|
废旧钢桶翻新自动化生产线系统设计(4)-程序设计与监控实现
文/解俊强
第4章 程序设计与监控实现
控制系统底层即现场层以西门子PLC为实现油桶翻新生产线自动控制核心,PLC通过AS-I层的传感器等输入设备对现场数据进行采集与处理,按照设计的PLC程序发出逻辑指令给执行设备完成自动化控制;实现自动化控制的同时,底层PLC可以通过CP5613通信卡进行数据采集,向上位机传递设备的实时参数,Win CC进行变量设置和动作执行,同时Win CC也可以客户端将数据传送到局域网上的管理信息系统。
本章以油桶加温模块和油桶喷砂模块的控制系统设计为实例进行设计分析。程序设计与监控实现都要以前面章节作为基础来展开设计工作。工艺流程的分析与程序流程图的设计作为编程PLC程序的逻辑,为程序设计构建了清晰地框架结构;合理的I/O点的分配帮助在设计程序过程中明确了控制对象,简化控制内容。为实现系统的监控前面章节也做了充分的铺垫分析,首先明确了实现系统监控所需要的软硬件组成,然后给出系统监控的实现需要完成的设计内容,最后给出实现从系统软件设计到实现监控的通信方法。
4.1 顺序控制与功能顺序图
本章设计一号控制柜所控制的油桶加温模块和油桶喷砂模块的程序。程序设计一般流程是先设计顺序功能图,根据顺序功能图完成程序梯形图的设计。功能顺序图不涉及具体应用技术的内容,它是一种通用语言,它的作用不仅方便设计人员对控制对象的分析,帮助设计人员理清逻辑结构,也有助于不同设计部门或行业之间进行沟通交流。功能顺序图组成主要由三个要素组成:状态、转移条件和转移方向。状态指的是工艺流程中的某种工作状态,状态也叫“步”,要想让状态与状态之间转化,那就需要给状态一个转化的条件,这个条件也就是转移条件,功能顺序图是一种有向流程图,当给出转移条件后不会在回归上一个状态的动作,这个状态转移的方向靠转移方向引导,用有向线段表示。功能图的绘制,先要对状态和转移条件进行符号分配,用一对一的符号进行表示来绘制顺序功能图。本章对加温模块和喷砂模块进行程序设计,下面先分配加温模块的符号如表4-1所示:
表4-1 加温模块的符号分配表
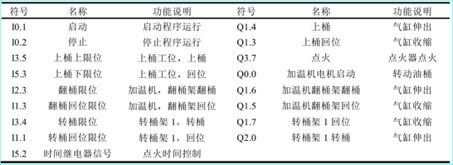
加温模块功能顺序图如图4-1所示。在此不再赘述具体工艺流程,依照顺序功能图只做简要描述:按下启动按钮输入I0.1启动信号,状态转移到工步1,执行上桶架上桶动作;上桶极限位置信号输入,状态转移到工步2,执行上桶架回位动作;上桶下限位信号输入,状态转移到工步3,执行加温电电动机启动和点火器点火动作;时间继电器计时信号输入,时间计时结束,状态转移到工步4,执行加温机翻桶动作,将油桶翻出到第二加温工位;翻桶限位信号输入,状态转移到工步5,执行加温机翻桶架回位动作;完成工步5后会有个小的循环动作执行当有上桶下限位信号输入时,会转移到工步3,当有翻桶架回位信号输入时转移状态到工步6,转桶架1执行转桶动作;转桶限位信号输入执行转桶回位动作,状态转移到工步7;按下停止按钮结束程序。
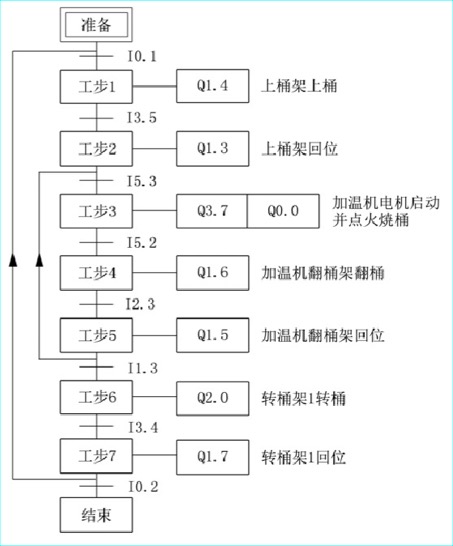
图 4-1 加温模块功能顺序图
下面分配喷砂模块的符号如表4-2所示:
表 4-2 喷砂模块的符号分配表
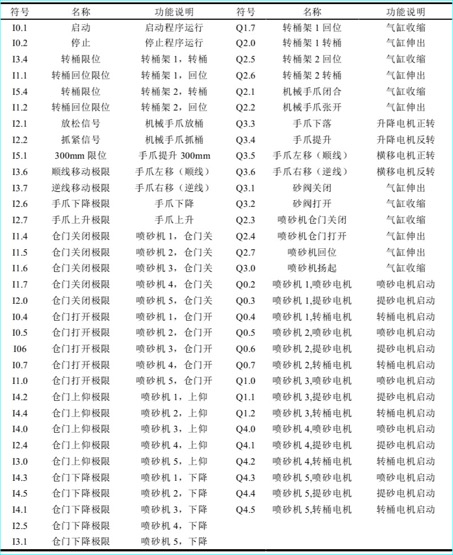
喷砂模块输入输出点数较多,但输出控制上多为联动,所以信号的采集必须正常、准确,因为生产线以刚性传动结构较多,同时生产线的控制系统实际处于开发阶段,系统设计还不成熟。因此即使现阶段,程序仍处于调试阶段。喷砂模块功能顺序图如图4-2所示,与加温模块方法相同,本文不作具体工艺流程赘述,以功能顺序图为基础作简要分析:按下启动按钮,进入工步1,转桶架1、2转桶;转桶限位输入,状态转移到工步2,机械手爪下降;手爪下降极限信号输入,状态转移到工3;以此类推,当喷砂室上仰信号输入后,五组喷砂机在程序设计是设计为计时启动停止,后面梯形图设计会介绍。状态转移到工步15后,当有转桶信号输入时进行下一周期的循环,或按下停止,停止程序运行。
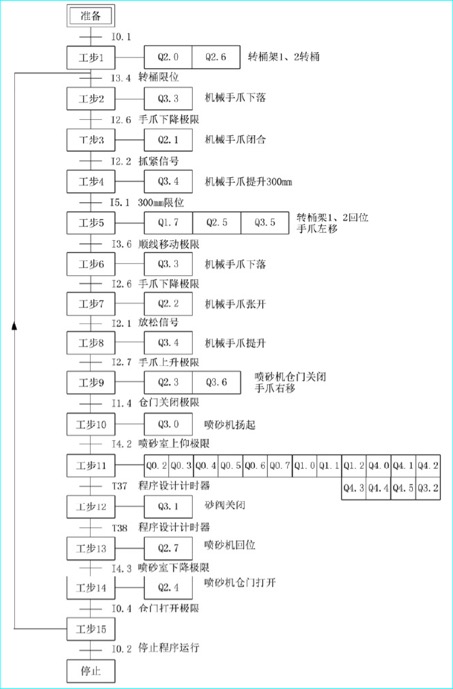
图 4-2 喷砂模块功能顺序图
4.2 程序梯形图设计
梯形图设计应用的是编程软件SIMATIC STEP7 MicWIN_V4SP3编写。依照功能顺序图步和状态转移条件对功能图符号资源进行分配,编制相应的程序梯形图,程序结构采用模块化设计方法,将控制任务分为多个线性任务块,即主程序OB1调用子程序SBR0、SBR1等的结构。模块化设计方法是将生产线工艺流程根据工序动作进行模块划分,喷砂模块以喷砂机作为组成单元,其梯形图为喷砂模块控制子程序之一,下面给出喷砂机梯形图设计作为设计实例。
喷砂机的工作原理是对经过热处理的废旧油桶桶壁进行喷砂打磨,去除桶壁表面的锈蚀以及废料残渣,实现油桶传送、油桶转动、输送及回收铁砂、喷砂打磨等动作。对废旧油桶桶壁打磨主要依靠提砂机构、喷砂机构、喷砂室机构等三个机构来完成。提砂机构的功用是为喷砂机提供铁砂;喷砂机构功能是把铁砂高速喷出,对油桶壁进行打磨;喷砂室机构的功能是让油桶在喷砂时进行旋转,以确保油桶内壁打磨均匀。三个机构间通过连接配合设计,保证整体结构紧凑而动作完整稳定。通过对喷砂工序流程顺序以及机构所实现动作进行分析,喷砂机要依次完成7步工序,步序流程如表4-3:
表4-3 喷砂机步序流程

按照七步工序控制,喷砂机程序流程图如图4-3所示。
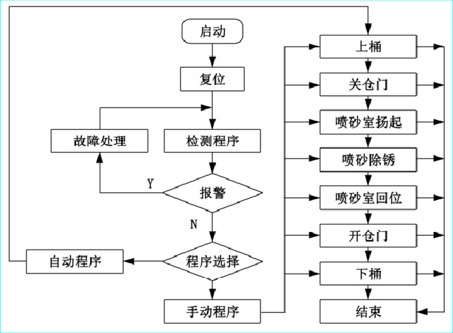
图 4-3 喷砂机程序流程图
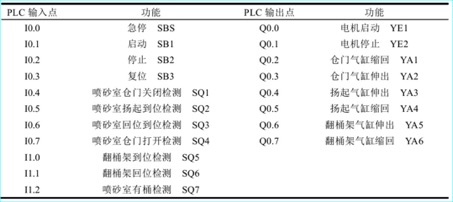
通过对工序流程的分析,喷砂机模块的控制需要7个信号采集点、4个控制按钮作为PLC的输入点,区别前面章节的I/O点分配,对控制喷砂机的输入输出点重新分配,如表4-4所示:
表 4-4 喷砂机 I/O 点分配表
如图4-4所示为部分自动喷砂程序,当检测到喷砂室有桶信号后,仓门气缸关闭、喷砂室扬起,启动电机对油桶进行喷砂打磨,打磨完成后开仓出桶。
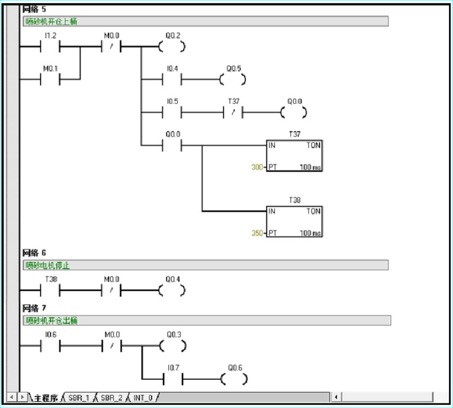
图4-4 喷砂机部分自动喷砂程序
4.3 监控软件设计
信息监控系统可以分为底层 PLC数据采集层,中间层Win CC过程监控,上层信息管理三个部分。针对一号控制柜而言,作为中间过程监控层的Win CC工控机,要通过应用服务器的管理信息系统,采集并上传油桶加温时间、喷砂机喷砂时间等各种参数信息等。因此监控软件的人机交互界面设计应该包括四个主要界面:登录界面、主界面、控制界面和监控界面。触摸屏人机界面如图4-5所示。
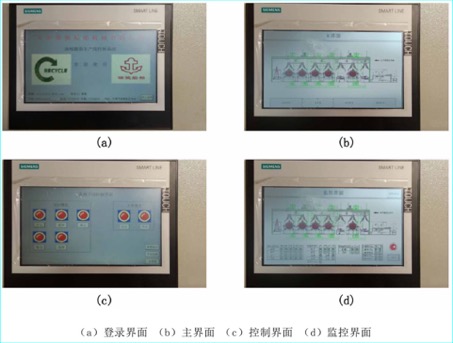
图4-5 触摸屏人机界面
触控屏上电后进入登录界面如图4-5(a)所示,登录界面主要包括登录系统窗口、以及用户信息等内容;点击右下角进入系统按钮即可进入主界面,如图4-6(b)所示,主界面主要显示产品信息以及各主要界面进入窗口,主要用于各控制界面切换;进入控制界面如图4-5(c)所示,选择系统运行模型,控制系统运行状态;进入监控界面可显示当前各工位的工作状态,如图4-5(d)所示。一号控制柜人机界面设计如图4-6所示,下图设计的是加温模块和喷砂模块的监控界面,1显示喷砂室状态,2显示机械手状态,3显示转桶架状态,4显示加温机状态,5显示报警灯和急停按钮,当达到指定工作位置时工位状指示灯会显示绿色,否则显示为灰色,当处于非正常工作状态是报警灯会闪烁并发出警报声,需要按下急停按钮后查看工作异常位置。
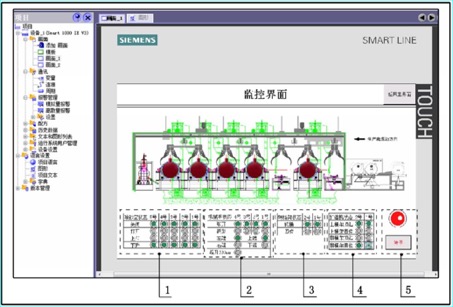
1.喷砂室状态 2.机械手状态 3.转桶架状态 4.加温机状态 5.报警灯和急停按钮
图4-6 一号控制柜人机界面设计
人机交互界面可以实时展现当前的油桶加温和喷砂的工作状态,包括设备当前运行情况、生产时实流程状态和相关报警信息等。在出现故障和紧急报警的情况下,Win CC人机界面还能起到排除故障、处理报警的作用,在最大程度上确保了生产的顺利进行。作为监控系统核心的中间层,Win CC不仅可以实现与现场层的控制和数据交换,还可以利用双Win CC的冗余系统组态,来确保系统运行的稳定性。通过上层管理信息系统实的远程网络监控,将Win CC数据转储,可以为用户提供更好的需求,以此来弥补Win CC系统在数据库和可拓展性方面不足。
4.4 本章小结
本章设计了控制系统的控制软件和监控软件。首先设计了控制系统程序的功能顺序图,并以喷砂机为程序设计案例设计了梯形图,然后为实现中间过程监控层的功能,设计了Win CC的人机监控界面以及组态的设计,通过触控屏、PC与PLC之间的通信,完成组态在控制柜的控制系统中的实际应用。
|

