。
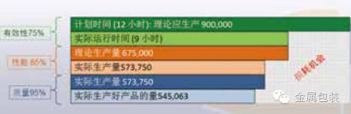
图4 综合设备效率衡量参数
生产线的综合设备效率
如何将综合设备效率的概念应用于有点复杂的生产线呢?当只有一台设备时,综合设备效率很容易计算。而生产线上有很多设备,并且有些设备同时运行,我们应如何计算生产线的停机时间、实际产量和次品呢?
生产线的有效性 如何衡量生产线的停机时间和有效性呢?我们需要识别生产线上的瓶颈。一般来说,在并联设备中,如一台或几台拉伸机或喷涂机可以停止工作,但整个生产线仍然可以继续生产;而非并联的设备,如冲压机、清洗机/烘房、印刷机、喷涂机、缩颈机,都可以成为生产线的瓶颈。此外,速度最慢的设备也会被定义为瓶颈。
最终,瓶颈处的停机将影响整条生产线的效率——瓶颈的上道工序发生堵塞,下道工序“嗷嗷待哺”。
生产线的有效性用瓶颈设备的生产时间来衡量,瓶颈设备的停机将影响整个生产线,而非瓶颈设备的停机/开机不会影响有效性。
生产线的性能 一条完美的生产线会让所有的设备全速运行,非瓶颈设备的停机会影响生产线性能,内嵌式损耗会对生产线的性能产生直接影响(图5)。
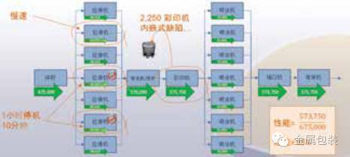
图5内嵌式损耗会对生产线的性能产生直接影响
性能的损失是非预期来源的累积,其中包括:任何一台设备速度的降低都会影响生产线的性能;停机现象会影响产量。长时间的停机比较明显,但很多短暂的停机却没有报告,也未被注意,使下道工序“嗷嗷待哺”;内嵌式损耗会影响整条生产线的产量,导致性能损失。
生产线的质量 质量由生产线尾端的成品收率来评估,即质量=好产品总量/总产量。成品可以是废品,也可以是送检品。
用一句话总结来说,设备的有效性是指可以使用多长时间,生产线的性能是指当可以运行时能运行多快,产品的质量是指生产的产品中有多少可以被装运。
Shopfloor-Online 系统:通过图表报告 OEE
OEE可以用任何时间周期来评估,如每小时、每班、每天、每周、每月等。OEE将数据规范化,允许不同的产品包括在同一时间周期内。Lighthouse Systems公司的Shopfloor-Online(车间在线系统)能够提供详细的OEE报告(图6)。
有效性方面,可自动从设备信号中(甚至不到一秒)捕捉到设备停机情况。设备性能可以通过线上每个节点的传感器/PLC评估被自动计算出来。产品质量可通过评估废品和送检产品计算出来。
结语
首先,需要了解现有生产线的真实OEE。然后,获得用来分析的准确数据,利用技术来实现(PLC将提供准确数据)。使用软件来分析数据,确定损耗的来源。系统性地把整改措施实施到位,让OEE向世界级水平看齐,改善公司净利润!
Lighthouse Systems 公司的Shopfloor Online系统专为改进生产性能而设计。您可选择和使用高优先级的软件模块,从此不断成长。包括生产、库存、质量和维护四大类在内的共25个以上的软件模块可以同时工作。


图6 Shopfloor-Online(车间在线系统)能够提供详细的OEE报告。
(来源:本文选自《金属包装》)

