|
钢桶卷边封口机PC自控程序的改进方案
文/何谦
摘要:针对制桶车间卷边机PC自控程序的现存缺陷,结合工艺过程控制要求,提出了整改方案,并系统阐述了改进后的自控程序,为争取平日投入自动运行做好了理论准备。
关键词:卷边机;PC;自控程序;梯形图;语句表
1 前言
制桶车间卷边机装置上采用了先进的三菱F1-40MR型可编程控制器(PC),但由于多种原因,致使长期以来卷边机的操作只采用手动控制,而未投自动。在充分而详细地了解该装置的结构、工作原理以及工艺生产流程的基础上,我们对仪表部分进行了检查和分析,发现除外部部件有故障外,其原PC程序本身也存在缺陷,突出表现在无法正确实现喷胶控制。
为了充分发挥PC自控优越性,实现卷边机全自动运行,我们对该控制程序提出了改进方案。
2 卷边机过程控制要求
根据工艺生产过程控制要求,卷边机自动控制流程如图1所示:
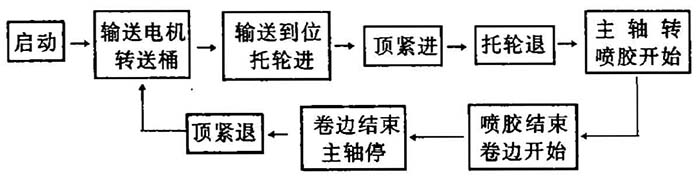
图1卷边机自控流程图
3 原控制程序缺陷分析
3.1 喷胶控制
我们在分析原PC控制程序的梯形图时,发现主轴运转到卷边过程结束时,主轴停及喷胶两个限位开关同时闭合,使主轴停继电器(X404)及喷胶继电器(X504)同时带电,造成主轴停转,顶紧机构退而使桶落下,而喷胶过程却开始进行的误动作,自动控制过程不能满足工艺要求。
同时喷胶手动控制输出继电器错用Y537,使手动操作无法实现。
3.2 启停指示灯
原设计控制程序中,启动灯继电器(Y532)与停止灯继电器(Y533)错误组态为串联,致使两灯在程序执行过程中均不能正常指示。
3.3 其它
在该卷边机设备上原设计中的一些外部限位开关及输出点已取消,而组态程序中却加以考虑,乃属多余。
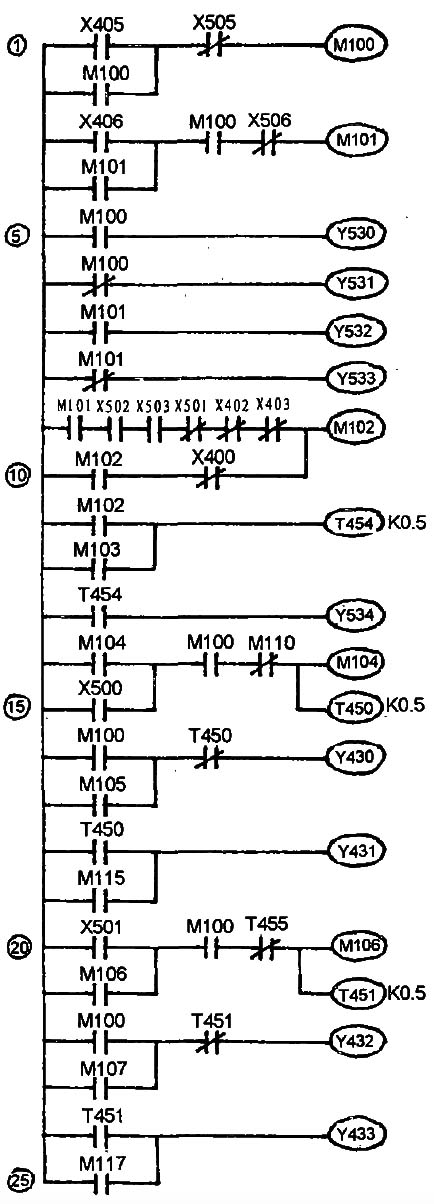
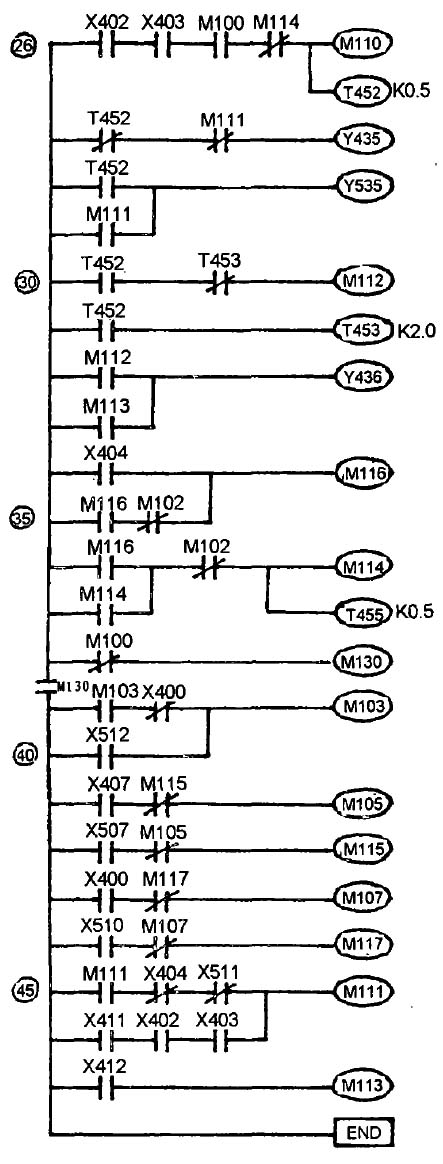
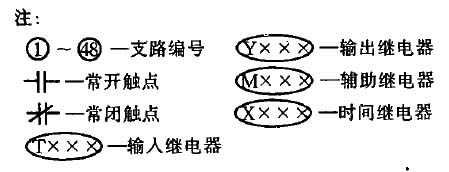
图2 卷边机PC梯形图
4 改进方案
4.1 喷胶控制
取消原设计程序中的喷胶控制部分,采用T452主轴转控制触点信号作为喷胶控制的启动信号,并利用原程序中的时间继电器T453作为喷胶控制的结束信号,使压轮进行卷边之前完成喷胶,实现先喷胶后卷边的正常控制。
同时,增设一个辅助继电器(MU3 ),使喷胶控制亦能手动进行。
4.2 启停指示灯
把启动灯继电器(Y532 )与停止灯继电器(Y533 )改为两条控制支路组态,以在程序执行过程中实现正常指示。
4.3 其它
删去多余支路(如X401、X504、M120、Y535等),简化控制程序。
5 改进后的程序分析说明
5.1 梯形图见图2所示。
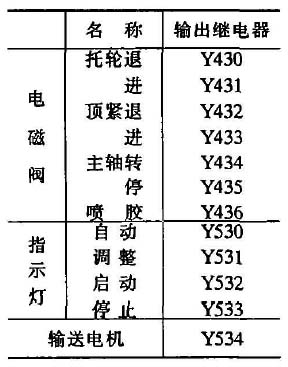
5.2 输入输出说明
卷边机限位开关、控制台按钮及指示灯、控制电磁阀等说明如下表所示:


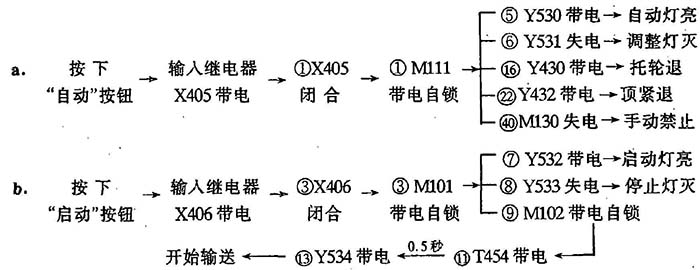
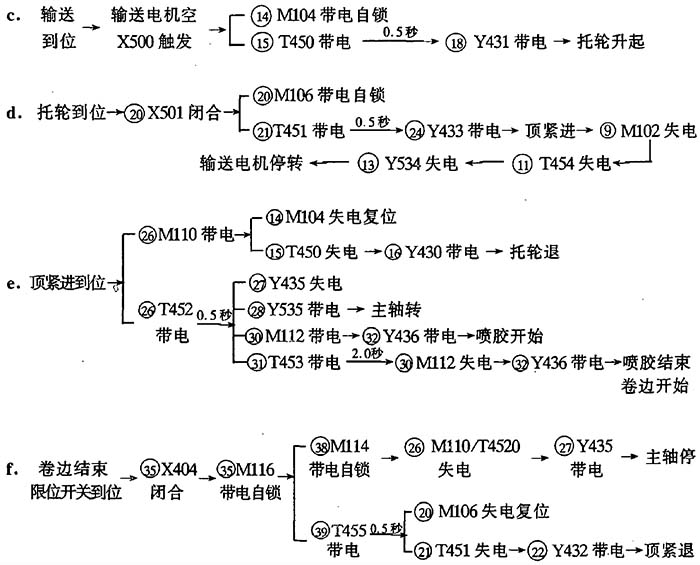
5.3 程序分析说明

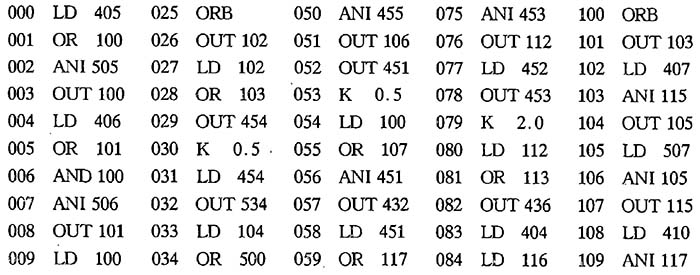
5.4 语句表
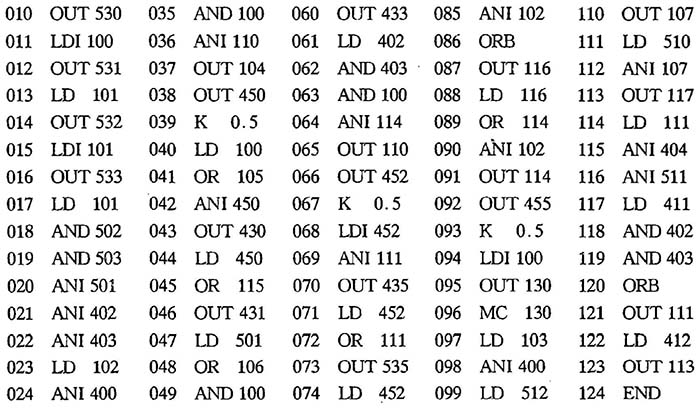
6 结束语
通过对原PC控制程序的改进,克服了原设计中的缺陷和不足,满足了工艺生产自动控制要求。但由于目前卷边机装置在机械上还存有一些问题,要实现自动投运,尚需作进一步的改进。
随着企业市场竞争的日益加剧,生产过程的自动化程度越来越显示出其重要性。深人了解和熟悉工艺生产和操作流程,充分发挥现有仪表的先进自控功能,做到材尽其用,才能在减轻劳动强度、提高生产效率和产品质量上发挥巨大作用,才会使企业在市场竟争中赢得主动权。
|

