钢桶波纹机结构及调试
文/张国光
一、波纹机的作用
波纹机位于200升闭口钢桶中段生产线的第二道工序,位于扳边机之后,由上料装置将扳边后的桶体推入波纹工位,经上下波纹辊对桶体两端进行滚压,从而得到清晰夫乱纹的七条波纹,从而提高钢桶的刚度,所压出的波纹要符合国标GB325之规定要求。如图1所示。
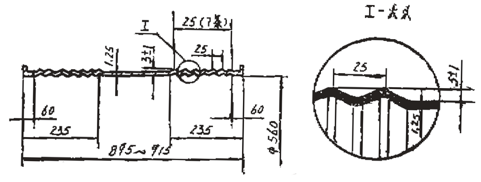
图1 波纹示意图
二、设备结构及特点
波纹机设备由底座、左右主轴箱、液压站、电控系统等部分组成。见图2。

图2 波纹机典型结构图
1-主轴箱;2-底座;3-定位圆盘;4-压下油缸
5-电机;6-上波纹辊;7-下波纹辊
底座为焊接箱体结构,其上装有铸铁导轨,左右主轴箱在导轨表面上滑动。
主轴箱为焊接结构。波纹机的主传动由5.5kw的电机,经过一级皮带轮传动(皮带轮传动优点是可以补偿两个主轴箱的不同步等因素)和一级斜齿圆柱齿轮驱动主轴回转,主轴箱端部装有使桶体定位的圆盘,上波纹辊压下抬起均由主轴箱体上的压下油缸传动,其行程可根据需要调整限位开关及挡块的位置来实现。调整上波纹辊之倾角,可实现确保各条波纹的深浅一致,调整后用胀套锁紧。
左右主轴箱移动往复运动全部由送进油缸操纵距离,由行程开关控制其前后极限位置。
上波纹辊轴为被动辊,下波纹辊为主动辊。
为了达到主轴箱快速平稳滑动,采用了液压传动,其优点是:动作平稳,同步精度高,可使左右主轴箱移动动作灵敏。
同时在波纹机设备上采用了美国(TEXAS)仪器仪表公司引进的故障低。抗干扰能力强的T1100系列微电脑控制,故工作平稳,可靠性高,且指令简单,容易掌握,使用方便。更主要的是可根据生产需要随时更换控制程序。
波纹机设备的润滑型式为,主轴箱内斜齿轮及轴承均采用油池润滑,在箱体内注入适量稀油,由齿轮转动带起流入各润滑点。底座导轨与主轴箱箱体滑动面和润滑采用弹簧盖油杯。需定期将润滑油脂注入弹簧盖油杯内,即可保证导轨面有充分的润滑。
波纹机可与扳边机、胀筋机相联组成生产线,进行全自动生产,也可由人工上下进行单工序半自动生产。
该设备外型美观大方,结构紧凑,体积小,重量轻。主传动为机械传动,各部相对运动均为液压传动。
三、波纹机的工作原理
扳边后的桶体由扳边机滚到波纹机的上料装置上,由上料装置油缸将其推到波纹工位。左右主轴箱同时推进,由波纹机圆盘上托架将桶体挑起顶在六个滚轮上,要求六个滚轮全部贴上桶体扳边端面,然后上波纹辊压下,下波纹辊由电机驱动传动,经过工进,延时完成波纹滚压成形。压下缸提升抬起上波纹辊,左右主轴箱快速退出,桶体落下,滚入下道工序的上料装置上。波纹机上料装置又将另一只桶体送到波纹工位,这样反复进行连续生产。
全部工作过程中的控制均由液压、电控系统通过微电脑来完成。
四、波纹机试运转前调试工艺方法
1、调试检查
先检查各液压管道,电气线路安装是否正确,检查上料装置及侧导板,设备中心高位置是否符合图纸要求,各档块、行程限位开关的位置是否准确及灵敏性是否可靠。左右主轴箱往返运动应快速平稳,不允许有爬行现象。
然后检查和调整左右主轴箱之间的距离尺寸915mm,调整方法为送进油缸的行程及限位档块,限位开关。调整左右主轴箱是否在中心线上,有无偏斜现象,可调整主轴箱侧面的导板螺栓来实现。
总之,横向调整借助于主轴箱接触之侧导板的调整螺栓来完成。纵向行程的调整由送进油缸和行程开关调整定位。
2、上波纹轴(辊)倾角的调整
调整压下后两波纹辊的中心距离尺寸158.25mm,及桶体两端60mm尺寸。一但出现倾角和不平行时,可调整主轴箱上的偏心轴,偏心尺寸为5mm,调整之前要先找出偏心的最高点和最低点。配合波纹辊上的螺母进行调整波纹辊的倾角及不平行,两筋25mm的对称。调整时必须综合以上调整各位置。用外千分尺测量波纹辊的前后尺寸一致时即可,两波纹辊的相对压下尺寸为1.75mm,上波纹辊的压下由组合行程开关调整控制以上尺寸。见图3。
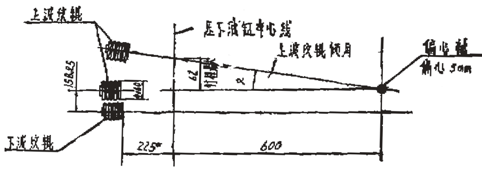
图3 上波纹辊倾角示意图
注:α为桶体滚压后脱桶抬起最大开口的允许摆动角。
3、空负荷试动
以上各部调整好后,可开动电机进行空运转,检查各部位的运转是否正常,方向是否正确,齿轮啮合及噪音等情况,使各运动件均多次扫复运动,至无异常为止,观察压下、送进油缸及管道有无渗漏现象。同时调整好各部应符合满足生产需要的周期时间节拍。该设备一般可以每分钟4~5只桶的生产速度进行调整,周期时间应在11~15秒钟之间选择,一般调整时间应比下道工位的时间稍短一些,这样才能实现连续生产,提高生产率,不致影响正常生产。
4、负荷试车
在负荷试车前,要关闭电机,进行手动程序将上料桶体送到工位中心高+900mm位置上,左右主轴箱准确地将上波纹辊插入桶体顶紧滚轮一同转动灵活,在将左右主轴箱快速返回原位置,使桶体在中心高950mm位置上由圆盘托架上滑脱,准确滚入下道工序胀筋机的上料装置上,这全部过程要求动作准确无误,中间不允许有任何卡阻现象。
以下工作检查合格后,对波纹机单机进行手动负荷试动、手动负荷试验时,应在主轴箱后部底座上放置千分表测量主轴箱工作压桶时有无抖动及前后移动量的数值大小(现场实测工作压紧时,主轴箱移动和抖动最均很小,数值为0.24mm)。
在负荷工作中要注意液压站对各工作油缸的压力变化情况,不允许超过设计要求参数。并在负荷压桶时要保证上下料中心位置,主轴箱及上波纹辊压下的同步等问题,调整好的设备运动运转时要平稳灵活,不允许有冲击爬行等现象。
5、产品检查
下面工作就是要将滚压后的波纹桶体进行符合国标GB/T 325的尺寸要求的尺寸检查。见图1示意图。
总之,通过现场调试,认为波纹机能满足生产要求,用户均感到满意。波纹单机的上料速度尚可进一步提高,争取每分钟生产6~7只桶是可能的。

