| |
200升钢桶内外喷漆射流自控装置
文/海十三
我厂技术人员经过实践,学会了射流技术,在近年成功研制一台钢桶外身喷漆射流自控装置。经过几年来的不断改进,已逐步稳定,可大大减轻劳动强度并改善劳动条件。从而节省了劳动力,使产量有了提高。用该设备,花钱少,成效快,结构简单,维修方便,又比较容易掌握。我们在实践中总结了钢桶外身喷漆的经验,再接再励搞成了钢桶内壁烘漆的喷涂和气动转向器的射流控制,实现了钢桶内身喷涂射流自动化控制。现将上述各部分工艺要求、线路,分别叙述如下:
一、油桶外身喷漆工艺要求与线路
我厂生产的200升钢桶高900毫米, 直径560毫米, 工艺要求在这900毫米长的桶身上和直径小560毫米的底盖上要喷涂一道油漆。我们首先使铁桶卧倒以200转/分的速度旋转, 由气缸Q Z1(900毫米长)的行程来控制喷涂桶身的工作。我们采用计数触 发器元件来控制它。而桶底由于面积较小, 喷枪开启时间只需三秒钟就能完成喷涂工作, 所以我们采用双稳态元件和气动延时器来完成喷底和自动停枪的工作。
使以上二个部分组合起来, 在这个基础上制成了这台喷漆射流自控装置。具体线路如图1所示。经三年多来的实践应用, 效果较好。
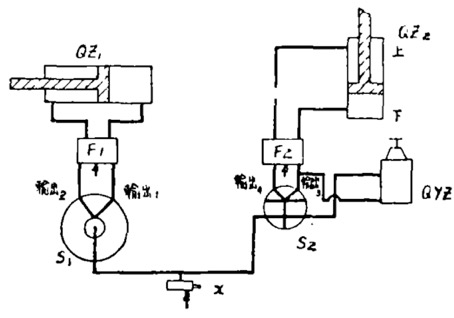
图1 钢桶外身射流喷漆工艺示意图
工作原理:
当指令X有信号时, 计数触发器元件S1输出1有气, 经双向升压器F1放大, 气缸 QZ1由左向右移动, 带动喷枪工作, 同时双稳元件S2输出3有气, 分二路,一路经双 向升压器F2放大推动气缸 QZ2工作,从下向上将喷枪打开进行喷底;另一路到延时器QYZ,延时3秒钟后正压切换,S2输出4有气,经双向升压器F2放大推动气缸QZ2复原,喷枪停止工作, 至此,完成一个钢桶的喷涂工作。
二、 钢桶内壁防腐蚀烘漆的喷涂工艺与线路设计
我们在射流控制油桶外身自动喷涂的基础上进一步研制成功了钢桶内壁的喷涂自动控制。在这台控制装置内,我们采用一只双稳元件,一只延时器来完成三个动作:
(1) 桶身输送上车;
(2) 长气缸带动喷枪进行内壁喷涂;
(3) 喷完后将桶身推出车子进入轨道送进烘道。线路分布如图2所示。
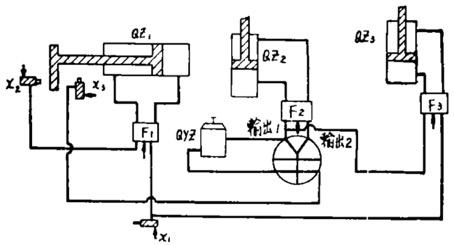
图2 钢桶内壁射流喷漆示意图
工作原理:当指令X1有信号时升压器F1放大使空气缸QZ1动作,喷枪开始工作, 碰上X2有信号时升压器F1切换,气缸QZ1复原,来回一个行程,完成喷涂工作,当回到底时活络撞块使X3发讯到双稳元件S1,输出1有气,分三路,一路至升压器F2放大后使气缸QZ2动作,带动翻钩将桶推出车外,顺轨道进入烘箱;一路至 升压器F3放大后送桶机构工作将桶送上车;另一路至延时器QYZ2秒钟后正压切换, 输出2有气, 经升压器F2放大后, 气缸QZ2复原,此时由气缸QZ3控制的送桶机构已 将桶子送上车,指令X1发出信号,使送桶气缸QZ3复原,就这样周而复始实现自动控制。
三、射流控制气动转向器
钢桶内壁喷涂好耐腐蚀烘漆的桶身经烘道输送到炉后时(烘道温度在260~280 ℃), 过去必须有一个工人在高温下将出炉的桶身转一个90度的圈子,一只一只的踢进车间。为了改善劳动条件, 我们经过不断摸索试验, 采用齿条与齿轮来旋转90度直角, 成功地制成了气动转向器。其线路如图3所示。
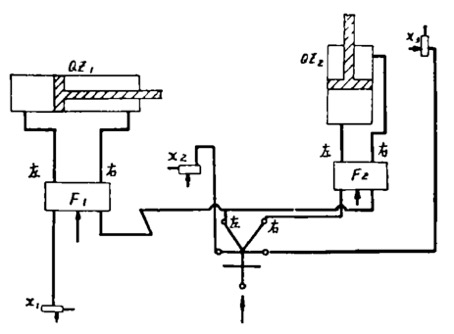
图3 射流控制气动转向器示意图
工作原理 :
本机主要是为了把一只钢桶桶身从烘炉送出后来一个90度转弯并自动跳出转入轨道进车间。当指令开关X1有信号时, 升压器(双向)F1左输出有气源, 气缸QZ1工作, 装在气顶杆上的齿条带动转盘上的齿轮旋转90度角。碰上指令X2,有信号使双稳元件右输出气经升压器F2放大,使F2左输出有气源, 气缸QZ2工作,将钢桶桶身顶出, 进入轨道, 触动X3,使X3发讯至双稳元件信号孔,使双稳元件左输出有气, 分二路进入 升压器F1、F2, 气缸QZ1、QZ2复位, 完成一个桶身的转向工作。
|
|

