长寿命凸焊电极压头的设计及使用
文/张茂煊
凸焊机上的电极压头是凸焊机上最重要的部件, 在焊接过程中, 电流和压力都是通过它传递的, 其物理性能的好坏直接影响到焊接质量的优劣。一套新的凸焊电极压头开始使用时, 焊件质量通常是很好的。经过一段时间的焊接, 压头端面与工件接触产生磨损, 使电极压头与焊件之间接触电阻增大, 造成焊接电流变化和电极压头过热软化, 并且电极压头内阻增大, 最终导致焊接电阻热发生变化, 产品焊接失败, 因此, 凸焊电极压头是具有一定使用寿命的。在为钢桶提环座焊接使用凸焊机时, 设计了长寿命电极压头, 并成功地用于生产。
1 压头设计方案
钢桶提环座属于精密焊接件, 对凸焊电极压头要求非常严格。设计参量为:
①凸焊电极压头的端面与电极压头的轴线的垂直度为0.02 mm;
②凸焊机的上、下电极压头同轴度为0.03 mm;
③连续焊接时电极压头表面温度应稳定在42℃以下, 压头温升变化在15℃以内;
④焊件形体复杂,对电极压头的形状大小有约束;
⑤要求凸焊电极压头物理性能稳定, 使用寿命长, 在电极压头使用寿命确定时间内保证焊件焊接100%的合格率;
⑥焊接电流、电极压力都较大。
针对这种特殊要求的电极压头, 设计上采用了高强度、高硬度的Cu-Be-Ni合金电极材料,由于这种材料具有电阻率d比一般电极材料高, 而热导率w又比一般电极材料低的缺点, 所以在使用中必须采用强制水冷却方法加以克服。在设计中, 考虑到钢桶提环座对电极压头空间的约束, 电极压头有一个极限尺寸, 由于体积尺寸小, 电极压头只能选简单的水冷方式。通过对凸焊连续焊接过程中电极压头静态压力、动态压力、动载荷、压杆稳定及焊接电流产生的内阻热、焊接电阻热精确的计算, 得到了电极压头允许的最佳结构及横截面积大小。通过计算机辅助设计和模拟焊接, 确定了关键参数a , T, U及冷却水流量v (图1)。
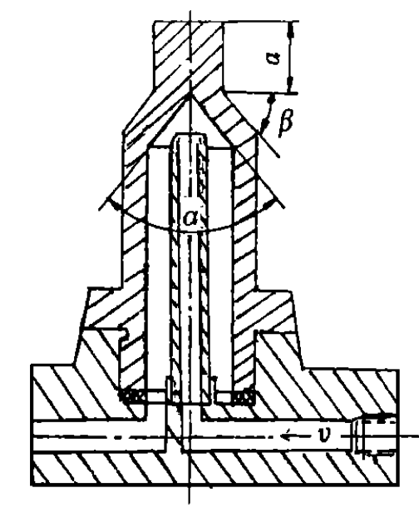
图1
电极压头与电极座采用高精度螺纹连接, 水封垫圈放到螺纹下方, 避免了螺纹接触水, 并扩大了电极压头与电极座的接触面积,从而减小接触电阻。整个设计最大可能地消除了电极压头内阻产生的温升。强水流冷却使电极压头温度达到稳定, 电极材料的高硬度确保了电极压头的使用寿命, 因而设计比较合理。
2 应用
2015年初,天津某制桶公司购进三台专门设计的凸焊机, 进行钢桶提环座和开口桶桶箍的焊接。在使用过程中出现焊接电流不稳定,电极压头过热, 使用寿命短, 焊接质量不稳定, 产品合格率低的严重问题。当时有人认为由于焊接电流不稳定, 因而产品质量难以保证, 应对焊接电源进行改造,加稳压装置。但笔者坚持对凸焊电极压头进行重新设计制造。当这三台凸焊机换上了长寿命电极压头后, 试验一次成功, 所有问题都得到彻底解决。在连续焊接情况下,焊接电流、电压稳定, 产品质量得到有效的控制, 合格率达到100% , 凸焊电极压头使用寿命比原装焊机压头提高了20倍,在9个月的运行中节资增效近30万元,产品占领了市场, 受到了用户的好评。
3 结论
常规的焊接方法中还存在这样或那样的缺点和问题, 只要坚持科技创新的思想, 大胆采用新材料, 运用新的科技成果, 这些常规的焊接方法还是有很大的潜力等待我们去开发。

