辊式板料校平机型式的参数确定
文/邢伟荣
摘要:简要介绍了板料校平方式、辊式板料校平原理、常见辊式校平的型式及主要参数的确定方法。
关键词:辊式;校平机;型式;参数
1 概述
校平作为一种工艺手段广泛应用于冶金、船舶、石化、锅炉、金属成形等行业。金属板材的瓢曲、弧弯、波形等缺陷需要校平,有的金属板材在切割或冲压成形后也需要校平。通常金属板料的校平方式有机械校平和热矫正两种方式。根据校平原理,机械校平又可分为利用一次横向弯曲法完成的校平;利用拉伸法完成的校平;利用辅以一定位伸力的多次横向交变弯曲的方法完成的校平(图1)。常用的校平装备有以下几种:
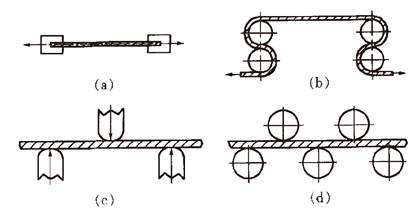
a)拉伸校平;b)张力校平;c)压力校平;d)辊式校平
图1 常见校平方式
(1)压力机上的校平是在活动压头和两个固定支点间,利用一次反弯的方法进行的校平,主要用于中厚板及板件的校平,这种方法生产率低且操作繁杂,精度不易保证。
(2)拉伸校平机或张力校平机上的校平是在板料的两端施加超过材料屈服点的张力,使其产生弹塑性变形,从而将板料校平,主要用于有色金属薄板的校平,但拉伸校平机生产率低且钳夹住的部分需切除,造成板料损耗。张力校平时无此缺点。
(3)辊式板料校平机上的校平是当板料通过交错排列的辊子之间时,利用多次辅以一定拉伸力的横向交变弯曲而使板料得到校平,可用于各种金属板料的冷态校平,是较为理想的板料和板件校平方式。由于辊式校平机生产率高且易于实现机械化,可单机或在线使用,因而其应用范围十分广泛。
通常,校平板材的屈服点、屈服点与强度极限之比、板坯尺寸、板料原始状况、校平精度要求、生产钢领、工艺流程或在线要求等是设计者和使用者设计、选用辊式板料校平机型式和参数的基本依据。
2 辊式校平的基本原理
辊式校平是在交错排列的上、下排工作辊之间进行的,其中一列工作辊位于另一列工作辊的空档中间形成交错的排列,上、下排工作辊之间的距离可以调节。校平时上、下工作辊之间的间隙应调节得略小于所校板材的厚度,且应保证其进口侧为完全塑性变形,出口侧为完全弹性变形。校平时当板料被啮入,工作辊利用材料的“包辛格效应”,对板料进行正反方向的多次交变弯曲,使多种原始曲率逐步变为单一曲率,最终变得光滑平整,板材残余应力减小且分布均匀。
辊式板料校平的弯曲变形过程符合弹性理论。
3 辊式板料校平机的型式及特点
3.1 辊式板料校平机的分类
按照工作辊的排列方式,辊式板料校平机可分为上辊单调式、辊列平行式和辊列不平行式三种机型(图2)。
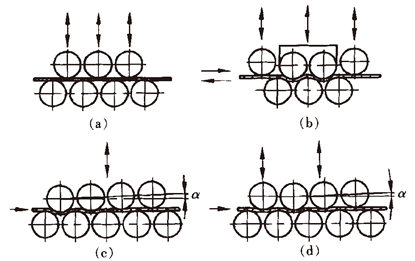
a)上辊单调式;b)辊列平行式;c)辊列不平行式;d)改进型辊列不平行式
图2 常见辊式板料校平机辊列排布
按照工作辊和支承辊的层数,带支承辊的辊式校平机可分为四层结构式和六层结构式两种。
按照上、下排工作辊间隙的调整方式,辊式校平机可分为上调式和下调式两种。
按照主机部分的结构,辊式校平机又可分为四柱式、框架式和箱式。
按照驱动方式,辊式板料校平机分为液压式和机械式。按照传动形式可分为带万向接轴传动、分辊主驱动和上、下排工作辊分别驱动的辊式校平机。
3.2 常用辊式板料校平机的特点
通常辊式板料校平机是按照工作辊的排列方式来划分的:即分为上辊单调式、辊列平行式和辊列不平行式。下面分别讨论这些结构形式的特点。
(1)上辊单调式板料校平机(图2a)
这种校平机的每根上排工作辊均可单独升降调整,由于一般不设支承辊,因此,工作辊直径和距离较大。
这种机型主要用于中厚板的校平,根据工作需要可方便地调整上、下排工作辊的间隙。由于工作辊径和辊距较大,因而其校平精度较差,一般用作粗校机或在线使用。
(2)辊列平行式和辊列不平行式辊式板料校平机(图2b)
辊列平行式辊式校平机上、下排工作辊排成互相平行的两列,上排工作辊(含两边导辊)可上下升降移动,同时两边导辊还可单调升降,主要用于中厚板校平。辊列不平行式辊式校平机上、下排工作辊呈一定角度,上排工作辊可上、下升降移动,同时相对下排工作辊可实现角度倾斜,主要用于薄中板校平,但最近几年有用于中厚板校平的趋势。这两种校平机均设有支承辊,均有较高校平精度,是目前应用最多的辊式校平机。
两种产品性能特点见表1。
表1 两种辊式板料校平机性能对比
| 性能 |
辊列不平行式 |
辊列平行式 |
校平原理 |
上下辊列呈一定角度,从入口侧至出口侧其开口度逐渐增大,板料的弯曲曲率逐渐减小,入口侧板料为塑性变形,向出口侧运动时其塑性变形程度逐渐减小,至出口侧为完全弹性变形。这种校平过程的变形特点:可以更好地校平板材的不规则弯曲,同时由于后面各工作辊始终给被校板一水平拉力,因此,特别有利于消除板材的内应力。其校平过程最符合校平原理 |
出口侧导辊的间隙必须使板料产生完全弹性变形,而在此之前至入口侧板料均为
变形程度相等的弹塑性弯曲 |
运动状况 |
进出口板料有一定速度差,板料与辊子可能出现相对滑动摩擦 |
进出口板料速度差很小 |
喂料状况 |
不利于板料的咬入 |
导辊可单独升降调整,有利于进料 |
整机受力 |
整机受力较小(为辊列平行式的0.9倍) |
整机受力较大 |
主电机功率 |
较小 |
较大 |
机器结构 |
较复杂 |
较简单 |
使用性能 |
一般为单向进料,主要用于薄中板,有用于中厚板的趋势 |
可双向进料,反复校平,主要用于厚板 |
校平精度 |
较辊列平行式高 |
较辊列不平行式低 |
由上表可见,辊列平行式和辊列不平行式辊式板料校平机由于结构不同,其使用性能和特点也有差异。
近几年来,随着校平机技术的发展,出现了改进型辊列不平行式辊式校平机,变辊距辊式校平机。国外还出现了可自动调整校平力、自动补偿工作辊弹性变形的液压校平机。
改进型辊列不平行辊式校平机(图2d)吸收了辊列不平行式辊式校平机的优点,同时由于其入口侧上排第一根工作辊可单独上下移动一个较小的距离,因而大大改善了板材的咬入条件。
变辊距式辊式板料校平机采用了大小辊组合排列式,根据所校平板材的不同厚度,通过调整工作辊的压下和提起,使不同的工作辊参与校平。这种机器校平板料厚度范围可达10倍,且校平精度较高。
可自动调整校平力、自动补偿工作辊弹性变形的液压校平机用于特别难校平,且校平精度要求高的板料或板件(如淬火后的锯片)的校平,其校平精度可达0.1mm/m。
4 辊式板料校平机参数的确定
辊式板料校平机的参数包括工作辊距t、工作辊径d、辊数n、辊身长度L和校平速度v等,正确选择和确定这些参数对保证校平质量、机器结构尺寸的合理性和功率消耗等有着重要影响。
(1)辊距t
辊距是辊式板料校平机最重要的参数,它决定了校平板料的厚度范围、机器的结构尺寸,同时影响着传动功率。
选用或确定辊距时,既要满足校平最小板厚时的质量要求,又要满足校平最大板厚时的强度要求。
最大允许辊距tmax为:
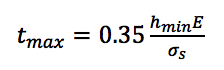 (1)
(1)
式中:hmin——板料弹性模量,mm;
E——板料弹性模量,MPa;
σs——板料屈服点,MPa。
假定D=0.95t,接触应力不大于2σs,按接触强度导出的最小辊距tmin为:
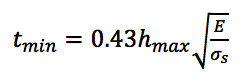 (2)
(2)
式中:hmax——校平最大板厚,mm。
按工作辊的扭转强度导出的最小辊距tmin为:
 (3)
(3)
式中:b——校平最大板宽,mm;
σ0——工作辊许用扭转强度,MPa。
tmin按式(2)和式(3)分别计算后取大值。
最后确定辊距tmin<t<tmax(尽量取小值),并应按JB 1465圆整。
(2)辊径D
辊列平行机可取为(0.85~0.9)t,在大型机器中还可取到0.7t。辊列不平行机D可取为(0.9~0.95)t。
(3)辊数n
增加辊数就是增加板料的交变弯曲次数,从而提高校平精度,但也会增加加工硬化和机器的功率并使结构复杂,因此,在保证校平质量的前提下,应尽量减少工作辊数。
薄板比厚板更难校平,因此,板材越薄,板宽与板厚的比值越大,其瓢曲和弧弯等缺陷越严重,应该减小辊距以增加板材的弹塑性弯曲变形。但由于tmin限制,辊距不能选得太小,为此常以增加辊数来改善校平质量。因此,板材越薄,板宽与板厚的比值越大,板材屈服点越高,工作辊数目应越多。
辊式板料校平机工作辊数量≥5辊,一般为5~29辊。
(4)辊身长度L
L取决于最大板宽bmax,一般按L=bmax+(100~300) mm来选用。
(5)校平速度v
对于单独设置的辊式板料校平机,校平速度v取决于校平机的生产率要求,并应考虑板材的规格和温度。一般热校时速度高些,冷校时速度低些;校薄板速度大些,校厚板速度小些。建议校平速度4~20m/min。
对于设置在生产线上的校平机,其校平速度与生产线速度相匹配,并常常是可调的。
5 结束语
以上简单介绍了辊式板料校平机的校平原理、型式、特点及主要参数的确定方法。选择合理的辊式板料校平机型式及参数,不仅可以保证最大限度的满足用户要求,也是设计者保证所设计的产品结构先进、功能合理、成本低、使用维修方便的需要。

