三片饮料罐的减薄之旅
文/陈博,张作全
三片罐的应用历史已近200年,在饮料包装上应用也有80多年了。三片饮料罐有着其他包装产品无法比拟的优点,例如:金属有高阻隔性,能最大程度保证饮料的新鲜度和口味;可以进行高速生产和灌装,生产效率水平高;强度好,能适应冷灌装或需要高温杀菌的产品;印刷精美,外观高档;产品易实现差异化;材料环保,可重复循环利用等。
目前用于包装饮料的三片罐罐体材料主要是冷轧镀锡薄钢板,俗称马口铁。传统的包装材料一次冷轧镀锡薄钢板(SR材),是我国食品饮料三片罐生产中普遍采用的原材料,板材厚度为0.20mm或以上。二次冷轧镀锡薄钢板(DR材)厚为0.10~0.16mm,由于通过二次轧制使板材变得更薄,因此应用在饮料三片罐上能够降低成本、节省钢材、减少碳排放,实现资源节约与环境友好的目的。以250ml容量的691#饮料罐为例,按2009年国内三片罐消费统计的189亿只核算,可得到如表1所示的节材减量化效益结果。
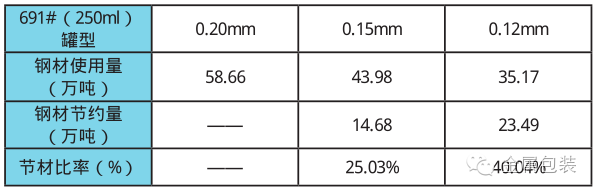
表1 2009年DR材三片罐节材减量化效益
以整个金属制罐行业全产业链来看,欧洲走在了最前端,特别是在产品制造关键装备上,如印刷方面,德国高宝金属印刷公司(KBA)的新型六色印刷机已经可以印刷0.12mm厚度的板材;焊接方面,瑞士苏德罗尼克(Soudronic)公司的焊机已经可以焊接0.10mm厚度的板材。制罐设备的技术进步,为金属包装材料的减薄化、减量化创造了良好的基础,也极大的降低了金属包装行业的发展对资源、环境造成的压力,达到了金属包装节能、减量、环保的目的,体现了今后食品和饮料金属包装的发展方向。
奥瑞金包装股份有限公司是中国首家使用DR材制造三片罐并实现大批量生产的制罐企业,为中国制罐业的发展做出了突出贡献,带动了整个三片罐行业的发展。公司在2000年开始着手DR材薄壁罐的开发研究,2003年成功地将0.15mm厚度DR材制罐技术应用在出口番茄酱的包装上。经过多年不断努力,DR材食品饮料罐项目取得了突破性进展:2011年成功研发出0.15mmDR材饮料罐,并已开始批量应用;0.14mmDR材7#食品罐也已经批量应用;研发中的0.12mmDR材5#、7#食品罐和6#饮料罐也进入了小批量试制阶段,并购置了世界先进水平的三片罐全自动生产线,具备批量生产条件;建立起国内第一间液氮加注实罐灌装实验室和批量应用实验基地;解决了薄壁饮料罐充气产品高温杀菌工艺难题。通过多年的制罐研发和生产实践,公司积累了丰富的应用DR材制罐经验,并形成了完善的技术体系。下面将以奥瑞金包装公司生产研发的DR材三片饮料罐产品为对象,对其制造与应用进行分析,旨在为同类生产企业和相关行业提供理论上的借鉴与参考。

图1 DR材三片饮料罐产品图
DR 材三片饮料罐制造难点
采用超薄钢板制造超薄罐在理论上可行,但在实际的产业化批量应用上则具有巨大的挑战性,究其原因主要有以下三点。
第一,由于板材变薄,其硬度相应提高,制罐时的焊接特性发生改变,以现有的焊接机械,将造成制罐质量不稳定。
第二,超薄钢板材料特性的改变,会导致制罐时的成型、缩颈、翻边局部变形不均匀,可能产生变形部位材料起皱、焊缝处开裂等现象,尤其是异型罐,造成产品密封性能不良。
第三,由于材料变薄,材料特性改变,制罐时的二重卷封形成困难,会有严重的褶皱产生,影响罐头的密闭性能,因此必须采用微型卷封技术。而封口滚轮的沟槽形状、尺寸与现有设备使用的滚轮有较大差异,致使封口机的卷封参数也需要改变。由制罐板材变薄而引起的生产线设备的研发变得极为重要。
综上所述,采用减薄后的薄材进行制罐,需要对现有设备进行研发与改进,改变传统制罐工艺,这正是国外发达国家对我国的技术限制和差距所在。因此,都需要我们借鉴国外先进技术,结合国内实际情况,进行自主设计和开发。
DR 材三片饮料罐制造与应用技术创新
要实现DR材三片饮料罐的批量精密生产,需解决的主要关键技术包括:DR材性能研究,薄材的印涂实现,薄材焊接、成型、封口技术的创新,精确液氮加注及高温反压杀菌技术。
DR材的性能研究 二次冷轧镀锡薄钢板的延展性、强度等力学性能直接关系到罐身的焊接、缩颈、翻边成型和罐的封口等诸多问题。为了弥补因材料减薄而造成的罐体强度的损失,罐体的外形需重新进行设计,对材料的延展性、强度的指标及稳定性提出了更严格的要求。前期试验证明,薄材的特性对制罐工艺影响非常大:不同特性的材料,哪怕是很小的差别,生产的产品废品率差别都会非常高。确定这些关键指标,指导上游材料供应商能够生产和提供合格的原材料,是确保产品顺利进行生产的前提条件,同时也是DR材应用于三片饮料罐批量精密生产的关键。
薄材的印涂实现 材料变薄后,首先在涂布、印刷过程中胶辊压力大小会影响基材的正常传送;其次基材在烘干传送过程中,因烘房的风力而引起的抖动效果更加明显,会引起划伤、擦伤等严重的质量问题。由于材料变薄,基材变软,在实际的涂布、印刷时的热风循环引起的材料抖动特别容易致使基材表面发生褶皱问题。另外在实验过程中,研究人员发现材料越薄,涂布、印刷出来的产品附着力越差,主要是传统的涂料及烘烤工艺已经不能满足薄材的印涂质量,涂料体系和印涂工艺都需要进行调整,在反复进行试验后,发现调整涂布烘烤运转速度,使用固化温度低的涂料,并适当降低烘烤温度,可解决这一问题。在设备实现上,上海宝印配置的国内最先进的德国KBA高速六色印刷机,通过多次试验和改进,已完全具备印刷0.12~0.15mm厚度DR材的能力。
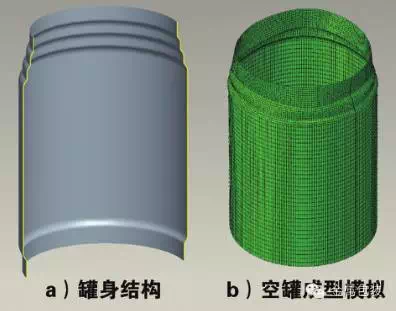
图2 三片饮料罐罐身设计及仿真模拟
焊接技术的创新 DR材的减薄化,对焊接、缩颈、封口等工艺技术提出了新的要求,与传统的SR材三片饮料罐生产不同,新技术要求对整条生产线的关键生产工序进行重新规划。焊接电流、焊接频率等均需要重新调整,焊接质量的好坏是直接影响后续薄材成型的关键点之一。生产过程中要严格控制焊缝的厚度、搭接量、焊缝两端的拖尾,保证焊缝强度,还有焊缝留空处的内外补涂质量等,这不仅是一系列的工艺参数要求,还牵涉到原、辅材料的选择和质量要求。
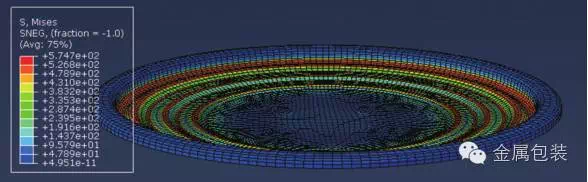
图3 底盖设计耐压仿真模拟
薄材成型技术的创新 由于DR材具有脆而硬的物理特性,致使胀型、滚筋、缩颈、翻边等加工成型的工艺更加难以实现,如何通过改变产品结构形式或加工设备 、 模 具 的 修正来满足批量生产的要求,也是DR材成功应用于饮料罐生产的关键之一。在产品开发过程中,为了减少物理试验的次数,缩短产 品 的 开 发 周期,降低研发成本,同时提高产品性能,一般采用计算机辅助设计(CAD)/计算机辅助工程(CAE)软件对产品结构进行参数设计,并进行罐身、底盖结构设计、验证成型,如图2、图3所示。结构参数设计完成后,应用有限元技术验证产品的结构强度是否满足设计要求。
封口技术的创新 封口质量是评判三片空罐合格性的重要指标,即能够满足空罐灌装、杀菌、储存的各项要求。二次冷轧(主要为DR-8)薄板材料,由于板材硬度提高,厚度变薄,罐径较小,均使在头道卷封时卷边的早期失稳敏感性增加,从而造成较大的皱纹度。奥瑞金包装在应用DR材制罐时采用了罗尔槽线更窄的卷封滚轮,在应用0.12mmDR材时需要开发槽线更窄的头道和二道滚轮,同时结合二片罐的微型卷封技术,以满足实罐的密封性能要求。在罐径一定的条件下,这些问题可以通过调整罐盖尺寸、罐身翻边尺寸及卷封模具进行弥补、解决。另外,还可以通过提高封口机精度及其精密调整来弥补,甚至消除缺陷。目前国内外微型卷封的开发应用,也促进了二次冷轧铁在金属罐上的使用。由于微型卷封采用更小的卷封尺寸设计,节省了制罐材料,降低了制罐成本,减少了资源消耗,也符合减量化的目的。
DR材的二重卷封结构尺寸标准在欧洲轻金属包装制造商联合会的(European secretiat of manufacturers of light metal package)SEFEL标准中已有针对卷封结构规定。在此基础上需要通过有限元分析和设计,结合实际情况如罐型、材料性能、厚度等,进行多次验证和优化。设计的卷封参考结构尺寸如图4所示。
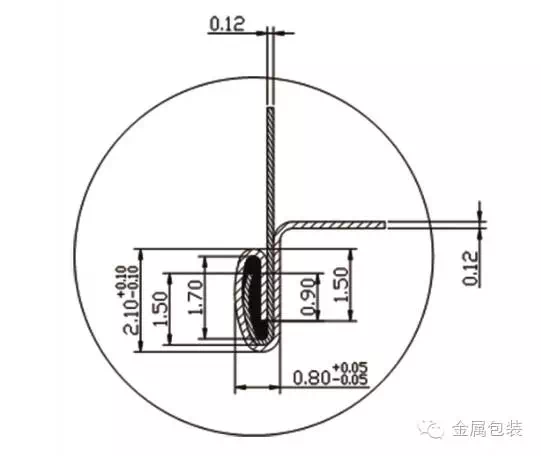
图4 微型卷封结构尺寸
精确液氮加注及高温反压杀菌技术 根据客户要求、具体罐型、内容物不同以及产品差异化的选择,DR材三片饮料罐的表现形式一般有两种:一种是罐体滚筋,通过罐身的物理加强筋来弥补强度;另一种是注氮方式,需要通过加入氮气来增加减薄后的罐体强度。滚筋形式的三片饮料罐空罐制造比较容易实现,产品较为普遍,如图5所示是奥瑞金包装为露露公司研发并应用的滚筋三片核桃露罐。

图5 DR材滚筋饮料罐
但是当材料厚度持续减薄,物理加强筋就会无法满足灌装后的罐体强度,就需要在灌装时加入氮气来保持罐体强度。采用精确液氮加注技术,是将液氮精确且及时地加注到容器顶部空间,使得液氮(-196℃)在罐体中变成氮气并体积迅速膨胀(1g液氮可以变成850ml的氮气),液氮加注后需要在很短的时间内封盖。最终形成一个期望内压值的DR材饮料罐(见图6)。这种正压DR材充氮饮料罐增加了DR材罐体强度,最大程度减少了产品在物流和货架环节的瘪罐产生;罐体内氮气与氧气的置换,能延长产品的保质期,也保证了产品内容物的风味和颜色。
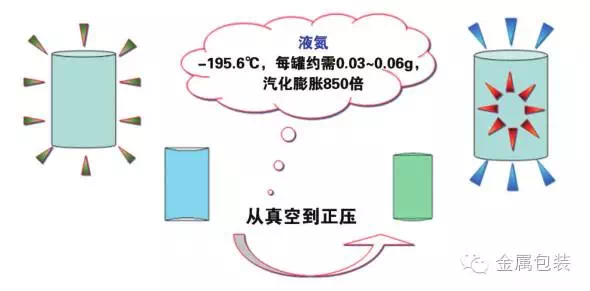
图6 饮料罐注氮示意图
DR材三片饮料罐罐体强度要大于两片饮料罐,采用精确液氮加注技术后能应用到需要二次高温杀菌的饮料产品上,可广泛应用于非碳酸饮料(果汁、牛奶、咖啡、植物蛋白等)。图7为奥瑞金在2011年成功研发出的0.15mmDR材6#饮料罐,已被众多饮料制造商采用,质量也得到了客户的肯定。

图7 0.15mmDR材注氮饮料罐产品
这种DR材薄壁注氮饮料罐是一种综合性能介于普通三片罐和两片罐之间的产品,颠覆了传统三片罐内压为负压的形态,空罐的承压强度又要优于两片罐。表2为不同的饮料罐罐体内压和强度数据对比。
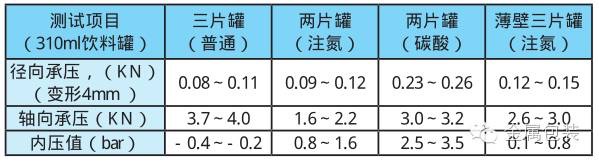
表2 市场上常见的310ml饮料罐内压及强度数据
对于需要二次高温杀菌的饮料产品,在105~128℃恒温,8~60分钟杀菌工艺要求下,DR材罐内压力可达到5Bar甚至更高,而DR材三片罐多数采用的是平面底盖,平面底盖却不适合用于耐压容器,盖面易变性,尤其是在注入液氮后,盖面极易爆裂。因此,在此高温杀菌过程中需要采取反压技术,反压为1.5~4.0Bar;同时,杀菌设备必须采用内循环淋水式杀菌,并且采用多通道压力控制,精确控制罐内杀菌压力。
杀菌工艺简述如下。
加压:产品置入杀菌设备中,通过多通道的压力控制方式在锅内开始加入压缩空气加压。
加温:内循环淋水开始工作,加温至所需的杀菌温度。同时压力会与温度保持一定比例。
恒温:温度与压力达到杀菌设定值后,达到平衡状态,进行产品杀菌。
降温:杀菌结束后,产品先进行淋水降温。
降压:温度降低后,压力才开始降压。
结束:温度和压力均降低至设定值。
自2010年以来,国内已经有部分杀菌设备厂家开始研制高反压喷淋杀菌设备,杀菌设备的设计压力均能满足0.35Mpa的承压,并且开始得到饮料食品厂的应用。
DR 材三片饮料罐批量化应用的问题及建议
目前,我国三片罐行业集中度相对较高,排名前八的大型三片罐制造企业已经占据我国三片罐市场的60%以上,因此技术推广的难度相对较小。同时,新技术的推广不但能够节约材料、降低成本,还能淘汰落后产能,进一步提高产业集中度,从而有利于我国三片罐产业向更高层次迈进。
问题 在DR材饮料罐的研发及应用过程中,一方面需要开发单位投入大量的人力、物力、财力,另一方面也需要上下游相关的协作单位在原材料、设备、产品应用和市场推广等方面提供一定的支持,面临有如下问题。
第一,现有设备改造和新设备采购投资大,技术实现的首要条件是依靠拥有领先地位的尖端三片罐设备,设备采购费用比较贵。
第二,研发的产品如果没有一定数量的饮料企业应用,投资回收期比较长,这是新技术推广的另一个大障碍。
第三,饮料制造企业和消费者的认同。对客户而言,需要投入一定的设备购买和更新费用;对消费者来说,新产品的接受过程需要一定的时间。因此需要整个行业加大新产品市场的宣传和推进。
第四,其他产品的替代风险等。
建议
因此,在DR材饮料三片罐的开发及应用中,要保持与上下游单位的有效沟通,如与原材料供应商、设备供应商、饮料生产商保持紧密联系,随时掌握他们的发展动态。对上游国内供应商应适时通报项目进展情况,让其对项目保持积极支持的态度;对下游饮料制造商应加强宣传工作,积极进行新产品的推介工作,使下游客户了解该产品的优势以及所带来的收益,并提出与下游饮料制造商进行风险共担的策略,即利用新技术对成本降低的收益来弥补新灌装线设备投入的成本。总之,应与下游三片饮料罐客户以多种可能的方式合作,从而快速打开市场,规避风险。
结语
我国目前正处在工业化、城市化发展的中期阶段,是资源、能源需求量较大的阶段,因而需要建设节约型社会,实施可持续发展战略。国家正在通过调整产业结构,加大能源、资源和环境能力建设,强化重点领域节能改革,大力推进资源综合利用等一系列举措,缓解资源与环境日益紧张的现状。而作为属于资源消耗型的金属包装行业,更应该改变生产方式,树立科学生产观,响应国家实施资源节约型、环境友好型和可持续发展战略,向重量更轻、更省物料、更环保的方向发展,这是金属包装行业正确的发展方向。
DR材三片饮料罐相比现有的SR材三片饮料罐,材料更省,成本更低。充氮后的产品表现形式与两片罐相似,也适用于两片罐灌装生产线,为客户提供了更大的产品差异化选择空间,符合包装产业节能、减量、环保的发展趋势,是饮料金属包装的发展方向之一。产品的成功研发与应用,对整个金属包装行业具有深远的意义。
(来源:本文选自《金属包装》2016年第一期)

