|
21世纪的钢桶焊接技术
文/[比利时] 埃里克·韦尔霍文
译/杨文亮

比利时阿普拉斯公司 埃里克·韦尔霍文
一、阿普拉斯焊机的历史
·纽科(Newcor)公司在1933年开始制造钢桶焊机。
·纽科制造了第一台Z形槽式送料钢桶缝焊机,并被其他公司学习。
·阿普拉斯(Arplas)接管了纽科在欧洲的业务。
·由于财务原因,阿普拉斯于2003年关闭了工厂。
·阿普拉斯成为比利时著名机械制造商佩达恩·德·胡格(Perdaen d'Hooghe)的子公司,具有完整的内部制造能力。

比利时新办事处
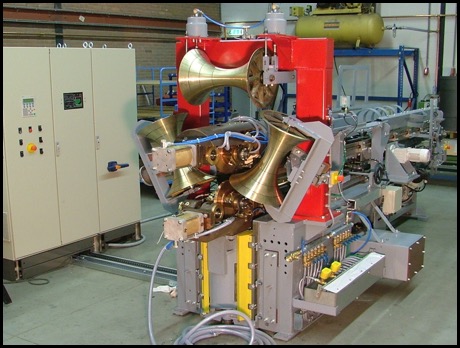
二、钢桶缝焊机
·高/中速钢桶焊机HSP 800H和HSP 800M
·低速钢桶焊机LSP 300
·半自动钢桶焊机LSP 125
·钢提桶焊机PSP 900
·大型容器焊接机BMS 240

高速钢桶焊机HSP 800

中速钢桶焊机LSP 300

中小型钢桶焊机PSP 900(钢提桶焊机)

半自动钢桶焊机LSP 150
三、阿普拉斯近年来的发展
·新型焊机控制器SyncronAC研制成功
·新型钢钢桶低速焊机LSP 300研制成功
·经过重新设计的HSP钢桶焊机在2017年实现了更高的速度和更低的维护成本。
·在焊机中集成了触摸屏计算机
·新型中小桶焊机于2015年开发成功
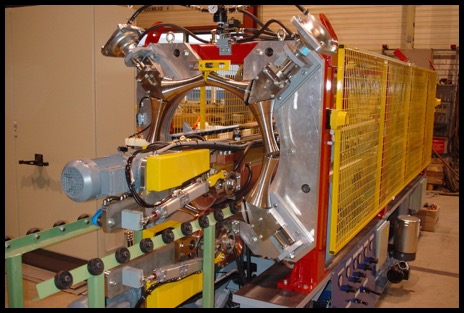
·机器周围的新型防护罩符合全球新的安全规定
·不断地改进,使焊接工序适应客户的规格和需求。
四、现代焊机的技术优势
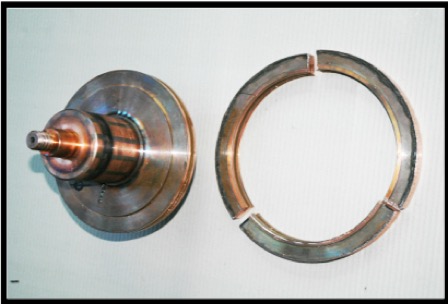
1、焊轮和导体
铸铜的电阻高出20%至30%。
轧制铜可节省多达15%的功率。
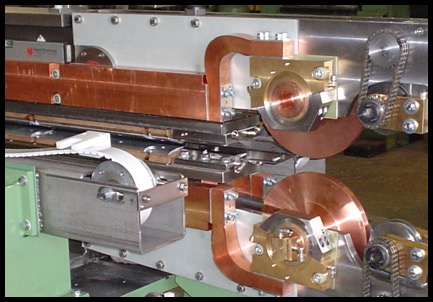
新:轧制铜导体-不锈钢头

旧:铸铜导体-铜头
2、腰鼓轮
新的定位腰鼓轮为不锈钢制造:
·16个不锈钢腰鼓轮
·不易打滑
·表面无磨损
新:不锈钢腰鼓轮
旧的铜镀铬腰鼓轮:
·3个铜镀铬腰鼓轮
·制造成本高
·磨损快
·易破裂

旧:铜镀铬腰鼓轮
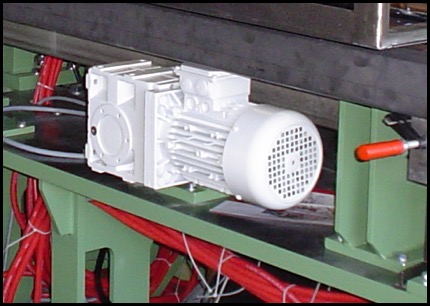
3、皮带传动
新的皮带传动系统:所有传动都通过同步皮带驱动。
·磨损少
·全绝缘
·减少维护
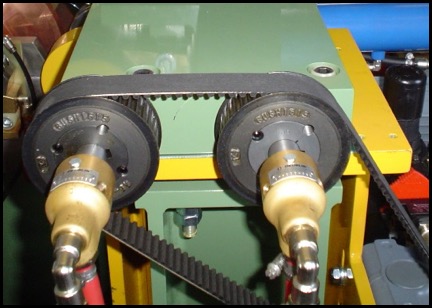
新:皮带传动
旧的链条传动系统:
·结构复杂
·焊工污染严重
·维修成本高
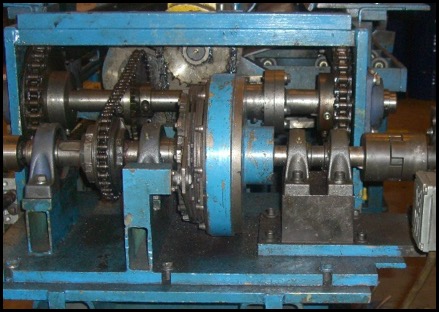

旧:链条传动
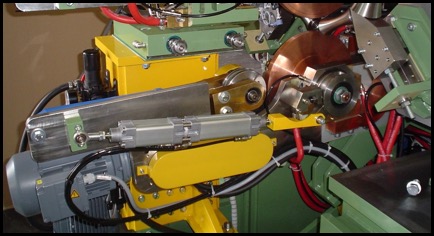
4、推杆系统
新的推杆系统:电子驱动推杆。
·自动速度设定
·自动长度设定
·速度可控
新:电子驱动推杆
旧的推杆系统:气动推杆。
·手动设定
·速度控制不良

旧:气动推杆
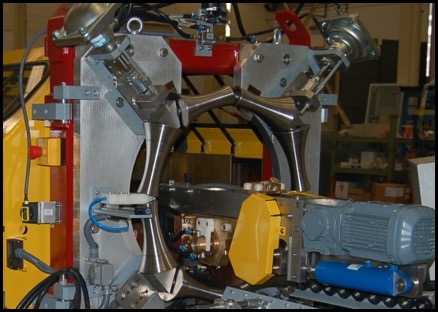
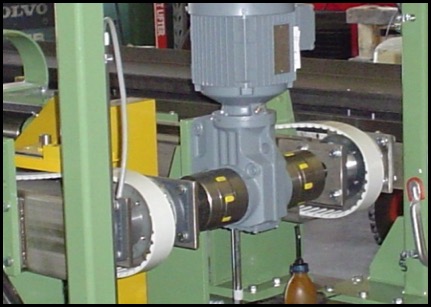
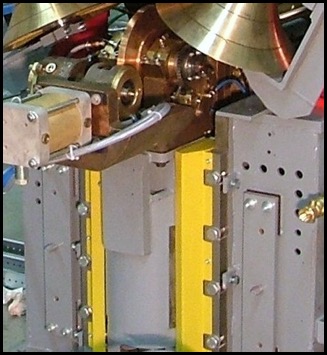
5、焊轮驱动器
新的焊轮驱动器:直接驱动。
·2个电子耦合电机
·标准齿轮箱
·无接触功能,焊接顺畅

新:直接驱动
旧的焊轮驱动器:间接驱动。
·单马达驱动
·许多轴和联轴器
·定制非标准变速箱


旧:间接驱动
6、焊轮槽纹
新的焊轮槽纹:槽纹与焊轮端面夹角45度。
·钢桶的引入更加顺畅
·减少下焊轮的碰撞
·更高的焊接速度
新:45度槽纹
旧的焊轮槽纹:槽纹与焊轮端面夹角90度。
·焊接开始时的控制较少
·较低的焊接速度
旧:90度槽纹
7、新的电极铜材料
新的电极铜材料:CuCoNiBe
·较硬的铜质
·较低的电阻
·更长的寿命
旧的电极铜材料:CuCrZr
·比新铜材质软
·较低的电阻
·寿命较短
新旧焊轮成生成本比较
| 电极型号 |
生产钢桶数量 |
电极价格
(2件) |
价格调整 |
生产1000只
钢桶的成本 |
CuCrZr
280mm |
106 000 |
510欧元 |
540欧元 |
9,90欧元 |
CuCrZr
300mm |
229 000 |
610欧元 |
540欧元 |
4,90欧元 |
CuCoNiBe
280mm |
238 000 |
824欧元 |
540欧元 |
5,73欧元 |
CuCoNiBe
300mm |
514 000 |
994欧元 |
690欧元 |
3,27欧元 |
8、热收缩焊轮
新的焊接电极:热收缩焊轮。
·仅更换外圈(更便宜)
·更好的电气连接
·没有O型圈或漏水
·很容易更换
新:热收缩焊轮
新的焊接电极:螺栓焊轮。
·更换完整焊轮
·通过螺栓进行电气连接
·采用O形圈保证水密封

旧:螺栓焊轮
9、人机沟通
新的沟通方式:触摸屏电脑。
·所有设置都可以在菜单系统中进行
·新增故障排除菜单
·快速发现质量问题
·与公司电脑进行通讯

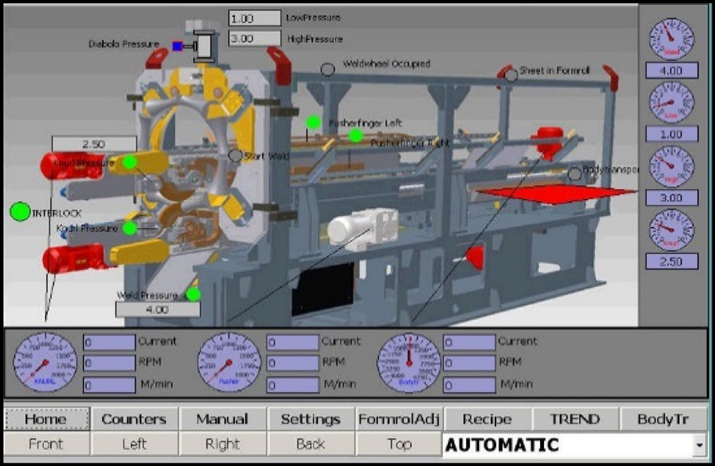
新:触摸屏电脑
旧的沟通方式:按钮操作面板。
·所有参数操作手动设定
·没有针对问题的反馈

旧:按钮操作面板
10、焊接控制器
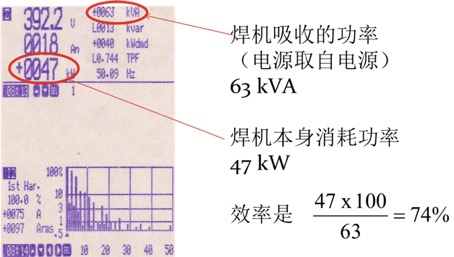
新的焊接控制器:SyncronAC焊接控制器。
·节省大量电力
·三相连接
·功率因数高达99%


新:SyncronAC焊接控制器
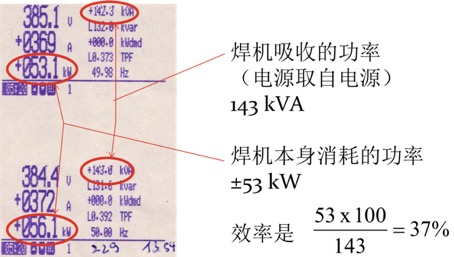
旧的焊接控制器:晶闸管控制器。
·二相连接
·功率因数仅达到50%或更低


旧:晶闸管控制器
五、焊接变压器
1、焊接系统的比较
·250 kVA单相交流焊接变压器:
·250 kVA单相交流焊接变压器,配备三相Arplas SyncronAC焊接控制:
2、SyncronAC系统的更多优点
·电网的三相负载平衡性好。一些电力公司对电网的两相用电会收取罚款。
·由于在焊接过程中使用了全平衡(无相移),因此焊接质量更好。
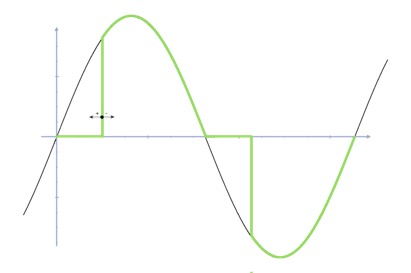
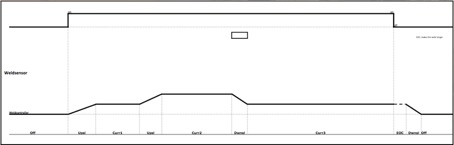
晶闸管控制曲线图
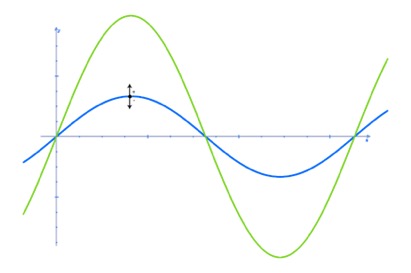
SyncronAC控制曲线图
·实现了更高的焊接速度。如果与新的阿普拉斯焊机一起使用,则可以达到第分钟23米的焊接速度。对于老焊机,每分钟可达18米。
·改善一整个工厂的电力消耗和功率因数。
·可以使用较细的电缆。
·无需为焊机配备专用的电源变压器。
·如果改造了现有的机器,则可以使用普通的交流焊接变压器。
·由于不需要同步时间,因此可以通过更准确地开始焊接时间来提高焊接质量。
·由于较低的电流峰值,所以可减少电极的磨损。
·由于使用了更有效的加热,因此仅可生较小的受热影响(发蓝)区域。
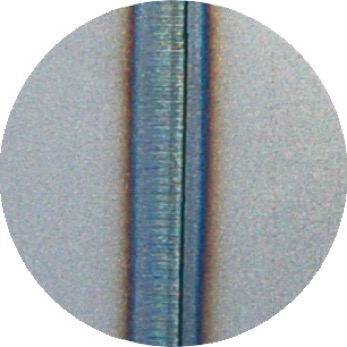
晶闸管控制的焊缝
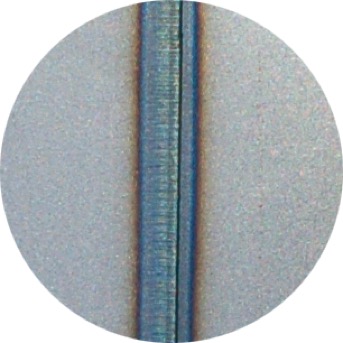
SyncronAC控制的焊缝
·电流调节无延迟。
·控制系统中包括4个焊接区。
·控制参数的设置非常简单。
多段控制更精确
3、系统开发过程
·于2003年发明适用于大型钢桶的控制器。
·阿普拉斯与一家瑞士电公司合作开发了第一代控制器产品。
·由于高昂的价格和较低的可靠性,整套系统于2005年进行了重新设计。

·开发过程中产生了4个版本:SyncronAC 250、SyncronAC 500、SyncronAC 700和SyncronAC 1000。


·目前在世界范围内有140多套阿普拉斯钢桶焊机设备在运行。
4、系统的开发目的
(1)降低焊机的运行成本
·减少电力消耗,减少压缩空气和冷却水的使用。
·减少设备维护。
·减少设备运行的配件消耗。
·减少维护时间。
·减少操作人员。
(2)使设备更可靠
·减少停机时间。
·能更多的使用当地购买的标准备件。
·减少废料。
(3)提高钢桶的焊接质量
(4)提高设备的生产速度
5、正在进行的开发工作
(1)焊接质量保险制度
·连续监测实际焊接电流。
·持续监控二次电压。
·利用检测系统连续监控焊缝厚度。
(2)该系统将能跟踪发现生产中90%以上的焊接缺陷。
(3)生产缺陷将减少到0.01%或更少。
(4)该系统已经在欧洲的某些工厂中开始使用。
6、用户资料
在过去的20年中,我们已经为85家制桶工厂提供新购或改造钢桶焊机,最近5年提供的工厂有20家。我们还在钢桶焊机上安装了120台SyncronAC控制器。
·格瑞夫全球(包括中国、新加坡、马来西来)
·巴西(Raft)
·墨西哥(Elsa)
·南非(That Drums)
·智利(Rheem)
·荷兰(Schutz)
·台湾华爱
·德国(Hemeyer)
·古巴(Rafael Trejo)
·阿联酋(Balmer Lawry)
·印度(Balmer Lawry)
·韩国(Insung)
·叙利亚(Metadrum)
·美国(Engy)
·南非(Rheem)
·西班牙(Sumbisa)
·美国(O Bryan)
还有很多很多其他的工厂。
改造的Newcor NB720钢桶焊机

为巴西提供的MSP 600钢桶焊机
为台湾提供的HSP 900钢桶焊机

为中国提供的HSP 800钢桶焊机

为墨西哥提供的HSP 800钢桶焊机
为巴西提供的LSP 300钢桶焊机

为印度提供的HSP 800m钢桶焊机

为新加坡提供的HSP 800H钢桶焊机

为加拿大提供的SSP 800H钢桶焊机

为美国提供的HSP 800钢桶焊机
2018年为荷兰提供的PSP 900钢桶焊机

2019年为美国提供的HSP 800钢桶焊机

|

