钢桶自动化仓库设计
文/王小伟
【摘要】通过分析钢桶的特点以及出入库频率,设计了专门的自动化立体仓库。为了尽可能地提高仓库容量,采用了重力式货架;为了堆垛机可以连贯地执行出入库操作,将传送带布置在巷道中取代出入库台,并设计了特殊形式的货叉。由于仓库中堆垛机周期与以往的不同,重新计算了堆垛机的工作周期。最后设计了仓库的控制管理系统并通过 Flexsim 仿真验证了方案的可行性。计算和仿真结果表明: 仓库的设计能够满足钢桶自动化仓储的需求。
【关键词】物流;自动化立体仓库;钢桶;堆垛机;货叉;Flexsim 仿真
钢桶是一种圆柱形金属包装容器。工业上普遍用钢桶来存放和搬运货物,尤其200L以上的开口、闭口大型钢桶在聚氨酯、润滑油、涂料、树脂、农药、医药、香料、食品、石化冶金等行业应用极为广泛。目前国内专门从事钢桶生产的企业数量众多,生产规模也很大,有的年生产销售能力达千万只。然而这些成品钢桶的仓储仍然主要依靠人工搬运与堆垛。
物流自动化是企业自动化发展的趋势。随着工业4.0的到来,越来越多的企业加紧物流自动化的步伐,比如亚马逊大规模移动机器人的使用,富士康的“百万机器人计划”等。自动立体仓库是企业物流自动化的核心技术,对实现生产自动化有着重要的作用。
国外的钢桶制造企业在2000年左右已将自动化立体仓库应用到成品钢桶的存储了。目前国内对钢桶的自动化仓储的研究尚无文献出现,专业生产钢桶的企业仍然主要依靠人工搬运,尚未实现自动化。人工的仓储方式不仅效率低下,而且高强度的劳动直接损害仓储人员的健康。虽然很多使用大型钢桶包装的产品,比如润滑油已经使用自动化立体仓库实现了物流自动化,但是单纯钢桶和装有其它产品的钢桶除了外形尺寸相同,质量、进出库频率、库存量、企业实力背景等都各不相同。因此设计专门的自动化立体仓库以满足钢桶频繁出入库的需求,提高物流效率,减轻员工的劳动量,具有十分重要的意义。
1 自动化仓库总体方案设计
1.1 问题描述
某钢桶厂商每天出入库2万个钢桶,钢桶自生产线出来,在仓库入口处扫描登记后进入仓库。仓库是生产型仓库,大多数情况下钢桶经过仓库的输送线到达仓库出口直接出库而不用存储在货架上。钢桶为200L,208L,210L,216.5L标准开口桶和212L,216.5L,230L标准闭口桶。
钢桶的仓储自动化有2个较为特殊的限制:
1) 研究对象钢桶本身的限制。
钢桶如图1所示,最大直径为0.6m,最大外高0.997m,质量约为20kg。如果以多个钢桶为1个单元,让堆垛机可以一次性装载多个钢桶,必须使用大型堆垛机。然而大型堆垛机笨重,能耗大,运行速度慢,难以满足货物频繁出入库的要求;大型堆垛机自身尺寸过大,巷道变宽,仓库中留给货架的空间变小,也就意味着仓库最大库存量变小。如果以单个钢桶作为1个单元,堆垛机一次性只装载1个钢桶,目前市场上的最小的堆垛机(DPH-6-300)载荷为3000N,远大于单个钢桶自重。如果降低堆垛机设计载荷,它的垂直提升速度、叉货速度以及加速度都可以有所提升。

图1 钢桶外形
2) 原有仓库自身尺寸与库存要求的限制。
仓库长61m,宽38m,高5m,仓库中还有很多柱子以及原有的输送线,最大库量约为1万个钢桶。仓库本身属于生产型仓库,仓库的最大库存量小于每天的进库量和出库量。意味着很多钢桶必须刚进入仓库还没码垛或者放入货架中就直接出库。但是仓库必须保证足够大的最大库存量,以给每天钢桶出入库提供缓冲,并为以后产量增长提供余量。如果采取简单的单深位托盘式固定货架,将会导致过多的巷道出现。巷道过多不仅降低了存储空间而且需要更多的堆垛机,大大增加了建库成本。
1.2 仓库总体设计
仓库中共有7排货架,每排货架为3层85列。货架为重力式货架,钢桶从货架的一端进入货架,从另一端离开货架,每个货格容量为5个大型钢桶,每排货架的容量为1275个钢桶,仓库总体容量为8925个钢桶。如图2所示,货架间有6个巷道,还有2个巷道在货架外侧,共计8条巷道,需8台堆垛机。8条巷道按功能划分为入库巷道和出库巷道,入库巷道只负责钢桶入库,出库巷道只负责钢桶出库。传送带源于仓库入口处,一条主传送带使仓库入口与仓库出口相连,方便钢桶直接出库。主传送带在仓库最右侧有分支,分别与4个入库巷道中的传送带相连,便于钢桶进入入库巷道,由堆垛机放入货架。另一条分支分别连接4个出库巷道中的传送带,把离开货架的钢桶汇入主传送带并送到仓库出口。
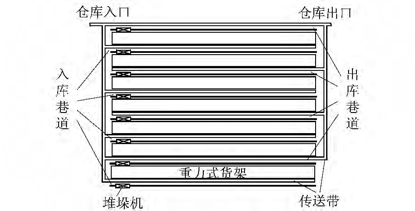
图2 仓库布局
1.3 仓库关键设备设计
由于自动化立体仓库服务的对象的属性不同,所以仓库中的货架和堆垛机以及调度策略都要另外设计。
1.3.1 货架
货架的形式多种多样,根据存储货物的形状、质量、体积、包装形式等特性不同,采用的货架形式也不相同。仓库常用的固定式货架有单深位、双深位托盘货架和重力式货架等。然而采用典型的单深位货架将会导致巷道、堆垛机过多,仓库容量过小等问题; 双深货架的每个单元可以存放2个货物,在货物品种较少而且周转率较高时是比较划算的,但是需要采用相应的双深位堆垛机,相对于普通堆垛机,尺寸较大的双深位堆垛机会使巷道变大,仓库容量也没有明显的提高。流体的钢桶包装多采用重力货架: 货架的一侧用来存货,另一侧用来取货,货物放在货架上的滚轮上,货架向取货方向倾斜,利用货物重力的分力使其向出口方向自动滑移,以待取出。根据钢桶的特性及其高出入库频率、大库存容量的仓储需求,本文拟采用重力货架。货架倾斜4°,其中滚轮的实际滚动摩擦系数μ为0.03; 单元货格宽为0.62m,高为1.25m,深为3.10m,容量为5个钢桶。货架外形结构如图3所示。
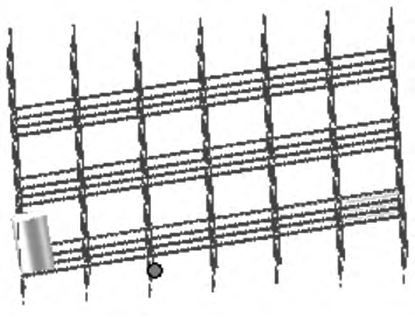
图3 货架外形结构
1.3.2 堆垛机
堆垛机在巷道中往返运行,自动移动、存取货物,实现货物的流动。典型的自动化立体仓库中每个巷道配备有1台堆垛机,为了减少堆垛机的数量降低仓库建设成本,出现了多个巷道共用1台堆垛机的形式。但是可变巷道式的堆垛机适用于出入库频率较低的场合。为了提高堆垛机的运送能力,堆垛机的货叉除常见的单叉外又出现了多叉,这时堆垛机就可以一次运送多个货物,目前比较常见的是双叉堆垛机。使用多叉的堆垛机可以大大减少堆垛机往返出入库台的次数。由于钢桶外形尺寸较大,自身质量相对较小,并不适合使用多叉或者单叉堆垛机。
现有的堆垛机都难以满足要求,主要有3个方面原因:
1) 不管是单叉还是双叉堆垛机都需要以出入库
平台作为缓冲,堆垛机还需在出入库平台和货架之间往返,它的输送能力并没有明显的提高。
2) 为进一步提高堆垛机的运送能力,仓库巷道中除了配有堆垛机以外还有传送带,尽可能地将钢桶送到离堆垛机最近的可用工位。仓库不使用托盘,现有的堆垛机无法将钢桶从传送带上叉起。
3) 钢桶质量较小,市场上的堆垛机负载能力过剩,为较高负载设计的运行速度也比较低,难以满足钢桶频繁出入库的要求,堆垛机需要重新设计。
本文中的堆垛机采用复合货叉: 典型托取式货叉加拨桶式货叉。堆垛机载货台底部装有1 对托取式货叉,可将钢桶托起; 载货台内壁两边分别装有1 只拨桶式货叉,货叉经过改动并装有挡料气缸,气缸活塞随货叉的伸缩可沿着货叉方向推动钢桶。堆垛机执行装载和卸载操作时2种货叉会做出不同的组合动作。堆垛机从货架转载钢桶和卸载钢桶到货架时,货叉和升降载货台的动作与典型的单叉堆垛一样,没有用到拨桶式货叉。堆垛机从传送带上转载钢桶时,如图4所示,开始时挡料气缸活塞、2对货叉保持缩回状态; 拨桶式货叉伸向钢桶,当它伸出一个桶径深度时,挡料气缸伸出; 拨桶货叉缩回把钢桶拉向堆垛机,托取货叉伸出接住钢桶,托取货叉完全接住钢桶后缩回,装载动作完成。
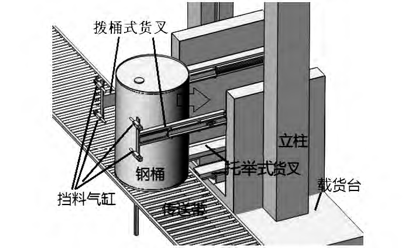
图4 变形货叉堆垛机装载示意图
货架卸载钢桶时,如图5所示,开始时挡料气缸活塞、2对货叉保持缩回状态; 托取货叉托举着钢桶传送带伸出,当它伸到位时,挡料气缸伸出; 拨桶货叉伸出把钢桶推向传送带,钢桶完全在传送带上时,所有货叉缩回,卸载动作完成。
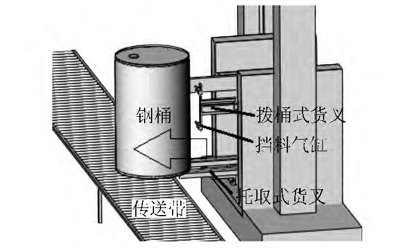
图5 变形货叉堆垛机卸载示意图
货叉均采用轻载型ham120×58货叉,如图6所示,货叉外形尺寸如表1所示。
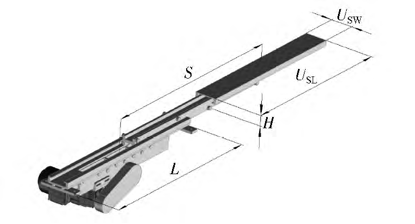
图6 Ham 120×58货叉
表1 货叉外形尺寸表
| 下叉长度L |
货叉行程S |
货叉高度H |
货叉宽度Wus |
上叉长度Lus |
1.500 |
1.600 |
0.058 |
0.120 |
1.500 |
另外重新设计后的堆垛机:行走速度为2.5~3.7m·s-1,加速度为1.0m·s-2;升降速度为0.4~0.8m·s-1,最大加速度为1.5m·s-2; 货叉伸缩最大速度为0.7~0.8m·s-1,变加速度控制,最大加速度为0.8m·s-2; 最大载荷为500N,额定载荷200N。
2 堆垛机工作周期
2.1 堆垛机工作方式与钢桶存取原则
钢桶每天有2万个钢桶入库和出库,仓库每天工作24h,每分钟有20000/(24×60)=13.89个钢桶进出,每条巷道负责13.89/4=3.47个钢桶。堆垛机要在60/3.47=17.29s内把钢桶从传送带上运送到货架上并回到待命工位。堆垛机一般的工作方式是在固定的出入库平台和目标货位往返。本文仓库巷道长53m,堆垛机最快行走速度3m·s-1,堆垛机在巷道中往返于出入库台和目标货位的时间为8.8s,留给货叉和升降台动作的时间只有13.0s。而且如果出入库台和目标货位较远时,堆垛机无法及时运送钢桶,必须设计相应的缓冲区,并采取相应的优化调度算法,仓库研发难度大大提高。
入库堆垛机初始时位于巷道入口,出库堆垛机初始时位于巷道出口处。货物的存取原则采取就近原则。所以堆垛机的下一个工位为总是最近可用货位,传送带总是把钢桶送到堆垛机所在位置,减少堆垛机往返路程。相同型号的钢桶相对集中的存放货架上。
2.2 堆垛机运行时间
2.2.1 载货台工作时间
升降载货台最大速度v=0.8m·s-1,采取变加速度控制,最大加速度为1.5m·s-2,速度曲线为抛物线,v=1.5t-0.7t2,加速到最高速度所需时间为t=1.07s,加速距离为0.582m。货架共3层,堆垛机初始高度为第1层,从第1层到达第2层的时间为1.07×2+(1.2-0.582×2)/0.8=2.19s,到达第3层的时间为1.07×2+(2.4-0.582×2)/0.8=3.69s。
2.2.2 货叉工作时间
货叉伸缩的最大速度v=0.8m·s-1,货叉速度曲线同样为抛物线,最大加速度可达0.8 m·s-2,v=0.8t-0.5t2,加速到最高速度所需时间为t=0.8s,加速距离为0.171m。货叉最大行程为1.6m,伸缩来回时间为2×[0.8×2+(1.6-0.171×2)/0.8]=6.35s。
2.2.3 堆垛机工作循环时间
由于堆垛机在连续装载、卸载钢桶时,不用往返于目标货位与出入库平台之间,而是直接从传送带上把钢桶送到货架上或者把货架上的钢桶直接放在传输带上。堆垛机连续装载时,如果完成某一列货架的装载工作,只需要行走一个货位宽度的距离,到达下一列。
所以堆垛机连续转载时平均工作时间约为[2×(6.35+0.25)+ 2×(6.35+2.19+0.25 )+2×(6.60+3.69+0.25)]/3=17.28s<17.29s(考虑到动作确认的延迟时间),故堆垛机的工作能力满足钢桶出入库需求。
3 仓库管理控制系统设计
仓库的管理控制系统可分为管理层、监控层和设备层3个部分。其中管理层采用B/S架构,使用J2EE的SSH框架开发,它以web应用程序的形式部署在服务器上。有管理权限的工作人员可以通过浏览器访问服务器完成出入库操作、库存控制与统计数据库管理以及出入库作业任务发布、生产计划、采购计划制订以及生产进度的管理等工作,是整个企业生产计划与调配的控制中心。
监控层实现执行机构的状态监测与动作控制,是保证自动化立体仓库正常运行的核心软件,它主要实现下列功能: ①将管理层软件下达的出入库任务指令分解为设备的动作指令; ②向设备下达动作指令,并检测其执行结果; ③对设备运行状态进行监测; ④将设备的状态信息和动作执行结果反馈给管理层; ⑤以简明清晰的形式将系统状态显示出来。设备层负责堆垛机的位置控制、速度控制以及输送机的控制等。PLC通过I/O点、通信口与传送带传感器、条形码扫描器、触摸屏相连,构成物流输送控制系统。
4 仓库物流仿真
自动化立体仓库系统运行过程具有离散性和不确定性。利用系统建模和仿真技术对自动化仓库的系统运作进行分析,可以有效地验证方案设计的合理性。
Flexsim 是一款商业化离散事件系统仿真软件,采用面向对象技术,并具有三维显示功能。钢桶自动化仓库在Flexsim 7.0 的建模仿真步骤如下:
1) 根据图2的布局构建仿真模型,选择对象库里合适的对象,并拖拽到仿真视图窗口中的适当位置,图7所示为整个仓库在 Felxsim 中仿真布局的俯视图。
2) 根据系统各对象之间的逻辑关系,连接相应的输入、输出和中间端口。
3) 设置参数,包括从生产线出来的钢桶的到达时间间隔,堆垛机运行速度,以及每个设备的尺寸的设置。
4) 编译代码,通过代码规定钢桶直接出库与进入货架的时机、货架货位分配规则和出货规则。
5) 仿真结果统计如表2所示。
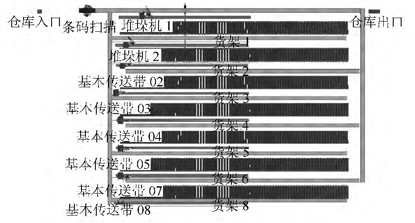
图7 仿真布局的俯视图
表2 堆垛机仿真准确状态图
| 堆垛机 |
状态/% |
空闲 |
忙碌 |
阻塞 |
行走 |
装载 |
02 |
15.63 |
0 |
0 |
61.47 |
22.90 |
04 |
20.57 |
0 |
0 |
61.82 |
17.61 |
06 |
9.60 |
0 |
0 |
62.39 |
28.01 |
08 |
16.50 |
0 |
0 |
78.48 |
5.01 |
任务最艰巨的入库堆垛机在24h的工作中的空闲率在9.60%~20.57%,未出现阻塞和过于繁忙状态,满足工作要求。
5 结语
本文设计的大型成品钢桶的自动化仓库,可以满足钢桶高频率出入库的需求,实现钢桶的自动化仓储。重力式货架保证了高度较低的仓库采用货架的仓储容量; 巷道中的传送带和特殊形式的货叉让堆垛机能够不用借用托盘在传送带上装卸钢桶,并连贯地执行出入库操作。堆垛机工作循环时间的计算和Flexsim 仿真验证了设计方案的合理性。

