|
钢桶立式喷漆设备的改进
文/[日]大森惠子
译/杨文亮

日本杰富意容器有限公司 大森惠子
内容介绍:
1、介绍
2、常见问题
3、目标设定
4、喷漆机的改进计划
5、质量改善
6、生产效率提高
7、改进效果
8、总结
1、介绍
在改进水岛工厂的钢桶外壁涂装时时,将生产线的设计同原先的卧式更改为立式,以便通过节省时间来提高质量保证和生产率。

1-2 改进指标
|
改进前 |
改进后 |
涂装方法 |
卧式+立式 |
立式 |
涂装喷漆泵 |
6个 |
10个 |
设备效率 |
5.5 秒/桶 |
4.8 秒/桶 |
改进效果:
·减少切换的等待时间。
·减少划痕和凹痕的风险。
·提高喷漆质量。
2、常规问题
2-1 改进前的生产指标。
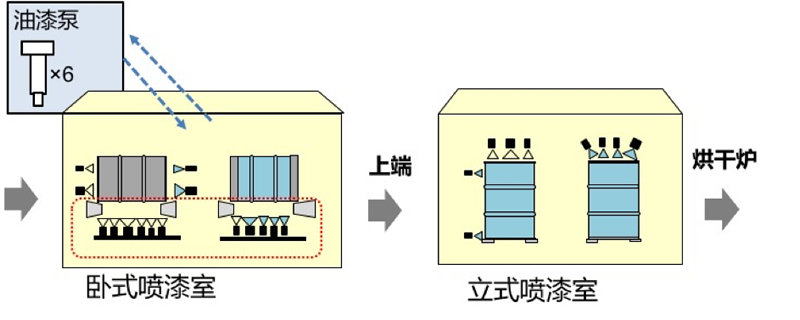
涂装方法:卧式+立式
涂装喷漆泵:6个
设备生产效率:5.5秒/桶
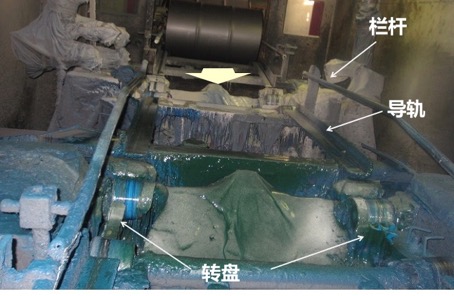
2-2 卧式喷漆室
2-3 缺点
(1)质量
·桶身变形、划伤。
·不同颜色油漆的附着力差异较大。
(2)生产效率
·清洁导轨、安装、生产准备的时间较长。
·油漆切换的等待时间较长。
·由于各工序生产率的差异而导致等待。钢桶装置5.0秒/桶,喷漆设备5.5秒/桶。
2-4 开口桶缺陷
(1)开口桶桶口边缘处:变形、擦伤,不同的颜色衔接处附着力不同。

(2)桶身流平性非常差

2-5 闭口桶缺陷
(1)桶顶封闭器边缘涂层较薄

(2)桶底与桶身不同颜色油漆分界不清

3、目标设定
·减少切换的等待时间。
·降低由于卧式运输而造成的划痕和凹陷的风险。
·提高喷漆质量。
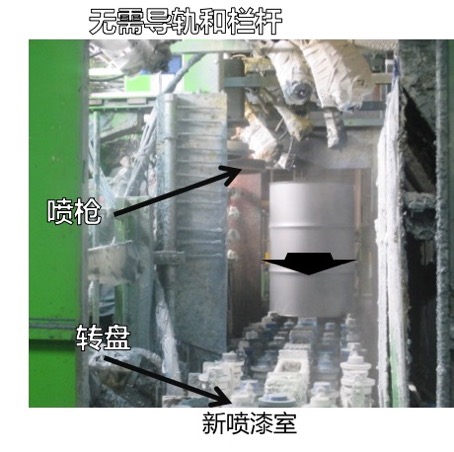
4、喷漆设备的改进计划
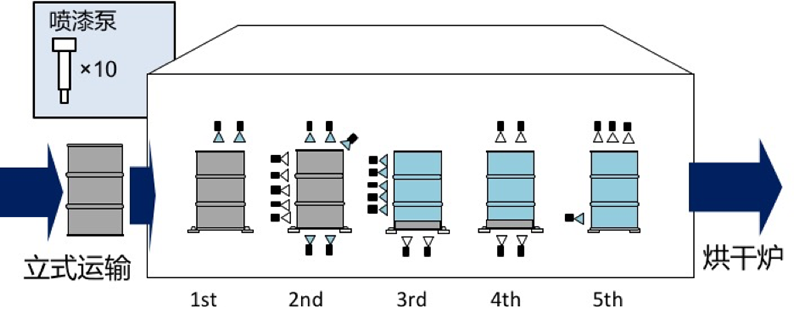
涂装方法:立式。
喷漆泵数量:10个。
喷漆生产效率:4.8秒/桶。
5、质量改善
5-1 开口钢桶桶口卷边部位的喷漆质量改善。
改进前,卷边部位喷漆形状不规矩,擦伤,附着力不好。改进后,质量得到了显著提高。

改进前

改进后
5-2 闭口钢桶桶口部位涂层改善。
改进前,闭口钢桶桶口部位涂层较薄。改进后,桶口部位的涂层达到了需要的厚度。

改进前

改进后
5-3 桶身涂装质量的改善。
改进前,漆膜流平性不好,涂层的光洁度不均匀。改进后,涂层的光洁度均匀且有光泽。

改进前

改进后
5-4 桶底涂层质量的改善。
改进前,桶底不同颜色的油漆互相渗透,界线不清。改进后,桶底界线清晰整齐。

改进前

改进后
5-5 钢桶各部位涂层厚度的测量位置
主要对桶顶的上41个点、桶底上的41个点和桶身上的72个点进行涂层厚度测量。
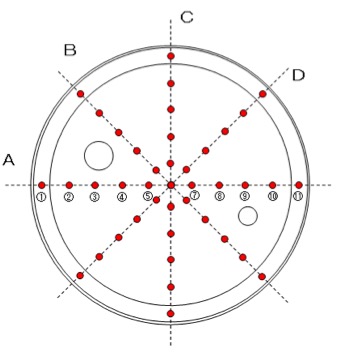
桶底、顶测量点
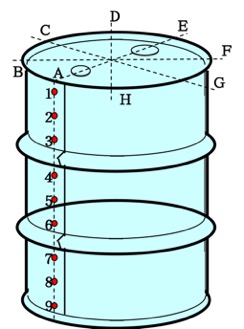
桶身测量点
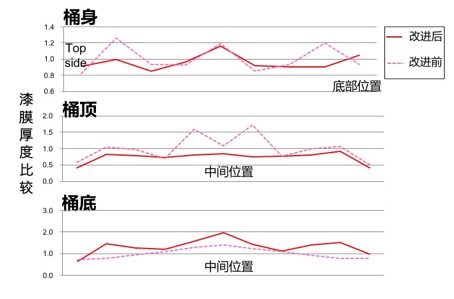
5-6 对桶底、顶和桶身各部位的漆膜厚度测量结果,厚度基本均匀。
6、生产效率的提高
6-1 改进前后,每天用于喷漆过程中的停机时间由0.5小时,缩短为0.05小时。
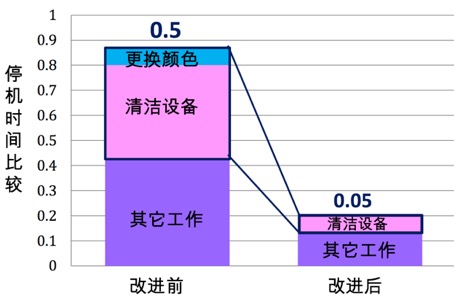
6-2 改善效果
生产效率低的的原因改进。
减少外壁喷漆时间损失的主要原因是消除了油漆泵的换色等待和清洁工作。
| 损失原因 |
常规 |
改进后 |
颜色更换 |
每天15分钟 |
0 |
清洁工作 |
每天5次 |
一天一次 |
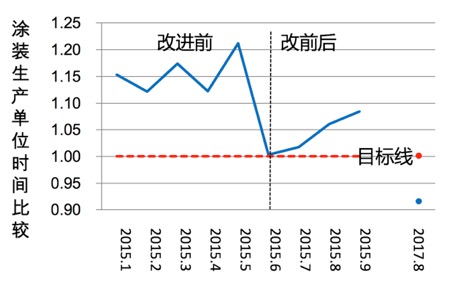
7、改进效果
改进后,涂装的生产效率(单位时间)在原先的基础上提高了2/3。
8、总结
8-1改进的指标:
|
改进前 |
改进后 |
涂装方法 |
卧式+立式 |
立式 |
油漆泵的数量 |
6个 |
10个 |
生产效率 |
5.5秒/桶 |
4.8秒/桶 |
改善的效果:
·减少了颜色切换的等待时间。
·减少了划痕和凹痕的风险。
·提高了涂层的质量。
8-2 改进方案实施过程。
于2015年4月27日至5月10日报废旧设备并改造新设备。
5月11日,我们按计划成功进行了全面生产和项目验收。

|

