| |
金属包装容器封口方式分析
文/曹利杰
摘要:产品装入金属包装容器后, 需要将包装容器封合或密封起来, 封合质量的好坏对包装功能起着重要的作用。主要分析了金属桶、罐的封口方式。分析了封口缺陷产生的原因, 提出了相应的解决方案。
关键词:金属包装容器;卷边;封口分析
金属包装容器具有许多优点, 例如:具有优良的阻隔性能、力学性能, 方便性好, 表面装饰性好, 废弃物处理方便。但金属包装容器化学稳定性和经济性较差。
漏罐在饮料行业中是一种司空见惯的现象。其封口密封性差是造成这一现象的原因之一。因此, 掌握金属包装容器的封口方式原理, 按照工艺规程严格生产, 提高操作人员的业务水平, 对减少这种现象的发生具有重要意义。
金属包装容器的封口一般采用卷边方式实现。卷边又可以分为二重卷边、三重卷边和微型卷边。
1 二重卷边技术
1.1 二重卷边的形式
图1所示, 二重卷边分平卷、圆卷两种形式, 应用较多的是平卷边结构。除了二重平卷边、二重圆卷边外, 还有一种特殊的二重卷边形式, 即图2所示的加焊双搭接缝。
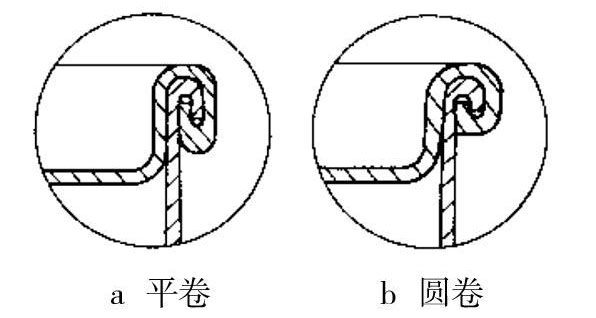
图1 二重卷边形式
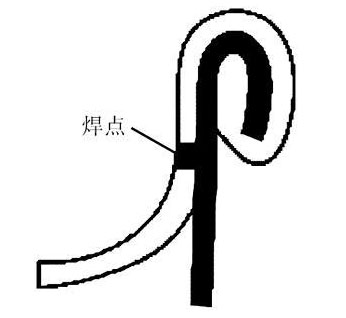
图2 特殊二重卷边结构(加焊双搭接缝)
1.2 二重卷边形成原理
二重卷边由头道压辊和二道压辊分别完成。头道压辊相对罐体作径向移动, 压辊沟槽与罐盖圆边的摩擦力使圆边向沟槽曲线法向卷曲, 完成卷边初步定型, 见图3。头道压辊作业完成后退出卷封位置。二道压辊即开始靠近卷封位置与初步定型的卷边接触, 并开始向罐体作径向移动, 推压卷边完成卷封作业, 见图4。
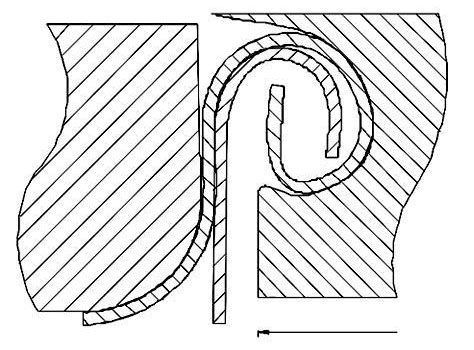
图3 头道卷边过程
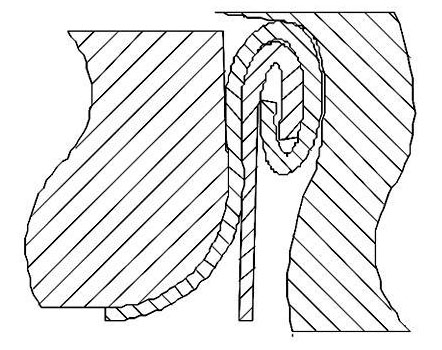
图4 二道卷边过程
卷封时根据封罐机构的不同有两种情况:一是罐体随托底盘和压头旋转, 卷边压辊自转并向罐体轴作径向移动完成二重卷边操作;二是罐体固定不动, 卷封压辊绕罐体旋转并自转, 同时向罐体轴作径向移动, 完成卷边操作。
异型罐卷封时, 取上述第两种方法, 罐体不动, 压辊绕罐边回转完成卷边操作。
2 三重卷边技术
2.1 三重卷边结构
三重卷边亦称为七层卷边, 是闭口钢桶桶身与桶底(顶)连接在一起的主要卷封形式。与二重卷边相比多了两层卷边,即增加了桶身与桶顶(底)的重叠, 从而提高了钢桶的密封性能, 使钢桶具有较强的抗冲击能力。
此外, 三重卷边与二重卷边相比, 对卷边工艺有较高的工艺要求, 一般需经三道压辊加工才能成型, 因此对设备、技术要求较高。
2.2 三重卷边加工工艺
除少数制桶厂在封口机上装3个压辊来完成外, 多数厂家都是在预卷机和封口机2台设备上进行的, 即在预卷机上安装第一道压辊即预卷压辊来完成对桶底(顶)半成品的预卷变形,而封口机上则安装第二道和第三道压辊来完成七层卷边工艺。
3 微型卷边技术
微型卷边是一项使金属罐轻量化、加工成本最佳化的一项新型的成型工艺技术。与传统卷边相比, 微型卷边各项结构尺寸, 都只有传统标准型卷边的一半左右, 见表1。
表1 标准型卷边与微型卷边的尺寸比较
| 名称 |
标准卷边/mm |
微型卷边/mm |
罐盖切边 |
88.50 |
81.50 |
罐盖沉头 |
3.20 |
1.60 |
板材厚度 |
0.22 |
0.16 |
盖沟宽度 |
2.00 |
1.00 |
身钩宽度 |
2.00 |
1.00 |
罐身冲切高度 |
98.70 |
93.50 |
微型卷边结构的金属罐, 尺寸减小了, 能否满足其在流通运输过程中, 对商品的保护性及包装容器的完整性?为此, 巴西科技研究院的包装技术中心作了一系列比较试验。试验结果表明, 微型卷边金属包装容器的各项性能均满足流通中的要求。
微型卷边技术在金属容器的各类产品方面都体现出突出的优点。不仅降低了结构尺寸, 还减少了密封剂用量。而且生产率显著提高, 随之也降低了包装运输费用。
4 卷边质量缺陷检测及解决方案
卷边质量直接影响着金属包装容器对内装产品的保护功能。卷边缺陷可以导致密封不够紧密, 可以引起内装产品的流失或者变质, 同时它也为可能导致波特淋菌中毒(香肠中毒)的细菌潜在滋生提供可能。每一个金属罐在使用前必须进行封口质量的检测, 卷边质量缺陷一旦被发现, 必须按照相关程序和要求对封口过程重新进行卷边。
4.1 卷封滚轮沟槽曲线的影响
卷封滚轮、上压头和托罐盘通常被称为封口设备的封口三要素。作为基本组成部件, 也是影响卷边的基本因素。经验表明 , 封口质量的好坏, 关键取决于卷曲轮槽的剖面形状。在二重卷边中, 对卷边起主要作用的是头道卷封滚轮沟槽曲线, 其主要部分曲线是阿基米德螺线, 其曲率由卷封速率来决定, 而宽度和深度与罐型和材料性质及厚度有关, 沟槽曲线随成品罐直径加大而加宽加深, 随料片增厚而加宽加深。见图5。为方便生产, 设计中以2~4段圆弧代替。弧段多少视沟槽曲线的宽窄而定, 曲线宽则代替的圆弧段相对多些。
图5 卷曲沟槽示意图
4.2 卷边封口技术要求
卷边封口技术要求中, 所用到专业术语对应解释见图6 。为保证金属罐生产合格, 在生产过程中卷边封口必须满足以下要求。
图6 二重卷边结构
1)紧密度≥ 50%。紧密度指卷边密封的紧密程度, 一般用盖钩皱纹度来衡量。皱纹度指卷边解体后, 盖钩内侧周边凹凸不平的皱曲程度, 即皱曲部分占整个盖钩长度的百分%。紧密度=100% -皱纹度。合格罐要求紧密度>50%, 即皱纹度>50%的罐就属于不合格品。
2)接缝盖钩完整率≥ 50%。盖钩完整率是指盖钩下垂的程度。接缝处卷边盖钩向下垂延、造成盖钩宽度不足、从而影响卷边的密封性。
3)叠接率K≥ 50%。叠接率表示卷边内部盖钩和身钩互相叠接的程度, 其大小等于叠接长度与叠接长度加两端空隙长度之比, 叠接率越高, 卷边密性越好。盖钩空隙和身钩空隙要求越小越好, 以提高卷边的叠接率。
4.3 封口缺陷及解决方案
1)垂唇。卷边垂唇是指在正常卷边的下方出现的光滑的悬垂部分。见图7a。这种缺陷通常出现在三片罐的边封处,因为此处厚度比别处要大。
可能导致该种缺陷出现的因素有:托罐盘旋转台压力过大, 头道卷封操作时压力较松, 卷边处有内装物残留, 金属罐自身的缺陷(如弯曲或有凹痕等), 头道卷封滚轮磨损等。
针对不同的因素有不同的解决途径:降低托罐盘旋转台的压力;紧固头道卷封操作压力;在进行罐盖封口前细心清除罐盖、罐身边缘, 确保无内装物或其它杂质残留其中;在金属罐使用前, 检测其是否有残损;更换新的头道卷封滚轮等。
图7 卷边封口缺陷
2)锐边。卷边锐边是指在封口的内侧上部出现锐利的边缘。见图7b。出现锐边的可能原因:头道和(或)二道卷封滚轮操作压力太紧;卷边处有内装物残留;托罐盘旋转台压力太大;卷边滚轮和(或)卡盘磨损。
解决途径:适当使头道和(或)二道滚轮操作压力变松;在进行罐盖封口前, 细心清除罐盖、罐身边缘, 确保无内装物或其它杂质残留其中;减小托罐盘旋转台的压力;更换卷封滚轮和(或)卡盘。
3)断裂。卷边断裂是指卷边太紧而导致外层卷边部分断裂的现象。见图7c。一般是由于头道卷封滚轮和二道卷封滚轮压力过紧引起的。解决方法是将两道卷封滚轮压力适当松开些。
4)假卷。假卷在卷边过程中是一个严重的缺陷, 它能够导致金属容器内装物的泄漏。可以从外观上对金属罐进行详细检测, 若是罐盖与罐身不是相互钩连在一起而仅是被压平贴在一块的话, 那么这就是假卷。见图7d。
可能导致假卷的因素:罐盖与罐身弯曲不平, 或是在卷边前已经损坏;卷边处有内装物残留, 或者金属容器内产品充填(灌装)过满;头道卷封滚轮压力过松;二道卷封滚轮压力过紧。
参考解决方案:在卷封前检测罐盖与罐身是否有残损;在进行罐盖封口前, 细心清除罐盖、罐身边缘, 确保无内装物或其它杂质残留其中, 同时检查内装物是否充填(灌装)过满;增大头道卷封滚轮压力;减轻二道卷封滚轮压力。
5)不完全卷边。不完全卷边是指因为卷边过程未完成或者是卷边过程中, 部分地方压力过松而产生的卷边缺陷。见图7e。
可能的原因是:托罐盘旋转台压力过紧或是过松;卷封卡盘磨损;卷封滚轮不能自由旋转;在卷封卡盘和(或)旋转台上有油脂。
对应的解决方案:降低托罐盘旋转台的压力;更换卷封卡盘;对卷封滚轮进行清洁、上油、检修等操作, 以使其运转无阻碍;清洁卷封卡盘和(或)托罐盘旋转台。
对于金属密封罐卷边封口, 除了避免出现上述缺陷外, 还得检测封口处是否有快口、大塌边、卷边牙齿、铁舌、跳封、卷边破碎等缺陷。按标准在加压试验或减压试验时是否有泄漏。其它工业用金属罐, 要求卷边均匀, 无皱纹、毛刺、铁舌, 气密试验、液压试验和跌落试验应符合标准的有关规定。
5 结语
金属包装容器的封口, 一般是在卷边的基础上, 根据需要加以改进, 再配以相关的金属封合物实现。针对卷边封口中可能出现的封口缺陷, 分析了这些缺陷产生的原因, 并给出了相应的解决方案。
|
|

