小孔的冲裁设计
文/凤巢
在这里,我们说的小孔是指冲裁直径在1mm左右,材料的厚度也在1mm上下的冲裁。
一、冲头的设计
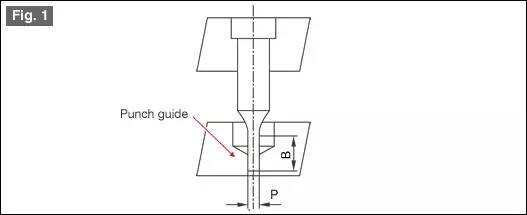
为保护小直径冲头,冲头的顶部一定要有脱料板零件的精密导向以防止冲头的断裂。冲头直径P,冲头刃口直线长度B,B与P的关系(B ≤ 10P)。当冲头的直径更小时,长度B会更短,冲头的导向、保护将变得更加困难。
为了应对这种情况,我们必须修改冲头的设计为两段结构。如下图
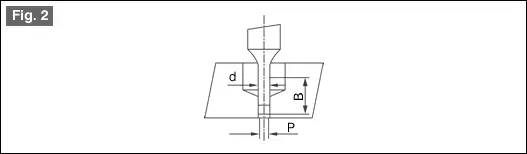
直径d与直径P的关系d ≤ P + 2t,t为材料厚度。冲子直线段导向长度要大于冲子直径。冲子与脱料板的单边间隙为0.003mm或更大,0.003的最小间隙是防止油膜破裂的最小间隙。小间隙可以让导料板零件包裹住冲头可以让冲头保持干净。
二、刀口的设计
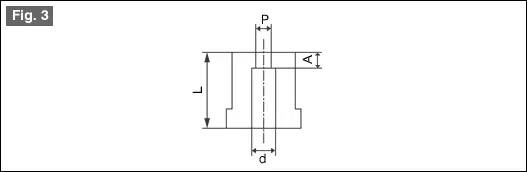
下模刀口的设计关键点是防止废料在模腔内堆积卡料。将模腔内废料冲下去的力非常大,这使得冲孔的力变的更大。
我们应该将刀口的长度A设计的越小约好。如果冲头每冲一次就能掉落一片废料是理想的结果。落料孔直径d并不是越大越好,直径d应该按照直径P的尺寸确定。 由于直径d尺寸减小,零件的高度L应该做得更小,这可以防止废料堆积。冲裁的间隙也应该比正常的间隙要大,可以减小冲裁力防止冲子断裂。如果使用正常的间隙,废料堆积多会造成变形会使得零件的撕裂面会变得更长。

