抑制冲压跳料的方法
文/史密司
当冲切冲头在冲裁完毕往上运动时,会产生真空吸附,会导致刀口内的废料一起往上运动到模具表面,形成冲压跳屑。冲压油用的越多,造成跳屑的机会就越高。普遍的一种方法是减少冲裁间隙,这种方法可以解决大多数的跳屑问题,但是会造成冲头和刀口的加快磨损,下面介绍其它的几种抑制跳屑的方法。
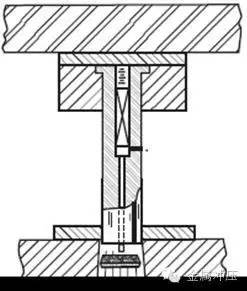
1.冲头内弹簧顶料装置
顶料销将废料顶在刀口内,顶料销旁边的排气孔可以用于研磨冲头时不需要拆卸顶料销。
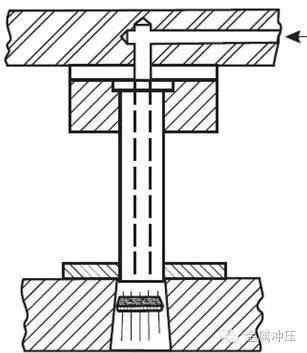
2.吹气装置
下图为压缩空气通冲头将废料吹落。吹气最好是瞬时强力吹出,不要连续的吹气。该种方式比较少使用,但是对于厚料、大废料有非常好的效果。连续吹气的弊端在于:a.浪费大量气体;b.产生大量噪音造成员工听力损坏。(现场经常使用连续吹料或外吹的员工请保护自己的听力吧!);c.连续的吹气将料带上的润滑油、微小粉末吹的在模具内到处都是,严重影响了润滑和各种运动零件的寿命,也造成模具内、冲床上的5S清理问题。
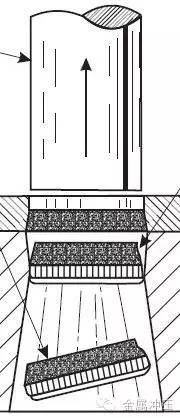
下图是在冲头地面磨成一个圆锥型凹坑,该结构可以极大地让冲裁的废料从撕裂时就让压缩气体一直抑制废料的上升。

3.反向斜度
在更多的场合,可以在凹模内侧磨一个大约一个到1个半料后的反锥度,可以让废料卡在模具内无法上升。冲头冲入深度刚好可以保证废料卡在反斜度位置,同时可以将前一个废料顶走。这种结构的缺点是刀口部分的强度减弱及零件的寿命减少。后期的维护成本也比较高。
其它的紧急使用的防跳料措施:
4.电焊批覆: 使用电焊设备在刀口内侧造成焊接凸起达到卡料的目的。有的公司使用氩弧焊设备在低电流模式下也可达到类似的效果,这种技术同样会降低刀口的寿命。
5.冲头顶部磨斜面
在冲头顶部磨斜面也可以达到减少接触面的目的,但是这种结构会导致冲头经常先在一个面先损坏。斜面的角度大小要考虑刀口的形状、材料的厚度等因素。大部分孔冲裁并不是使用磨一个顶部斜度的方法,许多公司的防跳料冲头是四周是直边,但是在中间部分磨斜度。冲子顶部磨斜度的另外一个好处是降低了冲裁需要的最大冲裁力。
6.国外有一种真空吹废料及料件的结构,零件类似标准件,在模板上加工一个孔,将该零件安装到板件内。该结构可以吹模具内的废料,同时也可以吹料件。
7. 外真空吸附装置
在冲床下面安装吸料装置,一般使用于大批量、高速生产的模具。真空吸料的气压不要超过正常的大气压。
8.专用废料保持刀口
在下模零件内加工螺旋或直壁的浅槽,该方式可以在零件上产生微小的毛边,从而在模具内卡住废料。

