折弯加工表面缺陷的原因及修理方法
文/金属冲压
先说一下金属折弯成型中几个常见的外观不良分类:
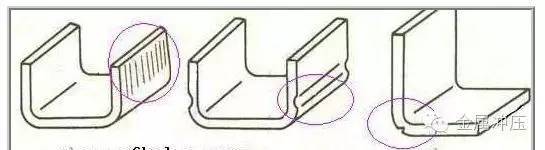
左边第一种是擦伤,主要是在成型的侧面有细长的摩擦痕迹
一、擦伤
第一个图片,这是现象我们一般称之为擦伤,产生这种现象的原因有两种情况,一是冲头圆角半径过小,二是折弯间隙过小.如果像上面的图片中产品的一侧已经明显变薄的话,那么我们就可以肯定是折弯间隙过小所引起的,这时我们只要将折弯冲头与折弯的成型块或者模板的间隙作适当的调整就可以了.如下图:
将冲头的间隙适当磨掉一点就可以了.而特殊的时候,我们的产品可能在折弯边不允许有一丝轻微的,这时候我们就要考虑将模具设计下模带滚轮的形式.
二.压痕
上图中的第二个图片是明显的压痕,可能原因有以下三种:
1.模具中有废料.
2.下模圆角半径过小.
3.下模表面光洁度太低.
找到了原因,我们就只要对应着修改就好了.
三.裂纹
第三个图片是产品裂纹,引起这种现象的原因是材料超过折弯极限.修理方法有以下几种:
1.改变材料的冲压方向,将有毛刺的一面朝向冲头,可以减少开裂现象.
2.增大冲头的圆角半径,不过这样的话会改变产品的尺寸.
3.将成型方向改为材料轧制方向垂直或成45度角.有时候我们按平行材料轧制方向冲压的话,会增加产品开裂现象的发生.
4.增加产品退火工序.一般不到万不得已,不会这样做,因为这样的话增加的成本太高!

