|
钢桶表面自动除锈喷漆生产线的研制
文/仪群
一、概述
为了改变我国200L旧钢桶的修复涂覆作业用手工操作的落后状况,我厂投产了海军后勤油料部某部研制的钢桶表面自动除锈喷漆生产线成套设备。该生产线采用了喷砂除锈、高压静电吸附油漆工艺和数字电路自动程序控制新技术,使钢桶的修复涂覆工序基本实现了连续自动作业。该套工艺设备由除锈机、喷漆机及控制台三大部分和空压机、钢桶传输机构、提砂机、贮砂罐和消尘器等辅助装置组成(图1、图2)。
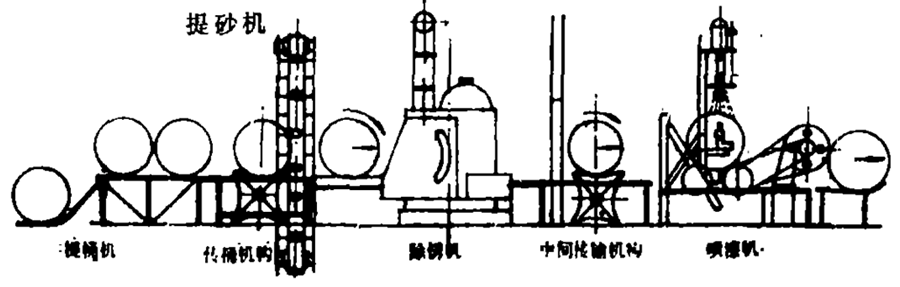
图1
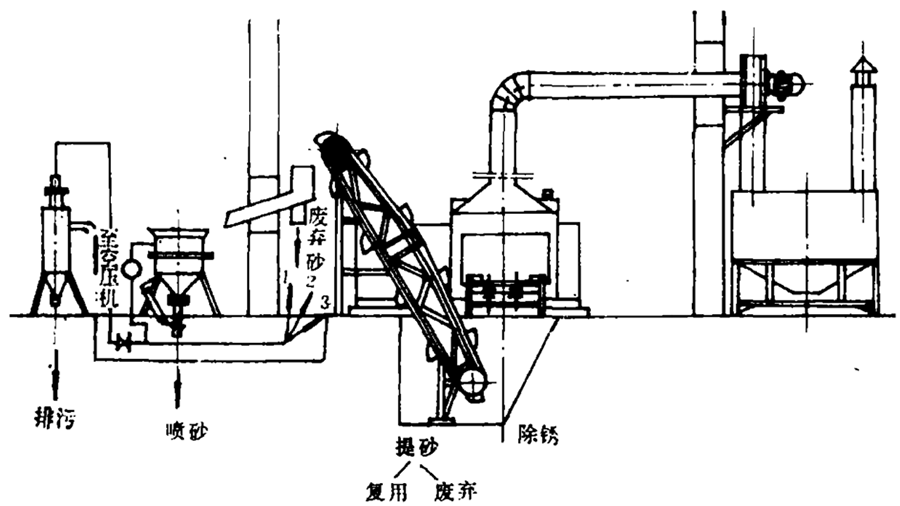
图2
1-去右喷头;2-去上喷头;3-去左喷头
通过几年来的使用证明,该生产线的自动喷砂除锈、高压静电喷漆的涂覆质量好,速度快,解决了修复钢桶凸凹不平和除锈涂覆不净不匀等老大难问题,与手工作业相比,改善了劳动条件,节约了大量的人力和物耗,提高工效15倍,节约保修经费可达50%。这套工艺设备适用于油料储运基地以及厂矿企业油库的大批量钢桶的集中修复涂覆作业,有显著的技术经济效益。
二、工艺流程和工作原理
200L钢桶表面自动除锈、喷漆生产线工艺流程为:钢桶由提桶机用气动机构从地面提起,送到传桶机构,发出信号,通过控制台指令,将除锈机的进桶门打开,钢桶滚进除锈机后,关闭进桶门,钢桶在封闭的除锈机内喷砂除锈。当达到指令要求的时间时,出桶门自动打开,钢桶由中间传输机构送入喷漆机内,并把信号传至控制台,启动喷漆机喷漆,喷好漆的钢桶送至接桶架上,完成了整个钢桶的修复涂覆过程。所需时间为3~5分钟。空压机及其管路是为喷砂机提供压缩空气,提砂机的作用是将已喷用后的砂粒再用。
为说明各部分的作用原理,详述如下:
1、除锈系统
除锈系统由除锈机、空压机、提砂机和消尘器、贮砂罐等装置组成。对钢桶表面的除锈作业由控制台自动控制,其工作程序为:由空压机将0.35~0.4MPa的压缩空气通至贮砂罐下部管道,把从罐体内流入管道中的砂粒,由分流管分成三路,吹向除锈机中处于不同位置的三只喷砂枪中。从喷砂枪(口径为小6mm或8mm的陶瓷喷嘴)喷出的高速砂气混合束流,分别喷射在钢桶的外圆面及两侧面上,使旧钢桶表面的废旧漆层和锈蚀斑点快速地被除掉,同时传动机构使钢桶转动,喷砂枪来回移动,以完成整个钢桶表面的除锈工作(图3)。
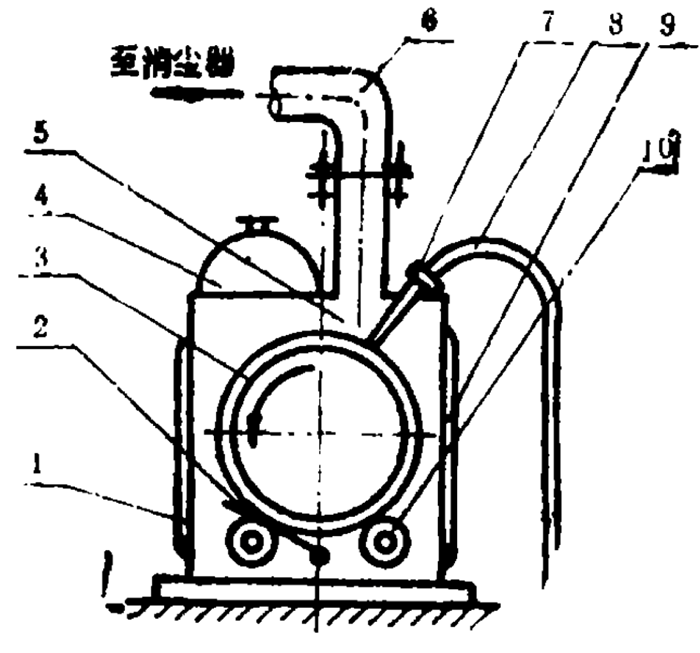
图3 除锈机示意图
1-进桶门;2-推桶拨叉;3-除锈钢桶;4-驱动丝杆罩;5-除锈机架;6-排尘管;7-喷砂枪;8-喷砂胶管;9-出桶门;10-驱动滚轮
钢桶由输送机构按预定的节拍送入除锈机内进行除锈。除锈时被除掉的大量锈物、灰尘及砂粒由引风机吸入重力沉积湿式除尘器内进行除尘处理,其除尘效率可达85%以上,污物沉淀于除尘器底部,适时清理。
除尘处理后的砂粒通过提砂机送回贮砂罐内再次使用。提砂机是在宽125mm的平皮带上装有12只小砂斗,由电机通过蜗轮减速器后传动的。
贮砂罐接收贮藏提砂机送来的砂粒,它须承受0.4~0.6MPa的压力。另外,在贮砂罐高约1.7m处开设有一加压口,目的在于除靠砂粒自重外,增加砂粒向下流的力量,达到要求的送砂量。在贮砂罐顶部装有一只气缸,当喷完一定数量钢桶,贮砂罐内基本无砂时,由控制台自动控制除锈机、喷漆机停止工作,开启该气缸,带动贮砂罐盖子开启,并开动提砂机提砂,完成加砂任务。在正常工作时,为确保安全,防止贮砂罐开启出现进砂口倒喷砂的现象,在罐体进气管上装有压力继电器,只有待罐体内压力低于0.01MPa后,才能打开进砂口的封闭盖进行加砂。其贮砂量可在观察口处测得。
除锈时可预先根据钢桶的不同锈蚀情况,选择除锈次数和强度。除锈完毕除锈机自动停止出砂,喷枪喷出气流对钢桶表面灰尘进行吹扫,然后出桶门打开,推桶拨叉将桶推入中间传输机构架上,送入喷漆机内,同时关闭出桶门,打开进桶门,为下一只钢桶的除锈作好准备。
2、喷漆系统
喷漆系统由喷漆机、高压静电发生器、传输机构等部件组成,其运行由控制台实现程序控制。
当钢桶送入喷漆机时,行程开关闭合使喷漆机自动启动,同时停止输桶运转。当油漆箱内输入0.05~0.1MPa的压缩空气后,将油漆压入油漆分配泵内,经四根输漆管分别送入喷漆机的四只喷漆枪进行喷涂,目前采用的是GDD-100B型固定电动旋杯式静电喷涂设备。喷漆时问由时间继电器控制,一般定为40~45秒。时间一到,喷枪停止喷漆,钢桶由推桶拨叉推出,起动中间传桶机构,进行下一个循环。
三、电气控制系统
电气控制系统由可控硅调速电路、触发信号转换电路、数字程序电路及配电柜组成。
1、可控硅脉冲调速装置
该装置用以对主喷砂枪的移动速度进行无级调速,以达到在桶面损伤最小时获得较好的除锈效果。
喷砂枪由一台220W并激式直流电动机驱动丝杆-拖板而往返移动的。可控硅整流器输出0~30V直流电压,通过调压器控制电机转速,从而控制喷枪移动速度。为喷砂枪往返移动的次数与给定次数一致时,继电器的触点断开,输出电压回零,电机即停止转动,喷砂枪也停止喷砂,至此除锈完毕。
2、触发讯号转换电路
程序控制中的触发讯号,是由除锈机上的主喷砂枪给出喷次讯号和本电路设定的程序控制讯号产生的,如图4所示。当喷砂枪每往复移动一次,电阻6R2上产生一个讯号,经过继电器J5的常闭触点J502送入计算器进行触发。当计数器触发后,显示的数值与喷次选择开关的选定值相符时,继电器J4动作,使可控硅调速电路无输出电流,这时喷砂枪便停止移动。同时给出关闭供砂阀的讯号。当完成以上程序后,由电路中的多谐振荡器给出触发脉冲,经继电器J5的常开触点J501送入计算器,每给一个脉冲,使计算器触发显示一个数码,再经译码器译成驱动进桶、出桶、开门、关门等各部分、的程序信息,去指令执行电路动作,当整个程序完成后,电路又一次转换为除锈过程,等待由喷砂枪给出讯号,如此周而复始。
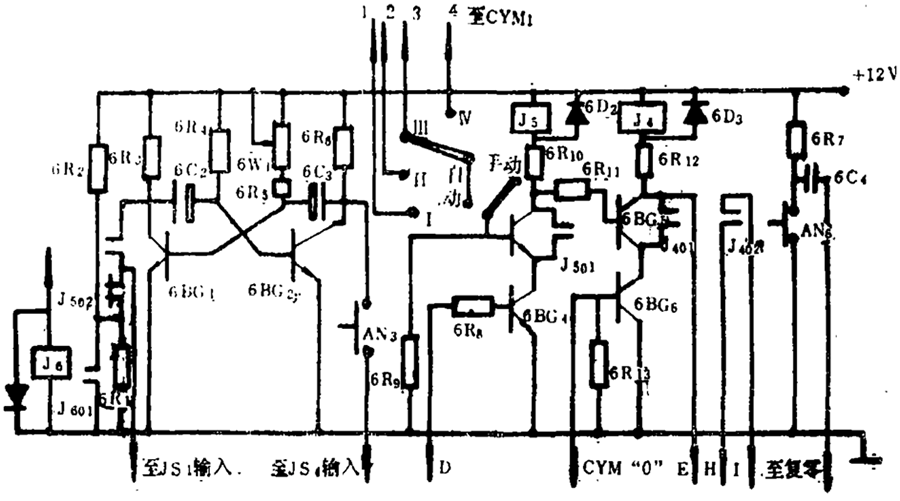
图4 讯号转换触发电路图
3、数字程序控制电路
数字程序电路是由数字电路、驱动译码和驱动执行等三部分组成,共同实现整个系统的自动作业功能。
数字电路由四块84211编码十进制计数电路组成。其个位数控制除锈机的各部分程序,十位数和百位数显示保养的钢桶数量,千位数控制贮砂罐各部分程序,其工作方框图如图5所示。
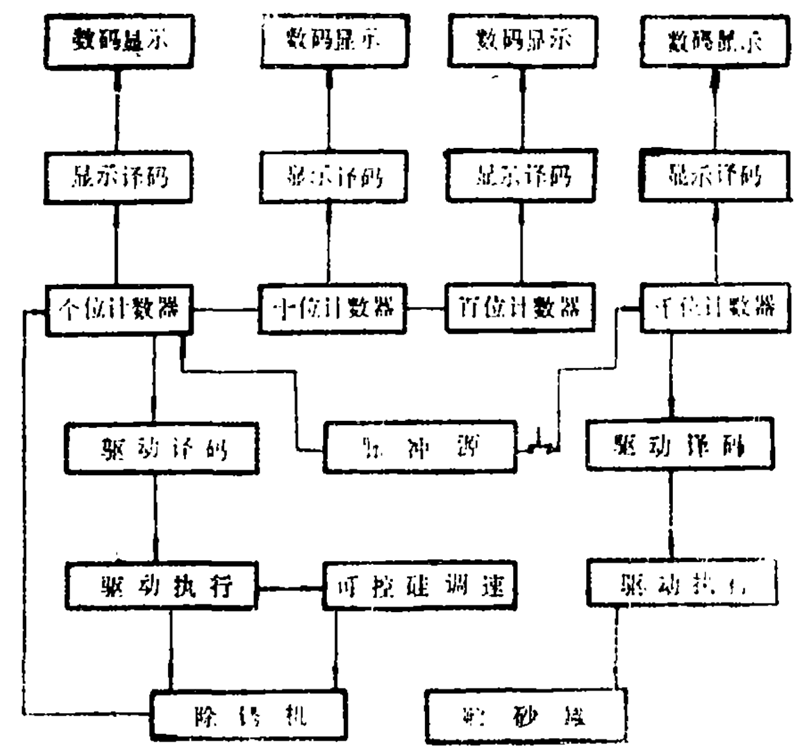
图5控制方框图
十进制计数电路是由4对双稳态电路组合而成,并将原电路的16进制变成十进制。当触发讯号转换电路的喷次讯号和控制程序讯号送入计数输入端时,便改变了各级双稳态的集电极所处的电位,并从集电极取出这些电位差讯号,经显示译码和驱动译码译成十进制数字信息去推动数码管进行显示和驱动执行器,实行各程序动作。
4、静电喷漆机电路控制原理
静电喷漆机的控制电路由静电发生器和时控电路组成。静龟发生器产生100kV左右的高压静电送到喷漆枪上,使油漆微粒按预定方向传送到钢桶表面,从而达到无气喷漆的目的。
喷漆的自动控制采用定时电路(图6)。当钢桶从除锈机内传出后,便自动送至输桶架和喷漆机。在进入喷漆机前3秒,钢桶压动输桶架上的行程开关XK,发出进桶讯号,使钢桶转动电机D2和喷枪电机起动并供漆,与此同时,停止输桶电机D1。喷漆延续时向由继电器J5计时,一般定值为40~45秒。喷漆时间一到,时间继电器Js1即触发控制继电器J1,使电磁阀动作,将钢桶推出。同时继电器J1,使电机D2和喷枪电机停止运转,供漆停止,输桶电机D1启动,下一只钢桶喷漆过程开始。喷漆控制电路实际是独立电路,平时处于停机等待状态,只有在收到进桶讯号后,才开始工作,这样就能与除锈机配合,实现连续自动化作业。
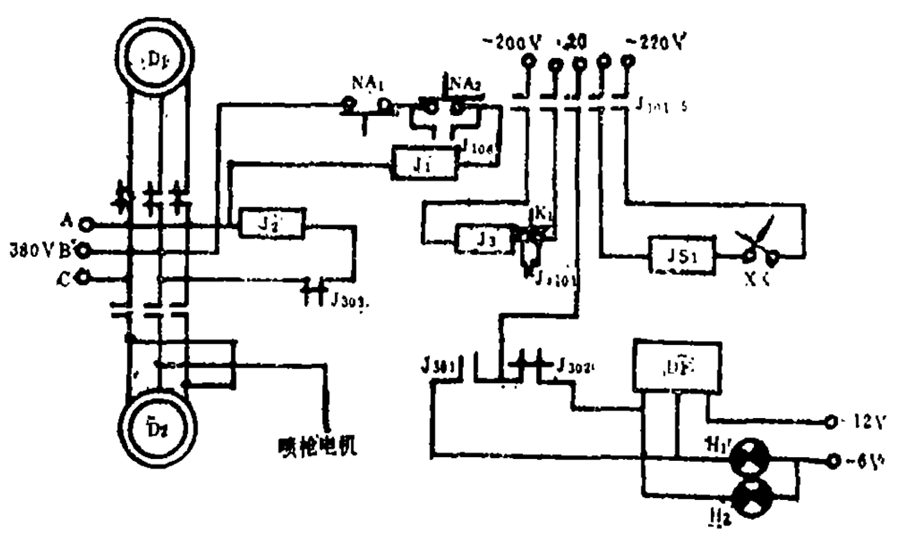
图6 喷漆机电路控制原理图
四、总结
该系统研制投产后,曾供多家部队单位使用,投产实用证明,该系统性能优良,除锈、喷漆质量高,速度快,省工节能,物耗低,无污染,操作简单,安个可靠,综合效益显著,具有推广价值。
|

