|
数控剪板机钢带纠偏系统
文/凤巢
一、液压系统
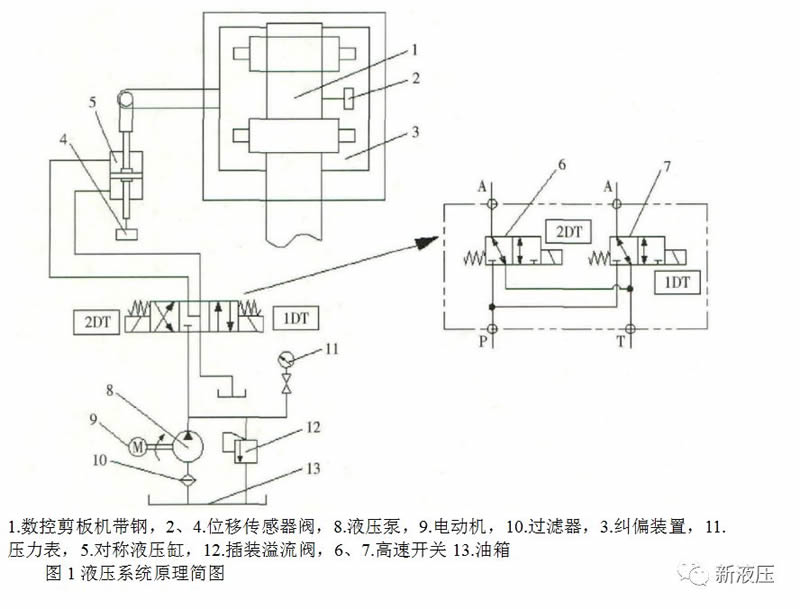
某数控剪板机是新引进设备,其中带钢纠偏系统在液压系统的设计上,采用PWM控制高速开关阀进行位置控制。实验中采用两个高速开关阀组成的中位机能为Y型的三位四通换向阀,用它组成阀控缸位置控制系统。主要目标是满足系统性能要求的前提下,选用质优价廉的器件,电液数字控制系统的设计选择控制精度高、成本低的数据采集卡实现。
将液压系统设计成集中配置型(液压站),将系统的执行器(液压缸)安放在纠偏装置上,而将液压泵及其驱动电机、辅助元件等独立安装在纠偏装置之外,即集中设置所谓液压站。其中液压站设置在纠偏装置旁侧,作为执行器的液压缸置于纠偏装置侧方,液压站通过高压橡胶管将液压油传递至液压缸,从而驱动活塞杆进行纠偏。
液压回路如图1所示。在工作时液压缸的移动通过高速开关阀来实现,液压缸输出压力的大小由插装溢流阀调节,溢流阀的调节压力为10MPa。
二、泵站与液压缸
1 数控剪板机带钢纠偏泵站
在整体的运行过程中,主要工作是完成油箱的设计以及泵站装配设计并提供实验数据。泵站中油箱的作用有存储油液、散发油液热量、溢出空气、分离水分、沉淀杂质和安装元件。本油箱采用开式油箱,为防止灰尘进入油箱内采用了空气过滤器与大气相通,同时空气过滤器也作为注油器使用,油箱顶上设置了温州远东的QUQ1-10×1.0空气滤清器。因为油箱顶部安装液压泵组,为避免产生振动,油箱顶板的厚度设计为侧板厚度的2.5倍为10mm,并且液压泵组与箱顶之间设置了隔振垫。
油箱箱顶与箱壁之间为不可拆连接,为了便于用手清理油箱所有内表面,在油箱的前后箱壁上各设置了一个清洗孔,并且清洗孔的法兰盖板可以由一个人完成拆装,可以方便的清洗油箱。
在油箱的侧壁上设有YWZ-200T液位计,可以方便的观察油液的容量,同时液位计附带温度计的结构,可以观察油温的情况。油箱的箱底设计成倾斜的,在最低点处设有放油塞(M22x1.5)方便油箱清洗和油液更换,为此,箱底朝向放油塞倾斜,倾斜坡度取1/25这样可以促使沉淀物(油泥或水)聚集到油箱中的最低点。为了便于放油和搬运,把油箱架起来,油箱箱底离地面高度120mm。油箱设有支脚,支脚单独制作后焊接在箱底边缘上;支脚有足够的面积,可以用垫片或楔铁调平。
为延长油液在油箱中逗留的时间,促使更多的油液参与在系统中循环,从而更好地发挥油箱的散热、沉淀等功能,设置了内部隔板,隔板把系统回油区与吸油区隔开,使油液在油箱内沿着油箱壁环流,便于油液热量的散发,并且隔板的高度不低于液面高度的2/3;隔板下部开有缺口,以使吸油侧的沉淀物经此缺口至回油侧,并经放油口排出。油箱尺寸:长750mm,宽550mm,高395mm。
2 数控剪板机带钢纠偏的液压缸
从现有的量程为-40~+40 mm的位移传感器,以及溢流阀最大10MPa的溢流压力考虑,液压缸输出压力在溢流阀最大溢流压力的情况下输出压力要小于等于2t,并且不需要太大的行程。根据F=pA其中F为力,单位为N;p为压强,单位为Pa;A为面积,单位为mm2;计算得D=40mm,d=22mm。液压缸的行程取10cm。
液压缸为双作用对称液压缸。液压缸的安装方式采用头部法兰型,此种安装方式使安装螺钉受拉力较大。活塞杆为实心杆,端部采用外螺纹结构,便于安装位移传感器。液压缸置于纠偏装置侧方,液压站通过高压橡胶管将液压油传递至液压缸中,从而驱动活塞杆进行纠偏。
三、试验与结论
1 数控剪板机带钢阀控缸试验
针对数控剪板机带钢纠偏装置进行试验,以检验系统的实用性,利用阀控缸系统对普通电磁换向阀和高速开关阀的精确位置控制进行对比试验,以找到精确位置控制的方法。
(1)数据采集卡性能的测定
向数据采集卡的模拟量输出通道输出正弦波信号,从模拟量输入通道对输出信号进行数据采集。
(2)确定系统的采样周期
从控制性能来考虑,采样周期T应尽可能地短,但采样频率越高,计算机的运算速度要求越快,存储容量要求也就越大,计算机的工作时间和工作量也随之增加。另外,采样频率高到一定程度,对控制系统性能的改善就不显著了。但是如果计算机的运算速度以及D/A、A/D的转换速度一定,采样周期增大,就可以允许计算机计算更复杂的算法。从这个角度上来看,采样周期应取的大些。但过大的采样周期又会使控制系统的性能降低。因此,选取一个合适的采样周期对控制系统的性能至关重要。
(3)控制系统信号滤波实验
在实际控制过程中,存在很多外界干扰,这种干扰如果不滤除或减弱,无论是系统采集信号或输出控制信号都有可能造成信号失真,使系统的控制性能变坏甚至无法控制,因此在该系统实现压下力控制之前先要完成系统的信号滤波实验。
(4)普通和高速电磁换向阀控制实验
普通电磁换向阀响应时间长,很难得到精确的位置控制,实验采用高速开关阀的PWM控制,能到精确的位置控制方法。
2 小结
系统应用到带钢纠偏设备上以后使带钢卷取整齐。成果主要有以下两个方面:
(1)验证了采用高速开关阀进行电液数字控制的可行性。设计阀控缸系统的结构,分析表明:高速开关阀PWM控制液压缸系统可以实现位置的伺服控制。
(2)搭建了开关阀PWM控制液压缸的位置系统硬件平台并进行测试。硬件系统采用模块化设计,包括液压缸及其位置检测、高速开关阀及其PWM驱动、液压源及阀组、数据采集卡等。调试和实验表明:系统实现了以位置差为参变量的PWM占空比调节比例定位控制,控制周期为20ms,控制精度可达0.1mm,达到了预期的设计目标,并且系统结构简化、控制方便、重复性好。
|

