|
钢桶盖冲孔锁口二合一模具设计
文/吴建平
【摘要】通常钢桶桶口件的锁口是先用冲孔翻边模对桶盖冲孔翻边,然后再用锁口模将桶口件法兰通过冲好的翻边孔铆合在桶盖上。锁口二合一模具结构不是二道工序模具的简单叠加,通过分析不同料厚桶盖对锁口的影响,阐述了二合一模具设计的结构特点。
关键词: 钢桶盖;锁口; 二合一;模具设计
1 制件成形工艺分析
在钢桶桶盖上一般都会有大小各一的2"注入口和3/4"透气口(由法兰和螺塞组成的桶口件),通常在钢桶桶盖设置桶口件法兰的方法是:先用冲孔翻边模冲出翻边了的大小孔,然后再用另一副铆合模将大小法兰锁口在大小孔内。图1为法兰形状;图2为桶盖翻边孔和锁口后的形状;图3为冲孔翻边模结构;图4为锁口模结构。
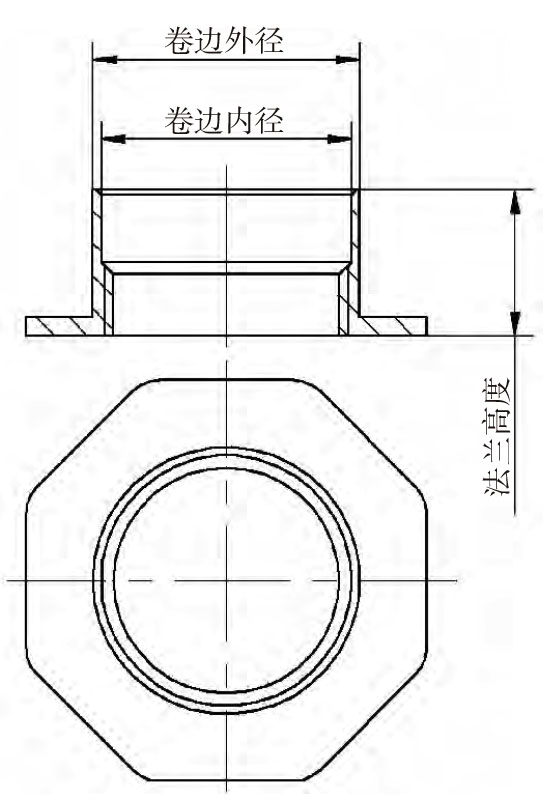
图1 法兰形状
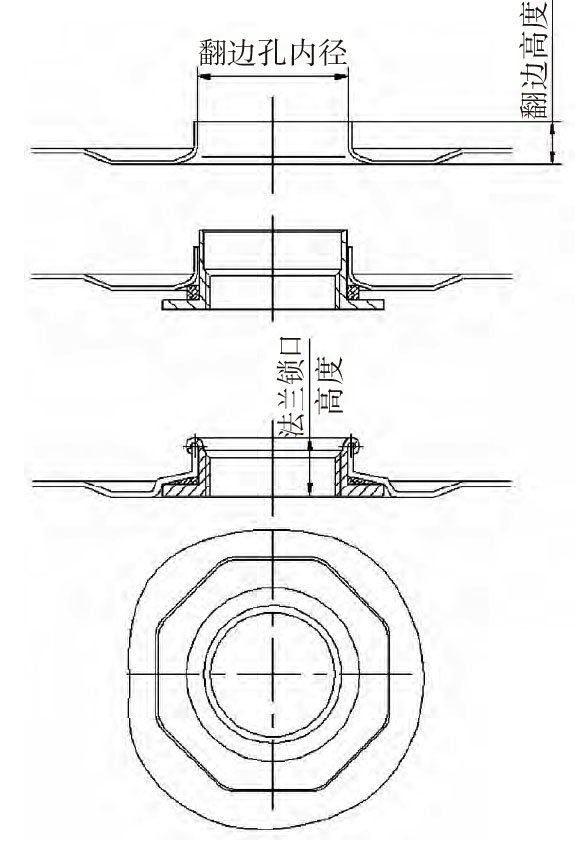
图2 桶盖翻边孔和锁口后形状
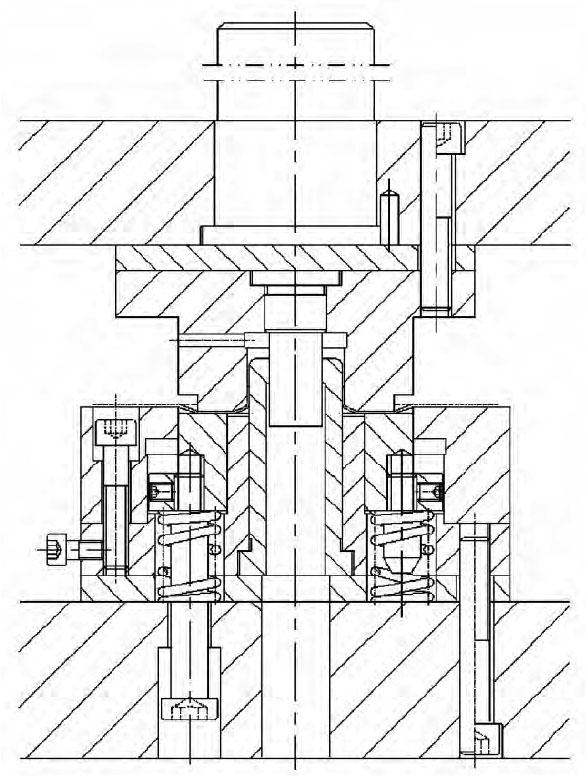
图3 冲孔翻边模结构
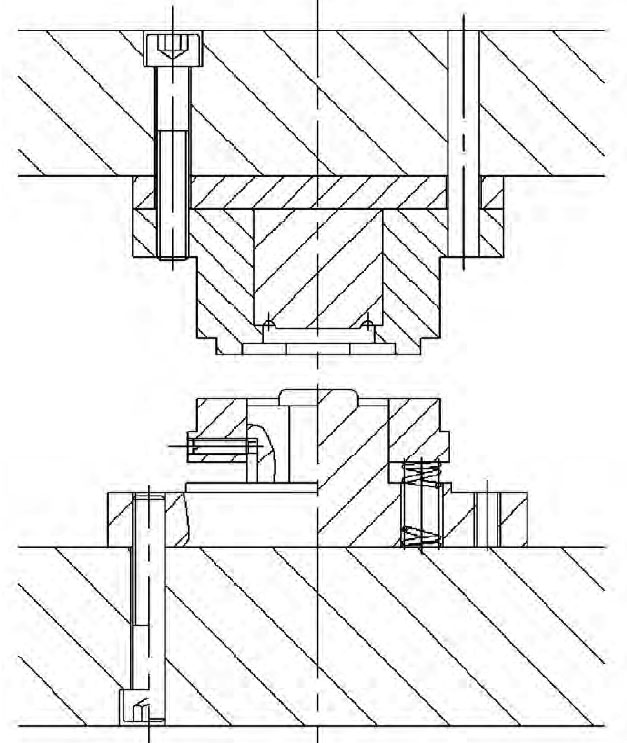
图4 锁口模结构
由于桶盖翻边孔的高度小于相对应的桶口件法兰高度,在锁口过程中仅有法兰卷边部位进入锁口模芯R 部位参与卷边;且由于桶盖翻边孔的内径一般大于法兰卷边部位外径,因此桶盖翻边孔不对法兰产生任何径向收紧作用,使法兰能顺利通过桶盖翻边孔卷边。
现在为降低成本提高效率,在生产无内涂钢桶时,试着把原来的冲孔翻边模和锁口模合二为一,形成一种叫冲孔锁口二合一模具。使用时,只要预先将桶口件大小法兰放置在模具下模相应位置上,直接将桶盖放入后冲压即可。最初的模具结构是原来两道工序模具的简单叠加,如图5所示。
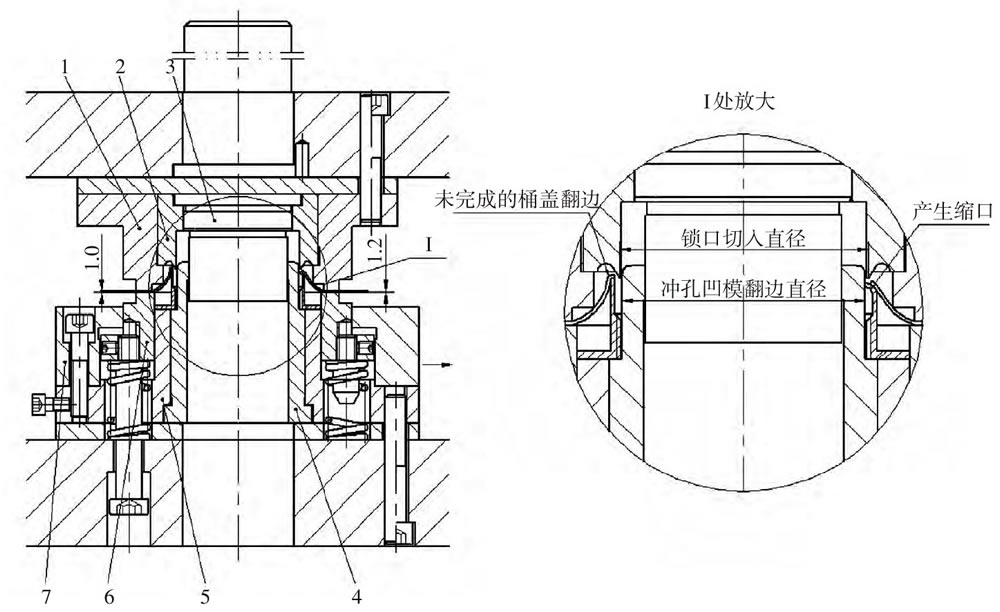
图5 原模具结构设计
1-八角凹模;2-锁口模芯;3-冲孔凸模;4-冲孔凹模;5-八角凸模;6-八角定位;7-压筋圈
2 试验与分析
由于预先将法兰套在冲孔凹模翻边直径上,因此桶盖冲孔后的翻边不再由冲孔凹模翻边直径单独进行,而是紧接着由桶口件法兰的卷边外径一同完成的。
再由于桶口件法兰卷边的壁厚大约1mm左右,一般不会超过1mm,而桶盖材料主要有δ0.5mm、δ0.8mm、δ1.0mm、δ1.2mm、δ1.5mm等几种。试验过程中发现:
当桶盖材料在δ1.0mm以下时,翻边过程中法兰卷边部位能够克服桶盖翻边对它产生的径向收缩力,法兰卷边部位不产生缩口现象(形状不变),能进入锁口模芯R 槽顺利卷边;同时由于锁口模芯在八角凹模中的配深和八角凹模固定不动的影响,法兰卷边部位口部存在刚好完成或没有完成的桶盖翻边(见图5放大图),使模芯卷R槽内同时包含二者,随着锁口模芯卷R槽的切入,不仅桶盖翻边孔被涨大,还会产生法兰向外卷的同时桶盖翻边向内卷的状况,使卷边无法完成,故δ1.0mm桶盖锁口桶口件法兰的成功率仅为80%左右。
当桶盖材料在δ1.0mm以上时,翻边过程中法兰卷边部位已不能够有效克服桶盖翻边对它产生的径向收缩力,法兰卷边部位口部产生缩口,最小缩口内径为冲孔凹模翻边直径,由于小于锁口模芯R 槽卷边锁口切入直径(见图5放大图),缩口部位被模芯进一步压下产生反卷,故δ1.2mm桶盖锁口桶口件法兰的成功率几乎为零。
为解决桶盖料厚小于δ1.0mm的现象,桶盖在冲孔后的翻边必须提早完成,此时需将原设计中八角凹模的固定结构改为上下活动方式,不光要提前完成翻边,而且还要将桶盖翻边孔压向法兰八角平面,使锁口模芯R 槽内仅有法兰卷边部位参与卷边。
为解决桶盖料厚大于δ1.0mm的现象,必须使锁口模芯卷R 槽的锁口切入直径小于冲孔凹模的翻边直径,此时需将原设计中冲孔凹模的固定设计也改为上下活动方式才能完成铆合。
3 模具改进设计
考虑到上述因素,先用单模作试验,设计了新的锁口模具,如图6所示。
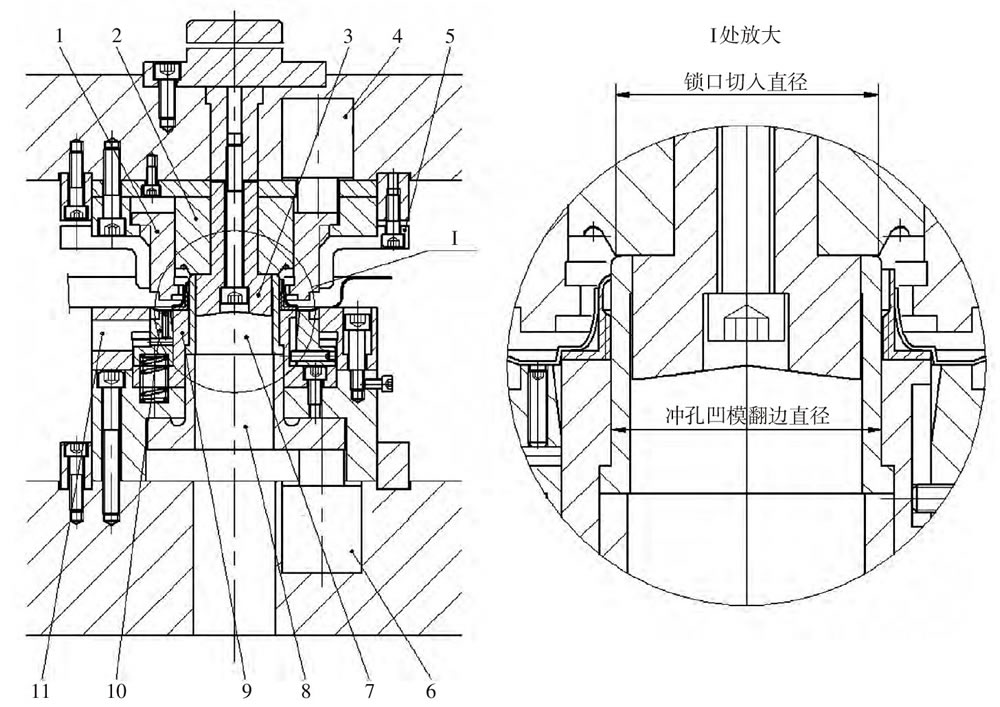
图6 改进后小桶盖冲孔锁口二合一(单)模结构
1-八角凹模;2-锁口模芯;3-冲孔凸模;4-氮气弹簧;5-凸台凹模;6-氮气弹簧;
7-冲孔凹模;8-顶圈;9-八角凸模;10-八角定位;11-压筋圈
改进后模具与原模具的明显区别是上模的八角凹模和下模的冲孔凹模都做成可以上下活动的结构,在八角凹模的上方和冲孔凹模下顶圈的下方均配置氮气弹簧,提供给八角凹模足够的提前翻边力和冲孔凹模应对冲孔的冲裁力。为降低冲裁力,设计将冲孔凸模做成斜刀口。锁口模芯卷R 槽的切入直径小于冲孔凹模的翻边直径,保证缩口变形的法兰卷边部位也能顺利进入R 槽卷边。
钢桶桶盖的锁口过程是:先将法兰,然后将桶盖放置模具上→冲床滑块下移冲孔→八角凹模在氮气弹簧力作用下压下桶盖,使孔口分别通过冲孔凹模翻边直径和法兰卷边部位外径翻边,完成后把桶盖压向法兰八角平面→滑块继续下移,法兰卷边部位进入锁口模芯R 槽卷边,直至八角凹模压出八角并且法兰铆合后的高度符合工艺尺寸要求,取出桶盖,锁口完成。
模具使用后效果良好,可对不同材料厚度的桶盖锁口。冲孔凹模经受住了抗压抗疲劳试验,需要注意的是冲孔凹模上下活动的润滑应与导柱导套的润滑一样对待。
4 模具的扩展设计
为适应200L以上钢桶不同规格桶盖对注入口边距和透气口中心距的不同要求,除桶盖圆周定位可调外,中心距也设计可调;对八角边缘的环状凹筋和凸筋要求,可在上下模添加不同的压筋圈解决;并设置刻商检钢印部分,模具结构如图7所示。
此模具按J21-100B开式压力机(徐锻)和全自动冲压流水线设计(也可人工冲压),大法兰锁口组件固定不动,小法兰锁口组件做成可调。调节中心距时,松开上下模座固定板上的固定螺钉,旋出定位销螺钉后把小法兰锁口组件移动到需要的中心距,再将定位销螺钉旋入相应的定位销孔后紧固固定螺钉即可。
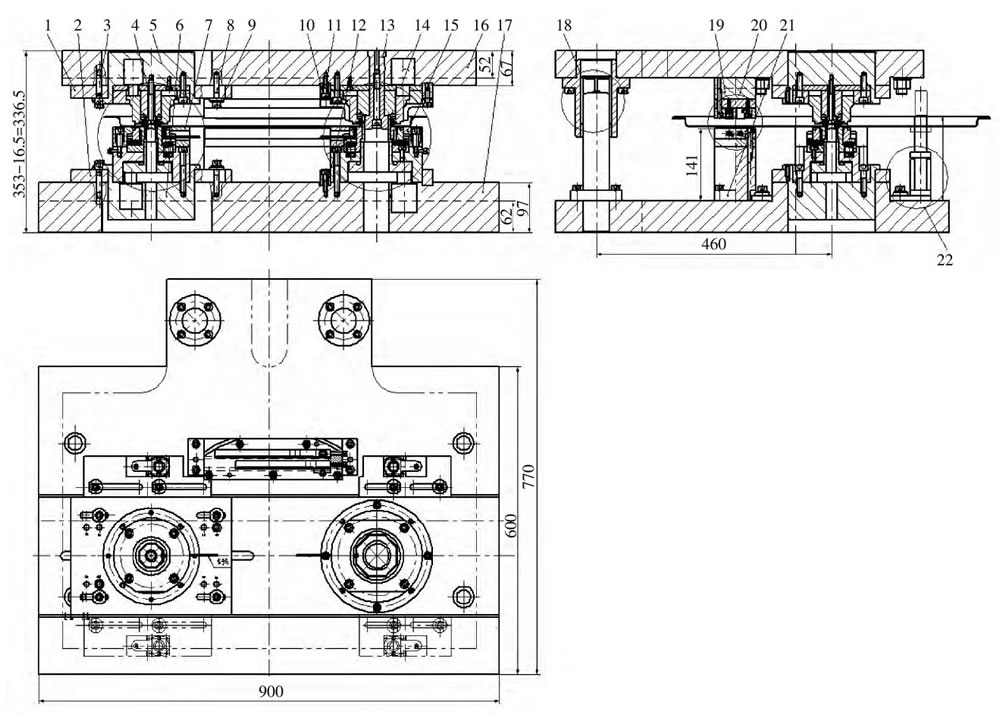
图7 大桶盖冲孔锁口二合一模具结构
1-上模座固定板;2-下模座固定板;3-定位销螺钉;4-小法兰锁口组件;5-小法兰移动上模座;6-小法兰移动下模座;7-小法兰压筋圈8.内六角螺钉;9-垫圈;10-大法兰组件上定位圈;11-内六角螺钉;12-大法兰组件下定位圈;13-吊紧螺母;14-大法兰锁口组件;15-大法兰压筋圈;16-上模座;17-下模座;18-导柱导套组件;19-字模上垫板衬板;20-钢印字模组件;21-字模下垫板衬板;22-桶盖圆周定位组件
5 结束语
钢桶盖冲孔锁口二合一模具的设计应考虑不同材料厚度桶盖对桶口件法兰锁口过程中的作用力影响,模拟桶盖与法兰在此过程中的几何变化,找出锁口失败的原因和应对的办法,才能设计出成功的产品。
作者简介:吴建平,男,1964年生,江苏无锡人,助理工程师,在无锡四方友信股份有限公司从事模具设计工作。
|

