|
带把手圆桶码垛前输送整理装置的研发
文/杨红亮
摘要:为解决机器人码垛时桶把手不确定性引起的桶与桶之间摩擦问题,本文开发了一套在线转桶定位输送机构,转桶平台安装在输送链条之间的空档内,在升降气缸的作用下升降以实现输送与转桶,通过双行程气缸及凸型阻挡机构,实现多种桶兼容问题,采用高精度激光传感器实现桶身色标的识别,并采用一定滤波算法提高色标识别准确率。该设备经实际应用,定位基本一次完成,且满足多种桶型的兼容需求,工作可靠,定位准确,空间小,速度快,有效地提高了生产效率。
关键词:转桶机构;码垛;色标定位;带把手圆桶;PLC
0 引言
码垛是按照集成单元化思想,将物料按照一定模式堆码成垛,以使单元化的物垛实现存储、搬运、装卸和运输等物料活动。据统计,有40%左右的生产事故发生在物料人工搬运过程中,且采用人工搬运产品时,由于人为因素而造成的产品磕碰问题直接影响到产品质量,且人工成本持续上涨,物料搬运费用约占总费用的20%左右,码垛自动化成为急需解决的问题。随着机器人技术的发展,采用码垛机器人代替人工码垛在现代企业物流管理中的地位日益凸显,码垛机器人正日趋成为生产的主角。为了保证码垛效率,要求产品进入码垛区域前按照一定的规则进行排列,使桶把手趋于一致避免干涉,但项目要求兼容多种桶形,且把手材质也不同,这给设计增加了一定的难度。
本文在深入调查国内外现状的基础上,开发一套输送转桶装置,实现带把手圆桶的高速输送和转桶定位,输送和转桶均通过变频控制,通过激光传感器定位色标,采用一定算法过滤干扰信号,根据桶定位色标与桶把手之间的关系,间接实现桶把手一致的目的,结构简单,工作可靠,定位准确率高。
1 系统结构及工作原理
本机主要由机架,固定横梁,输送装置,挡桶装置,升桶装置和转桶装置组成,如图1所示。进出桶通过电机驱动双排链条输送,转桶平台和转桶电机直连后固定在一升降架内,通过升桶气缸和固定在机架上的横梁连接,且可在升降气缸的作用下沿导轨升降。升降气缸降下去时转桶平台低于输送链条,此时链条实现输送功能;升降气缸升起时转桶平台高出输送链条,此时实现转桶功能。在转桶平台前方固定挡桶装置以实现桶中心定位,由于需要兼容塑桶铁桶两种桶型,已知塑桶直径为270mm,铁桶直径为280mm,两种桶径不一,因此挡桶装置通过双行程气缸控制,上方配凸型挡桶机构,凸型挡桶器的直径差为塑桶与铁桶的半径差,塑桶时挡桶气缸为大行程,此时凸型挡桶机构下端与桶接触,铁桶时挡桶气缸为小行程,此时凸型挡桶机构上端与桶接触,以保证桶中心与转桶平台中心一致。为满足现场速度及码垛工艺要求,转桶区共有6个工位同时转桶,在转桶区固定有高精度激光传感器寻标,以实现桶把手定位一致的功能。升降装置均具有活动调整机构以便于高度及位置的调整。
1-输送电机;2-横梁;3-升降挡桶机构;4-机架;5-升降装置;6-升降架;7-转桶装置;8-护栏;9-输送装置;10-桶
图1 转桶输送结构图
初始时,桶在输送链条和挡桶装置的配合下依次进入各个转桶工位,此时转桶平台在升桶气缸的作用下升起,气缸上均安装传感器以判断气缸状态,在气缸升到高位时驱动转桶电机动作,在激光传感器找到定位标识后,根据桶把手与定位标识之间的位置关系以及码垛工艺要求,延时停止转桶,转桶完成后升桶气缸下降,挡桶装置复位,待降至低位后,在输送链条的作用下将定位好的桶运送至机器人码垛机下待码垛,同时进入新桶进行转桶定位,依次循环。
2 色标定位方法
2.1 桶身色标
已知现场有铁桶15L、铁桶18L、铁桶20L、塑桶18L 四种桶型,桶型尺寸如表1所示。每种桶色标与桶把手之间的位置关系均相差60mm,且色标与桶底的高度一致,因此我们考虑采用定位色标间接定位把手的方法实现兼容。桶色标主要分为2种,均为深色浅色交替条纹,如图2所示,其中塑桶为浅底深色条纹,铁桶为深底浅色条纹,条纹长度H为21mm,条纹宽度W为5mm,条纹之间间隔L为5mm。
表1 圆桶尺寸(mm)
| 型号 |
底面直径 |
项面直径 |
高度 |
色标与把手位置关系 |
铁桶15L |
280 |
300 |
325 |
60 |
铁桶18L |
280 |
300 |
335 |
60 |
铁桶20L |
280 |
300 |
365 |
60 |
塑桶18L |
270 |
300 |
330 |
60 |

(a)塑桶色标;(b)铁桶色标
图2 桶身色标图
2.2 色标量化
由于色标传感器价格高昂且扫描距离有限,因此本文选用高精度的激光传感器定位色标,检测范围为0~300mm,响应速度可达250μs,可以检测到高速运动的物体颜色变化,且有更大的安装范围以便于安装。
转桶电机通过变频器控制,选取电机减速比i=75,其转桶平台转速ω为19r/min。已知塑桶直径D1为270mm,铁桶直径D2为280mm,桶在转桶平台上随转桶平台转动,假想将桶侧面展开成矩形,从而可求出色标的移动速度,如下式所示。
V=ωπD/60 (1)
从而可知塑桶色标移动速度为268.5mm/s,铁桶色标移动速度为278.4mm/s,由式(2)求出激光传感器走过5mm条纹所用的时间,塑桶为18.6ms,铁桶为17.9ms。
t= 1000W/V (2)
传感器设定为“dark”输出,示教完成后接入PLC中断输入点,色标扫过传感器时其波形如图3所示,塑桶铁桶均为连续的几个脉冲跳变,脉冲长度为18ms左右,图3(a)为塑桶色标输出波形,图3(b)为铁桶色标输出波形。
(a)塑桶色标波形
(b)铁桶色标波形
图3 信号输出波形图
2.3 寻标方法
寻标流程如图4所示。
图4 寻标流程图
桶身表面其他地方会有字迹、焊缝及图案颜色变化,这些均会对传感器信号进行干扰,但并不会行成如图3所示的连续规律波形,在此本文提出一种滤波方法,检测脉冲时长大于10ms且小于30ms为检测到脉冲,且脉冲连续,如果出现任何一个中断,或者脉冲时长过短过长均认为是干扰信号,此时重新寻标。塑桶和铁桶虽然色标不同,但将铁桶前移半波,会有部分共同点,只需计数半波个数即可,计数半波个数存至VW200,当VW200大于 时即可认为找到色标。
3 控制系统设计
3.1 控制方案
由于寻标速度较快,信号脉冲时间为毫秒级,因此需采用中断进行处理,系统共有6个工位同时运行,需调用12个中断进行操作,因此本系统采用PLC作为主控制单元,并配备人机交互界面,可以方便的进行单独操作及调试运行,转桶电机及输送电机均采用变频控制,可以方便地调整速度,挡桶气缸采用双行程气缸进行控制,便于兼容塑桶铁桶等桶型,所有气缸均内置磁环并装设磁性开关以判断气缸状态,气缸进出气口均安装调速阀,采用排气节流方式调整气缸速度,其控制方案如图5所示,虚线部分的元器件共6套,以满足6工位同时寻标要求。
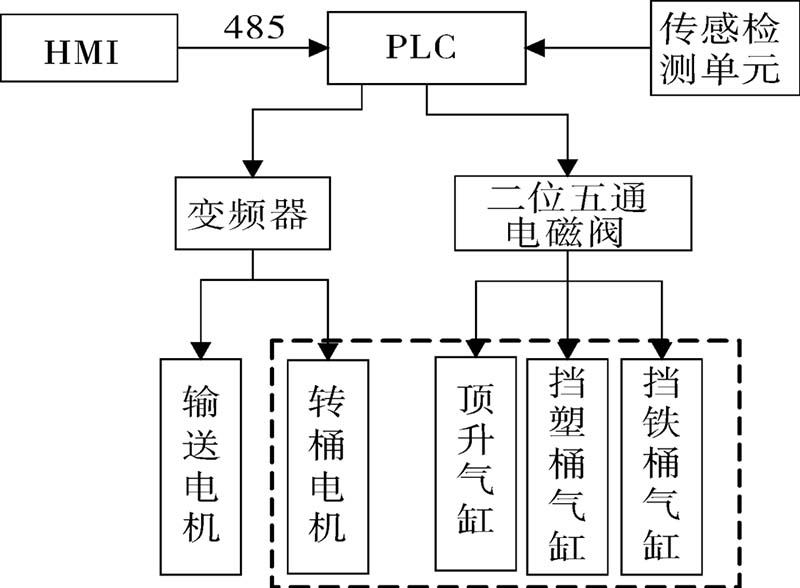
图5 控制方案图
软件设计全部采用模块化结构设计,采用TIA portal软件编程,并与前后输送线对接通讯,初始时判断桶型为塑桶还是铁桶,选择挡桶器的气缸行程,在输送拨链和挡桶器的配合下桶依次进入各个工位,此时升桶气缸动作将桶抬离输送拨链,升至高位后转桶平台动作,在激光传感器的作用下寻标,进行如图4所示的寻标流程,寻标完毕后根据工艺要求及桶把手与色标之间的位置关系选择延时转桶时间,其程序控制流程如图6所示。
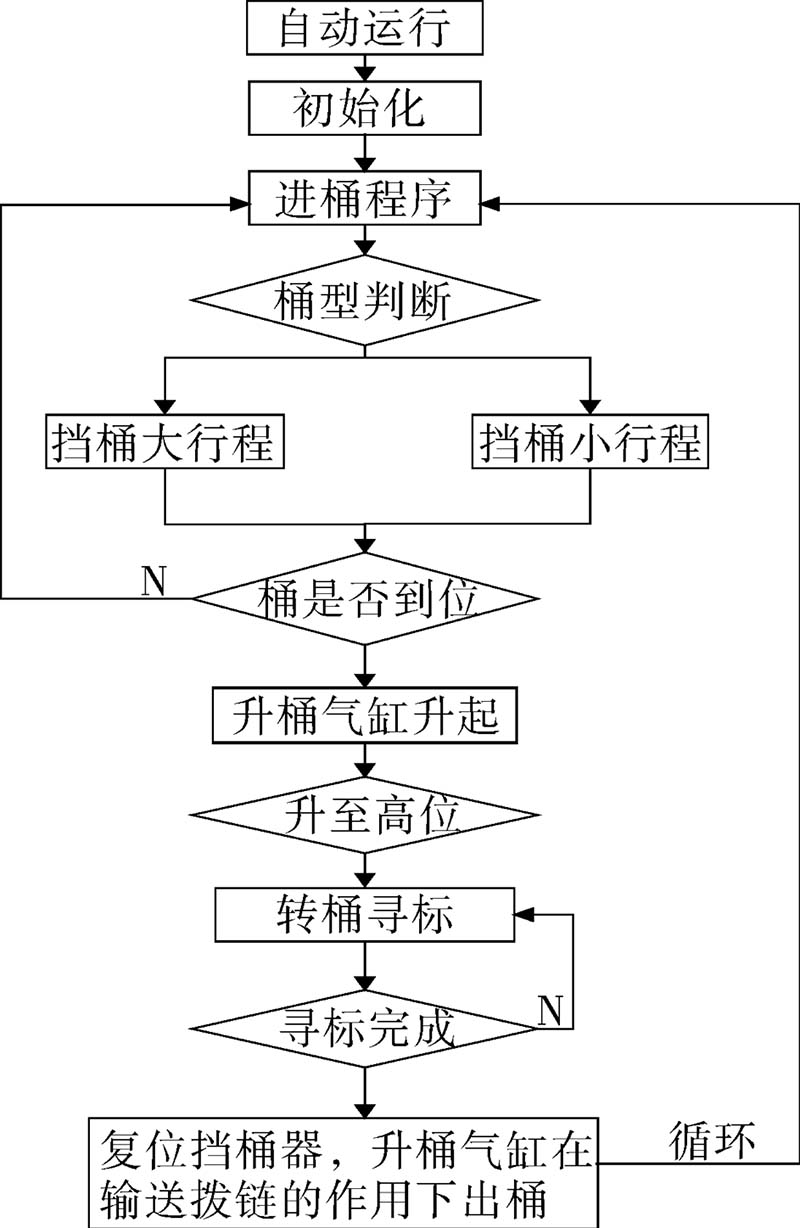
图6 程序流程图
3.2 现场试验
现场对铁桶15L、铁桶18L、铁桶20L、塑桶18L四种桶型分别测试,测试结果如表2所示,从表中可以看出,转桶速度能够达到2100桶/时,一圈内转桶成功率95%以上,二圈内转桶成功率100%,满足现场要求。
表2 试验数据
| 品种 |
桶数 |
一圈转桶成功桶数 |
成功率(%) |
两圈转桶成功桶数 |
成功率(%) |
铁桶15L |
500 |
491 |
98.2 |
9 |
100 |
铁桶18L |
500 |
486 |
97.2 |
14 |
100 |
铁桶20L |
500 |
488 |
97.6 |
12 |
100 |
塑桶18L |
500 |
489 |
97.8 |
11 |
100 |
4 结语
针对码垛前桶把手的有序整理进行了研究,利用桶把手与色标之间的位置关系,采用调整范围及响应速度均比较高的激光传感器进行寻标以达到桶把手一致的目的,并采用滤波算法屏蔽掉桶身其他干扰信号,双行程气缸及凸型挡桶器的设计可完美的兼容多种桶形,解决了以往桶把手无序造成的码垛干涉问题。该设备已申请专利,并应用在国内某大型化工企业,经实践检验,该设备运转良好、工作可靠、定位迅速、兼容性好,且能根据工艺要求自由设定桶把手位置,满足了客户要求,具有较大的推广价值。
|

