电阻焊机控制箱及其电网平衡控制系统
文/于澄
摘要:介绍了具有电网平衡功能的QWDK系列电阻焊机控制箱, 对其原理和控制方案作了说明。对QS型电网平衡控制系统的方案、组成、原理进行了论述, 提出了该系统在汽车焊装生产线上应用的现实意义, 为均衡利用电网,减少网压波动, 保证焊接质量和生产过程提供了一种有效的方法。
关键词:电阻焊机控制箱;电网平衡;系统
随着汽车工业的快速发展及产量不断增加, 对汽车的质量要求不断提高。因此, 作为汽车生产的三大线之一的焊装生产线的规模也越来越大, 对焊接质量的要求越来越高, 每条焊装生产线电阻焊机的数量也在增加, 生产节拍加快。电阻焊机的工作特点是焊接时间比较短, 焊接瞬间需要较大的焊接电流。在电网设计容量有限, 在线焊机数量相对较多, 而当今焊机普遍使用强规范的情况下,供电变压器负载较重,造成网压下降,电网三相间产生不平衡, 焊接质量无保证, 严重时会造成跳闸停电, 影响正常生产。所以, 在新建焊装线或扩大焊装线规模时, 必须考虑较大容量的电力变压器或增容电力变压器。但是,在生产不饱和的情况下, 大容量的电力变压器又会出现大量的用电余额, 造成不必要的资金和能源的浪费。
针对目前许多汽车生产厂遇到的这一问题,我们在原WDK系列微电脑电阻焊机控制箱的基础上,开发出了具有电网平衡控制功能的QWDK系列微电脑电阻焊机控制箱和QS型电阻焊机电网平衡系统。其主导思想是利用电网“分时复用”技术, 把在线的需要工作的焊机的焊接时间错开, 按照QWDK控制箱申请焊接次序顺序排队, 根据确定的允许同时通电台数, 按照“先申请的排队在先, 排队在先的首先允许焊接” 的原则, QS上位机不间断地对提出申请的QWDK控制箱发出“允许焊接”或“等待”信号, 保证在线焊机同时通电台数不超过设定值, 以确保电网的平衡, 提高焊接质量,不失为解决焊接生产和电力紧张矛盾的较理想的办法。
1 QWDK系列电阻焊机控制箱
1.1 特点
QWDK系列电阻焊机控制箱是在WDK系列电阻焊机控制箱的基础上开发出的新一代产品, 具备完全的向下兼容性。它保持了WDK控制箱的诸多优点, 如: 同步恒流控制焊接电流、多脉冲、多规范、故障检测及自保护、高可靠性、可维性较好等, 各种型号的规范地址和外部接线同WDK控制箱具有同样的兼容性, 因此保证了新老用户使用的方便。增加了电网平衡控制接口,包括“申请焊接”信号、“允许焊接”信号和“故障”信号,具备了和上位机通信的能力。此外, QWDK控制箱对控制板改进了设计, 板上采用了快速接插件, 减少了维修时间。在控制箱面板上增加了“单点—连点”转换开关、“焊接—调整”转换开关和“故障”指示灯, 使用更加方便。
1.2 原理
图1为QWDK系列电阻焊控制箱的硬件原理图。QWDK控制箱最大限度地挖掘了单片机的硬件资源, 增加了群控接口。
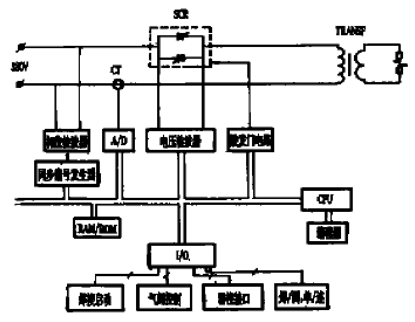
图1 硬件原理图
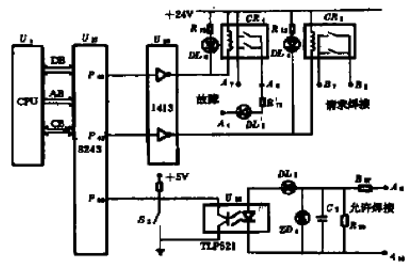
图2 群控接口硬件电路图
图2为QWDK控制箱群控接口的硬件电路图。所有群控信号都采用了继电器隔离或光耦隔离,传输信号电源由外部供给,提高了控制箱的抗干扰能力, S2开关作为群控功能的检测开关。对于WDK系列电阻焊机控制箱或其它型号的阻焊控制箱, 一旦启动焊接开关, 只要启动时间大于初期加压延迟和初级加压时间之和, 就将完成加压、焊接、维持、休止整个焊接过程。对于QWDK控制箱则有所不同, 如图3所示。
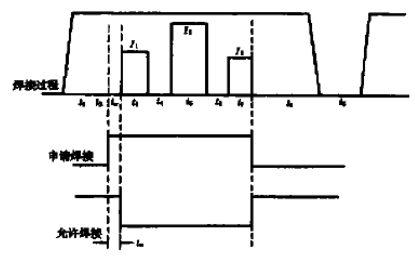
图3 焊接时序
t1-初期加压延迟;t2-初期加压时间;tW-等待焊接时间;
t3-第一脉冲焊接时间;t4-第一冷却时间;
t5-第二脉冲焊接时间;t6-第二冷却时间;
t7-第三脉冲焊接时间;t8-维持时间;t9-休止时间
QWDK控制箱在“加压”结束,“焊接”之前,确切地说,是在加压的最后一个周波, 发出“申请焊接”信号, 然后在大约3ms的时间里, 监测“允许焊接”信号状态,一旦信号有效,CPU将准备焊接的有关数据, 在本周波结束时如果数据准备好, 将进入焊接周期, 未准备好, 则自动增加一个周波用于准备焊接数据。如果在本周波结束时, 未检测到信号有效, 则自动增加一个周波, 即tW=1,以此类推, 程序流程见图4。
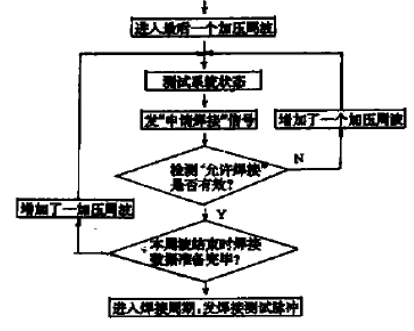
图4 软件流程
QWDK控制箱在“焊接”完成后,“维持”前释放“申请焊接”信号, 确切地说, 就是在“维持”周期的第一个周波释放“申请焊接”信号, 而不管有几个焊接脉冲,表明本焊机已经完成焊接, 让出电网的占用权。
由于采用了上述控制方案, 使QWDK控制箱具有了如下特点:
(1) 由于在加压结束时提出申请焊接, 维持开始时释放申请焊接,不占用加压和维持时间,可以减少系统中每一台在线焊机的等待时间, 最大限度地利用电网。
(2) 在多脉冲焊接时,一旦进入第一脉冲,将完成全部脉冲焊接,确保焊接工艺不受影响。
(3) 在连点工作方式下,每一点的焊接必须重新提出申请,避免因某些焊机处于连点工作方式,享有焊接优先权,而其它焊机总是处于等待状态。
(4) 等待过程只影响加压时间,对焊接工艺无任何影响。
1.3 QWDK控制箱扩展使用
QWDK控制箱如果不参与群控,而是单台使用,其电网平衡应答口也可以用来作为某些检测条件的输入,来控制焊接过程。控制箱的C PU在加压的最后一个周波要测试“允许焊接”信号, 我们可以把此信号作为传感器信号的检测输入, 如焊钳压力开关、水流开关、气压开关和其它检测器件, 如接近开关、光电开关等。当传感器信号为ON 时,进入焊接周期,否则继续加压等待,直至满足条件。最典型的应用就是对工艺要求较为严格的工件焊接时,在焊钳上加入压力开关,当由于各种因素而未达到规定压力时, 等待此压力条件,满足后方可进入焊接。此接口也可以用于自动焊机或多点焊机中, 为控制焊接过程提供了方便条件。
2 QS型电网平衡控制系统
2.1 上位机
利用QWDK电阻焊机控制箱,要完成电网平衡控制,必须有一套对在线焊机进行管理的系统。根据用户的要求和QWDK控制箱的特点,设计研制了一套QS型电阻焊机电网平衡控制系统。
作为电阻焊控制箱,由于加压、焊接、维持、休止均以电网周波为单位,工作的时间比较短,因此就要求系统的实时性非常强,运行速度非常快,以减少不必要的等待时间。另外,系统要适应工业现场环境,有较强的抗干扰能力,还要考虑用户使用方便、直观、便于操作。
从理论上讲,有多种方案可供选择,如利用PLC可编程序控制器或STD总线控制机均可以实现。为了更好地满足系统要求,选择了以486CPU为核心的工业控制机IPC,它具有较广泛的硬件支持, 多种模块化硬件接口电路和信号调理板, 与PC机的各种软件保持全兼容, 可以采用C语言编程, 具有良好的用户界面和图形显示功能。由于采用了486 CPU, 系统的运行速度非常快, 完全可以满足系统实时性的要求。工业级的机箱、CPU卡、接口模块和电源可以承受恶劣环境下的高低温冲击、振动、电磁干扰等。
2.2 系统组成
系统由IPC主机、打印机、监视器、键盘、电阻焊机电网
平衡控制机和QWDK控制箱组成如图5所示。
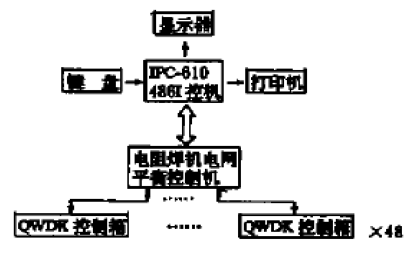
图5 QS群控机系统框图
IPC主机负责信号处理、逻辑判断、数据计算和输入输出控制、监视器、键盘和打印机为用户界面, 电阻焊机电网平衡控制机用于信号的输入输出和调理。每一台电阻焊机电网平衡控制机可以连接控制48台QWDK控制箱,每一系统中可以使用4台平衡控制机,即可以控制192台QWDK控制箱, 完全可以满足大规模生产的需要。
2.3 功能
(1) 具有灵活的人机界面,采用弹出式菜单,操作方便。
(2) 用户根据具体情况,可以随时修改同时通电焊接台数。
(3) 在非监控工作方式下,每台QWDK控制箱可以正常工作,不受上位机限制。
(4) 具有电网平衡控制和分相平衡控制功能。
(5) 可以远离焊机监视每台焊机的工作状态,包括故障情况。
(6) 对每台焊机的焊点数、故障发生次数等情况进行统计,有利于工艺管理和设备管理。
(7) 灵活的打印功能, 可以对焊点数、故障次数、故障发生和排除时间进行累计或单台打印, 生成统计报表。
(8) 方便的快速航空插头与QWDK控制箱连接。
(9) 最大控制距离可达300 m。
2.4 原理
由于采用了IPC,系统运行的实时性得到了保证, 因此采取巡回检测输入和输出的方法。当系统进入监控方式后, 上位机巡回检测每台焊机的“申请焊接”信号, 按照时间的先后顺序排队, 然后根据系统设定的允许同时工作台数, 确定哪些焊机可以进入焊接周波, 哪些焊机需要等待。当焊机释放“申请焊接”后, 上位机马上释放“允许焊接”信号, 让出占用电网的权力, 以便其它焊机使用电网。软件用C语言编写, 控制流程如图6。流程图中Sn 代表允许同时工作台数, m代表正在焊接的焊机台数, r代表可以增加的通电焊机台数, spq代表FIFO队列中等待焊接的焊机台数。
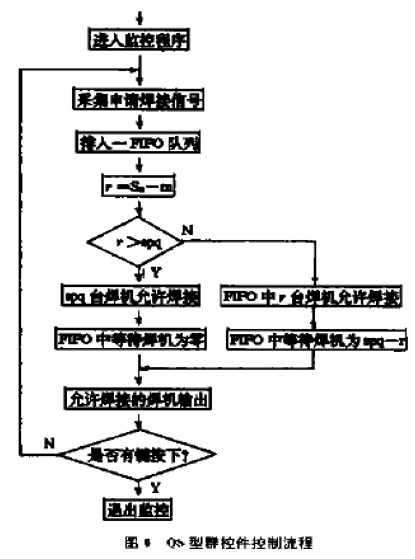
图6 QS型群控件控制流程
3 结论
QS型电阻焊机电网平衡控制系统, 配合QWDK系列电阻焊机控制箱的使用, 可以在不增加电网容量的情况下, 均衡电网的使用, 提高了焊接质量, 降低了生产成本, 节约了能源。虽然在某些时候某些焊机会增加等待时间, 但这个时间相对于整个焊接过程非常有限, 对焊接工艺和生产不会产生影响。从宏观上讲, 它可以提高电网的利用率, 保证生产的顺利进行。由于可以远离焊机, 在集中监控室也能看到焊机的工作情况和故障情况, 因此也为生产和设备管理、质量控制提供了方便。由于我国生产规模和电力紧张的矛盾已十分突出, 因此, 可以预测QS型电网平衡控制系统和QWDK电阻焊机控制箱, 将会在汽车焊装生产线上得到更广泛的应用。此系统已经在第一汽车集团公司第二轿车厂使用, 系统运行良好, 得到用户好评。

