薄板开卷校平错位冲压生产线试制成功
薄板开卷校平定尺送料错位冲压钢桶顶底生产线(以下简称错位冲压线)。在浙江衢县钢桶机械模具厂试制成功并出口缅甸。该线是钢桶行业为提高板材利用率,降低成本,利于参与市场竞争必不可少的装备。
目前我国钢桶行业里,规模较大的外资或中外合资企业均配备有这种错位冲压线如南海油脂、东海粮油、北海粮油等。有的正在或打算配备该冲压线。
错位冲压线工艺流程为:
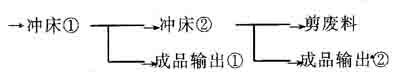
错位冲压排料如下图:
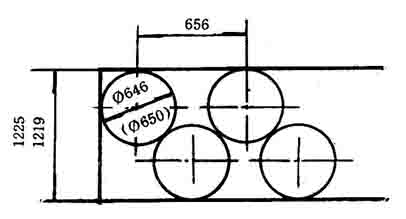
1219mm板用于200升钢桶。1225mm板用于内径571.5钢桶。
目前各钢桶厂大多采用660mm专用板冲200升钢桶顶底,每只桶顶底用料为660x2x 660 X 1.2 x 7.85 =8.206kg。而用错位冲压线每只桶则为121g x 656 x 1.2 x7. 85 =7.533kg每只:200升钢桶可省料,0. 673kg。若板材按每公斤4元计价,每只200升钢桶可降低成本2. 69元,其经济效益显而易见。如年产量按20万只桶计算,1年可节省成本53.8万元。
可见外资或中外合资企业峰位冲压线后,提高了,参于市场竞争的实力。这里还没有计算卷板与定尺平板的差价及劳动生产率提高等因素。
现国内制桶厂几乎没有厂家装备错位冲压线,即使几个规模较大桶厂只装备了开卷校平冲压线,单排冲压体现不了节约板材降低消耗的优越性。有少数厂打算或早就着手上错位冲压线,但因种种原因没有或无法投生产。主要是有以下几个方面的因素:
1.小规模桶厂多,产销量小,无资金实力。即使投入也不划算。
2.进口线价格昂贵。
3.因技术及体制方面原因,国内尚没有成功的符合国情的错位冲压线供各桶厂选择。
4.近几年钢桶市场不景气,制造商及使用单位总觉得上错位冲压线风险较大,难以下决心等等。
浙江衢县钢桶机械浚具厂成功地制造了错位冲压线,给各钢桶厂提供了选择的条件的可能。该线由开卷机、校平机、两台冲床及剪板机组成。采用液压给进、PC控制,具有料精确;动作稳定可靠等优点,整线包括冲售价约130万元。

