|
力尔威钢桶预卷机安装使用说明书
文/王玉生
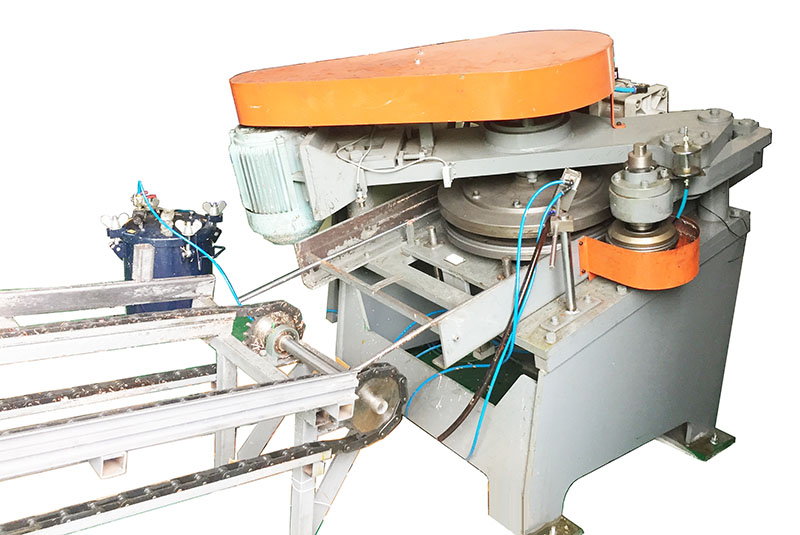
一、设备简介
1、设备作用
预卷机的设计目的是用来卷桶盖和桶底的边,以利于桶身和桶盖、底在卷边卷封时能有效的锁紧。
2、工作过程
本机有一个带角度的底座。底座的两端装有轨道,料靠自身重力滑入和卷边后滑出。在它的中间有带有卡盘的升降台,由底部的气缸带动上下。当料行至中间时升降台将料送至上部结构和驱动部位。上部结构有一个驱动卡盘、一个预卷轮、一个喷胶枪组成驱动卡盘由主电机通过V型带带动,预卷轮由气缸推动,喷胶枪将密封胶在卷边过程中加入卷边中,除去二次加工的时间人力。
3、技术优点
本机进出料的轨道表面镀铬保证光洁度,以至于料能顺利滑入滑出,且不易损伤料表面。预卷轮由硬材料制作,卷边R槽由数控车加工保证卷边质量,轮子整体真空淬火硬度保证。全程由进口PLC监控控制,无需人为二次操作,所使用的传感器有精度高、反应速度快、寿命长等特点保证该设备的长期稳定运行。
4、设备参数
设计效能:12/min
最大桶直径:571.5mm
厚度范围:0.8~1.2mm
驱动马达:5.5kw
卡盘气缸缸径:160mm
预卷气缸缸径:160mm
进给高度:1200mm
出料高度:580mm
空气压力:0.2~0.8MPA
预卷压力:0.3~0.4MPA
卡盘压力:0.2~0.4MPA
胶水压力:0.2~0.4MPA
质量:2000KG
电源:380V 3P+N+PE
二、安装调试
1、安装
本机采用水平地基安装,位置确定之后用膨胀栓固定。
2、调试
1)电源接通后,点击“主启动”卷边大盘顺时针运转为相位正确。
2)预卷轮调节
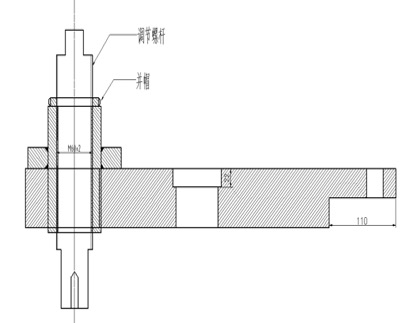
上图所示预卷轮安装架 ,调节时需将并帽松开,转动调节螺杆正时针预卷轮下降,逆时针预卷轮上升。调整完毕后务必将并帽锁紧。
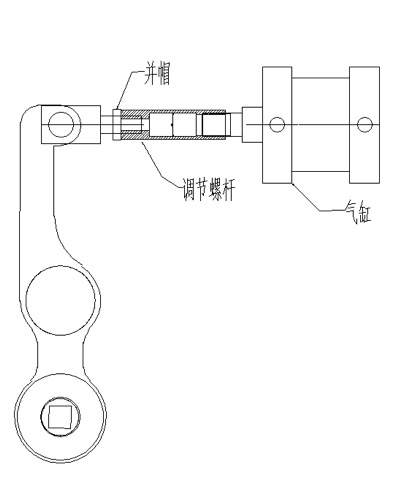
上图所示的是预卷轮推进机构,主要影响卷边大小,调节时将并帽松开,转动调节螺杆,顺时针卷边变大,逆时针卷边缩小。调节完毕锁紧并帽。注锁不紧将出现卷边不稳定!
三、操作规程
1、使用注意
本设备为全自动设备,运行状态下请勿将手伸入卡盘中,以免造成伤残。
2、使用方法
1)将急停打开,“自动 手动”开自手动位置
“主启动”运行大盘、“输送启动”运输与预卷机相衔接的输送、“大盘托起”运行托起大盘、“预卷轮”运行预卷轮推进气缸、“注胶”运行胶枪、“前挡”运行入口档盖器、“后档”运行出口档盖器。
电箱内时间继电器控制注胶时间
“时间加” :
时间加+大盘托起(自动状态):延长感应到盖之后大盘托起的反应时间,反之时间减+大盘托起则是缩短以下类同。
时间加+预卷轮:延长夹盖后预卷轮推进的反应时间,反之则缩短
时间加+注胶:延长预卷后注胶的反应时间,反之则缩短
注意组合键使用时速度要快,同时按不要超过3秒,否则清零该段时间。
2、自动运行
一切准备就绪,检查气压,以及机器内有无异物,将“自动手动”开至自动点击“启动”即可。
四、故障检修
故障表现 |
原因 |
解决方法 |
备注 |
自动有盖不托起 |
有盖感应器位置不对 |
停机调整感应器 |
感应器正常没盖时绿灯亮,有盖时绿灯红灯一起亮 |
托起气缸下位置感应器不亮 |
调整感应器位置或更换 |
|
自动状态进盖档盖器一直档起状态 |
PLC记忆有盖未出 |
用治具感应一下出盖感应器 |
|
盖托起后停机 |
气压不够 |
检查空压机 |
|
托起气缸上位感应器未感应 |
调整或更换 |
|
盖子经常夹偏 |
托盖导轨不平 |
调整 |
|
托盘反应过快 |
增加托盘反应时间 |
|
胶水飞溅 |
注胶反应过快 |
增加注胶反应时间 |
|
|

