|
钢桶视觉的机器人螺纹盖装配技术(2)-钢桶螺纹盖装配系统总体方案
文/徐超
第二章 钢桶螺纹盖装配系统总体方案
2.1 引言
本章将对钢桶螺纹盖自动化装配系统的总体方案展开研究,首先分析钢桶螺纹盖的装配需求,明确自动化装配系统的技术指标,然后进行视觉定位方案的选择和螺纹装配方案的确定,最后提出系统整体方案,进行相应的硬件选型,同时对整个钢桶螺纹盖装配系统的工作过程进行分析。
2.2 系统整体方案设计
钢桶生产流水线中钢桶螺纹盖的自动化装配系统设计首先要进行装配需求分析,确定装配流程,然后确定系统中视觉定位方案和螺纹盖装配方案,最后确定系统整体方案。
2.2.1 钢桶螺纹盖装配需求分析
200L钢桶桶盖及大小螺纹盖如图2-1所示。本文的目标即实现钢桶大小螺纹盖在钢桶桶盖上的自动化装配。为保证企业每分钟生产8个钢桶的效率要求,经过相关分析计算得出流水线中用于钢桶大小螺纹盖的装配时间应保证在8s之内,同时要求装配过程平稳可靠,装配质量达到产品要求。

图2-1 200L钢桶桶盖及大小螺纹盖
钢桶大小螺纹盖的装配流程如图2-2:
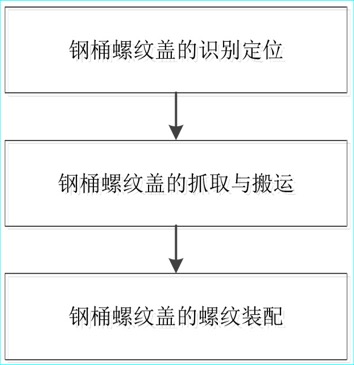
图2-2 钢桶螺纹盖的装配流程
针对钢桶螺纹盖装配过程中的每一个步骤,具体分析如下:
首先是钢桶螺纹盖的识别定位。钢桶螺纹盖经理料盘进入传送带后,其在传送带上的位置是随机的,要实现钢桶螺纹盖的自动化装配首先就要进行钢桶螺纹盖的识别定位。目前工厂流水线上主流的工件定位方案主要有两种,一种是通过一系列的机械导向机构,使得工件每次到达的位置保持一致,但该种方案需要在传送带上添加一系列的附加机构,不但增加了流水线的冗余度同时也提高了系统的故障发生率;另一种方案采用机器视觉技术,机器视觉技术以其测量精度高、非接触性、响应速度快等一系列优点在工业自动化领域得到越来越广泛的应用。通过相机采集生产流水线上工件的图像信息,进行相应的图像处理、标定等过程,可以较为精确地得到工件的位置信息,同时减少流水线的设备复杂度,降低故障发生率。因此,本文采用机器视觉技术进行钢桶螺纹盖的识别定位。
其次是钢桶螺纹盖的抓取和搬运。由于钢桶螺纹盖和钢桶不在一条流水线上,需要借助额外设备实现钢桶螺纹盖的搬运。近年来,随着科技水平的不断发展,工业机器人作为一种典型的机电一体化设备,已经广泛地应用于工业自动化领域,且成为一种代替人工操作的必然趋势;因此,本文选择采用工业机器人并通过设计相应末端执行器的方式实现钢桶螺纹盖的抓取和搬运。
最后就是钢桶螺纹盖的螺纹装配。螺纹装配是钢桶螺纹盖装配的关键步骤,需保证装配后螺纹的拧紧扭矩满足要求。通过相关调研,钢桶出厂前钢桶大小螺纹盖的预紧扭矩为2 N⋅m,本文设计一种自主式的专用末端执行器,执行器内部含有动力源,并内置扭矩传感器,以实现钢桶螺纹盖的定扭矩装配,从而到达钢桶螺纹盖的自动化装配技术要求。
2.2.2 视觉定位方案选择
视觉定位方案的选择是进行工件定位的基础。良好的视觉定位方案将对后续手眼标定、图像处理、工件定位等过程产生决定性的影响;因此,本文首先对系统中视觉定位方案进行研究。根据应用场景及应用方式的不同,机器人视觉系统被细分为以下几种不同的情况:
1、基于相机安装位置分类:
视觉系统分为Eye-in-Hand和Eye-to-Hand两大类。如图2-3所示,Eye-in-Hand是指将摄像机安装在工业机器人的末端,并在系统中随着机器人的运动而运动;Eye-to-Hand是指相机安装在固定位置,从而保证每次拍照的位置不变,通常固定在平台或支架上,其位置相对于机器人基坐标系保持不变。这里需要特别
指出一种特殊情况下的Eye-to-Hand,该情况下相机安装在机器人末端,但每次拍照的位置保持不变,满足Eye-to-Hand相机在拍照时相对于机器人基坐标系位置不变,因此属于一种特殊情况下的Eye-to-Hand。由于Eye-in-Hand会随着机器人的运动而发生位置变化,因此对于相机标定的精度要求较低,但往往不能保证目标在相机视野范围之内,常常需要采用全景相机来捕捉工件信息。而在Eye-to-Hand系统中,相机采集图像位置固定不动,能够获取工件的完整信息,不易造成漏检,且安装简单,易于实现,但对于相机标定的精度要求较高,同时由于安装位置不变,容易与机器人运动轨迹发生干涉。
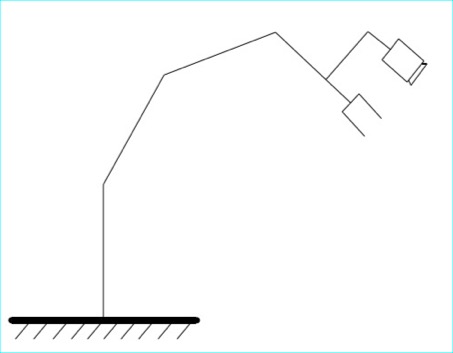
(a)Eye-in-Hand
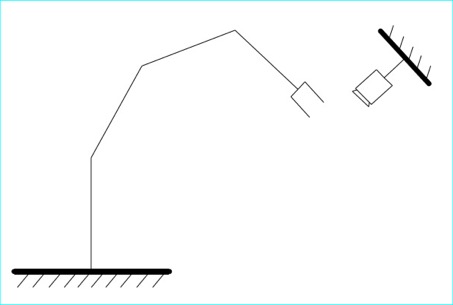
(b)Eye-to-Hand
图2-3 手眼关系
2、根据相机数目的不同分类:
视觉系统分为单目视觉系统、双目视觉系统和多目视觉系统。顾名思义,单目视觉系统是指在视觉系统中只含有一个相机,单目视觉系统多用于工件识别、缺陷检测、尺寸测量等方面,如工业自动化领域等,其相机标定及图像处理算法相对简单,但单目视觉系统无法同时采集多个角度的图像信息,因此,相机固定状态下无法得到工件的深度信息;双目或者多目视觉系统含有两个或多个相机,能够同时从多角度获取待测工件的图像信息,可以得到工件的深度信息,多用于三维重建、立体匹配等,缺点是图像处理算法和相机标定过程较为复杂,且成本较高、图像处理时间较长,难以保证工业实时性要求。
3、根据机器视觉系统中控制方式分类:
视觉系统分为基于位置、基于图像和混合视觉控制三种方式。基于位置的视觉控制方式首先通过图像处理,得出工件的图像信息,然后在笛卡尔坐标系下对目标工件的位姿进行估计,以目标工件位姿和机器人当前位姿之差作为系统输入,从而控制机器人进行轨迹规划,实现工件的识别和抓取,该种方法原理简单,易于实现。基于图像的视觉控制以图像特征的误差信号作为输入,以此作为控制量,驱动机器人运动,完成相关动作,该方法对于相机标定误差及空间模型不敏感,但需要计算图像的特征误差函数及雅克比矩阵,计算过程较为复杂,且在控制中存在奇异点干扰的情况。混合视觉控制则是将两种控制方式加以结合的视觉控制方法。
本文视觉系统中的目标工件是钢桶螺纹盖,是一个标准件,几何形状固定;同时系统要求工业机器人完成识别、抓取和装配过程。由于系统对于工业实时性要求较高,且在采集图像时,通过人为设定,钢桶螺纹盖在相机视野内姿态相对一致,因此本文选用Eye-to-Hand视觉系统,即拍照时相机相对于机器人基坐标系位置不变。系统中钢桶螺纹盖的传送带高度不变,因此只需要获取钢桶螺纹盖的XY平面的二维坐标,单目视觉系统即可满足要求。另外,系统通过钢桶螺纹盖与机器人基坐标系的相对位姿关系作为控制输入量,控制机器人进行轨迹规划,因此本文采用基于位置的视觉控制方式。
综上所述,本文最终确定采用基于位置的单目Eye-to-Hand视觉控制方案。同时由于工业机器人末端执行器与相机支架存在空间干涉现象,因此本文采用相机安装在机器人末端的特殊Eye-to-Hand方案,即单目相机固定在机器人末端,并在指定位置对待测工件进行拍照,采集图像信息,进行图像处理,得出钢桶螺纹盖在机器人基坐标系下的空间位姿,从而实现钢桶螺纹盖的识别和抓取。
2.2.3 钢桶螺纹盖装配方案选择
螺纹连接过程中,装配系统的主要参数有拧紧扭矩和拧紧转角;装配过程中对不同参数的控制产生了不同的螺纹装配方法。常见的螺纹装配控制方法主要有扭矩控制法、扭矩转角控制法、屈服拧紧控制等控制方法。
扭矩控制法是指借助一定的工具将螺纹联接的工件一次性装配到指定的扭矩阀值,该方法控制原理简单,控制方法直观,是目前应用最广泛的拧紧控制方法。装配过程中扭矩一旦达到设定值则立即停止拧紧过程,但由于实际螺纹装配过程中,螺纹连接件接触面的摩擦会消耗掉一部分输出扭矩,因此预紧力会受到摩擦扭矩的影响,该方法主要应用在对螺纹装配精度要求不是很高的场合。
扭矩转角控制法是指将螺纹装配的过程分为两部分,首先将螺纹装配至贴近扭矩,即初步拧紧,然后在此基础上在转过一定的角度,从而达到预定的拧紧扭矩值。在第二阶段转过的角度一般通过实验或者计算获得。在该控制方法中,转角起始点的选取是一个十分重要的影响因素,装配过程未达到转角起始点时,受摩擦力的影响较大,从而使得转角与预紧力之间不为线性关系,但在整个拧紧过程中对于预紧力的影响较小,因此该控制方法相对于扭矩控制法精度得到了很大程度上的提高,当转角达到转角起始点未达到屈服点时,预紧力与转角呈线性关系,在达到屈服点之后,预紧力与扭矩转角不呈线性关系,此时预紧力只取决于螺纹联接材料的屈服强度,只与材料的均衡性有关。根据目前的工程实际应用情况,通常认为当拧紧扭矩达到目标扭矩的 25%时,达到转角起始点,即目标扭矩的 25%为贴近扭矩,以此开始角度控制。该方法主要用于对于螺纹联接精度及装配质量要求相对较高的场所。
屈服拧紧控制法是指通过计算预紧力与拧紧扭矩、装配过程的转角以及伸长量之间的数学关系得出拧紧力矩与转角关系的控制方法,该方法的控制精度只与螺纹联接材料的屈服强度有关,可以充分利用螺纹联接材料的特性,使得装配质量及精度达到最佳状态,该方法对于装配工艺要求较高,适用于对螺纹装配精度及质量要求十分精确的场合。
其他扭矩控制方法还有伸长量控制、以及一些新兴的控制方法如红外线测长、超声测长等;伸长量控制法是指直接通过测量螺纹联接件装配过程中的伸长量来进行预紧力控制,该方法需要仪器可以测量到联接件的端面,且端面足够光滑,大部分工件不能满足要求。其他一些新兴的控制方法对于测量的仪器及操作要求较高,且成本较高,多用于一些有特殊要求的高精度场合。
本文中钢桶螺纹盖的装配是钢桶投入使用前的预装配,目的是为了防止液体或潮湿空气进入钢桶内,造成钢桶内壁腐蚀生锈,从而影响钢桶出售及使用寿命,因此装配过程只对拧紧扭矩有要求,且钢桶在售出后还需要打开螺纹盖储存物品,因此对于钢桶螺纹盖的装配质量要求保持封闭即可。经过上述分析并综合考虑生产成本及系统控制的难易程度,本文采用扭矩控制法进行钢桶大小螺纹盖的装配,即通过设计相应的机器人末端执行器,实现装配过程的扭矩可控,从而达到钢桶螺纹盖装配至指定扭矩值的要求。
2.2.4 系统整体方案的确定
在确定了系统中视觉定位方案和钢桶螺纹盖装配方案的基础上,根据系统设计需求初步设计基于视觉的机器人钢桶螺纹盖自动化装配系统。系统通过机器视觉技术实现钢桶螺纹盖的识别定位,通过工业机器人实现钢桶螺纹盖拾取和搬运,最后通过设计专用末端执行器完成钢桶螺纹盖的自动化装配。
1、系统的组成
钢桶螺纹盖自动化装配系统的硬件主要包括工业机器人、工业相机、镜头、钢桶生产流水线以及钢桶大小螺纹盖输送流水线,整个系统的布局如图2-4所示。当钢桶到达螺纹盖装配工位时,夹持定位机构固定钢桶,并保证每次装配过程中的钢桶桶盖上的螺纹口位置不变;此时,负责钢桶大小螺纹盖装配的机器人同时开始动作,通过视觉定位系统获取钢桶大小螺纹盖位姿信息,并完成钢桶大小螺纹盖的识别抓取,在完成抓取之后,将钢桶大小螺纹盖移动至钢桶桶盖对应位置处进行螺纹装配,同时在移动的过程中机器人调整位姿,使得钢桶大小螺纹盖旋入初始姿态保持一致,从而保证机器人成功旋紧钢桶螺纹盖。当完成一次装配之后,机器人回到初始位置,同时调整末端执行器回到初始状态准备进行下一次装配,如此循环进行。
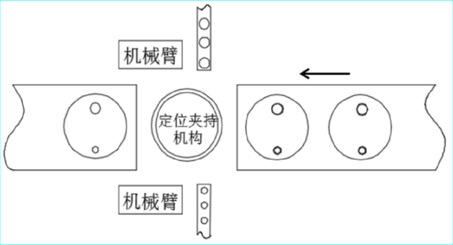
图2-4 钢桶螺纹盖自动化装配系统简图
如图2-5所示,本文中钢桶螺纹盖自动化装配控制系统由四部分内容组成,其中上位机模块主要负责整体控制及图像处理,并与系统中其他模块实现通讯;视觉采集模块主要由工业相机、镜头及相应的接口组成,负责采集钢桶螺纹盖的图像信息,并将图像信息发送给上位机模块;螺纹装配模块包含工业机器人和专用末端执行器,主要负责钢桶螺纹盖抓取和螺纹装配;理料运料模块包含振动盘和输送流水线,通过振动盘实现钢桶螺纹盖的理料,通过传送带实现钢桶螺纹盖的运料。
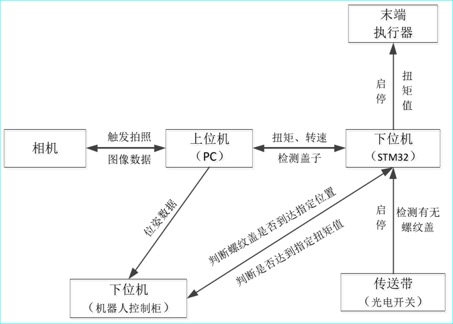
图2-5 钢桶螺纹盖装配系统的组成模块
2、系统的控制流程
控制流程如图2-6所示,系统中PC作为上位机负责对图像采集模块传来的工件图像信息进行图像处理,得到工件在传送带上的位姿信息,并与下位机进行通讯,实现系统的整体控制,系统中含有两个下位机,分别是机器人控制柜及负责末端执行器控制的STM32,其中机器人控制柜与上位机之间通过网口通讯,上位机作为服务器,机器人控制柜作为客户端,实现钢桶螺纹盖位姿数据之间的通讯,STM32与上位机通过串口进行通讯,上位机将指定的扭矩、转速参数发送给STM32,STM32根据相关参数控制末端执行器进行钢桶螺纹盖的装配,同时通过内部扭矩传感器反馈钢桶螺纹盖装配的扭矩信息,实现钢桶螺纹盖的装配要求。
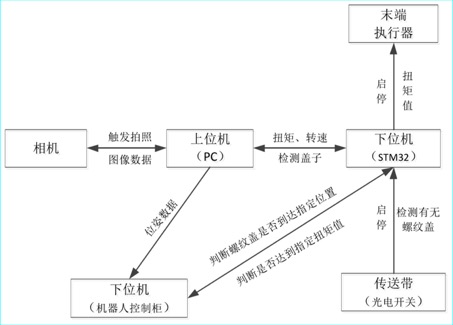
图2-6 钢桶螺纹盖的装配系统控制流程
3、系统的工作流程
以钢桶大螺纹盖的自动化装配为例,整个自动化装配系统的动作流程如图2-7所示,系统具体过程如下:
(1) 系统初始化,设置相应的参数,如目标扭矩值、装配速度等;
(2) 系统启动,当传送带上检测到钢桶大螺纹盖时,上位机接收触发信号;
(3) 上位机在接收触发信号后,控制视觉系统采集工件图像;
(4) 视觉采集系统将图像信息发送给上位机,上位机对采集到的图像进行处理,得出钢桶大螺纹盖位姿信息;
(5) 上位机将钢桶大螺纹盖位姿数据发送给机器人控制柜;
(6) 机器人控制柜接收到位姿数据后,控制机器人达到指定位置,进行钢桶大螺纹盖的识别抓取;
(7) 机器人按照预定轨迹到达钢桶桶盖指定螺纹口处;
(8) 达到指定位置后,发送信号给末端执行器控制器;
(9) 末端执行器按照指定的速度,进行钢桶螺纹盖的螺纹装配,并通过扭矩传感器检测拧紧扭矩;
(10) 当检测到装配至指定扭矩时,停止装配并发送装配结束信号给机器人控制柜;
(11) 机器人控制柜控制机器人抬升,回到初始位置;
(12) 返回步骤2,实现系统循环工作。
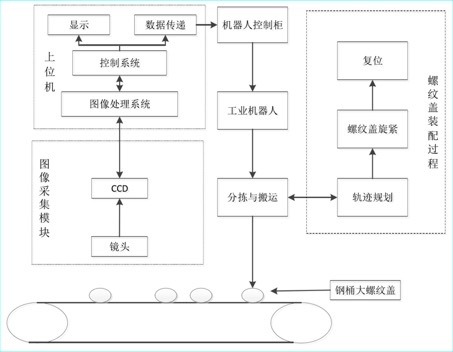
图2-7 钢桶大螺纹盖自动化装配系统动作流程
2.3 系统的硬件
在确定了系统整体方案的基础上,将对系统中涉及到的硬件进行选型,为后续部分的研究提供硬件基础。
2.3.1 工业相机及镜头的选型
在机器视觉系统中,硬件是整个视觉系统的基础,合理的硬件选型方案将对后续图像处理起到事半功倍的作用。一般的视觉系统主要包含镜头、工业相机、光源及相应的接口。镜头是视觉系统成像的通道,主要负责将目标工件成像在相机的光敏面上,其质量的好坏直接影响到系统的整体性能,合适的镜头可以使得图像更加清晰并减少畸变的影响;工业相机主要负责将光信号转化为二维图像数据,相较于普通民用相机而言,工业相机具有更好的稳定性、更高的传输能力及抗干扰能力;光源的主要作用是使得光线以最佳的方式投射到物体上,从而令物体的细节特征更加清晰,与背景对比鲜明。接口主要是指相机与其他设备之间的连接方式,常用的相机接口有USB接口、1394接口、Gige接口等。由于本文中钢桶螺纹盖图像背景为传送带,与钢桶螺纹盖对比十分明显,在自然光光源的状态下可以满足识别定位要求,而相机的接口一般在相机选型后已经确定,因此本文主要对工业相机及镜头的分类及选型过程进行详细描述。
工业相机根据相机内芯片类型的不同分为CCD(Charge Coupled Device)相机和CMOS(Complementary Metal Oxide Semiconductor)相机。CCD相机的原理是当CCD芯片被曝光后,其内部由硅单晶片组成的光电二极管释放电荷,电荷通过定向运动形成电信号,电信号通过输出电路输出,并转换为电压信号,电压信号经过放大器放大、滤波器去燥、及A/D转换,最后得到用于图像处理的二维数字图像信号。CCD相机具有体积小、灵敏度高、寿命长等一系列优点,是目前工业领域应用最为广泛的一类工业相机。CMOS相机中的光电传感器也是由光电二极管构成,但与CCD不同的是,CMOS相机每一个发光二极管中的电荷都可以被独立地读取,因此可以实现无损读取并直接获取数字信号,但其需要的曝光时间较长,结构较为复杂。CCD相机与CMOS各自有自身的优缺点,如表2-1所示:
表2-1 CCD相机与CMOS相机的比较
|
CCD |
CMOS |
速度 |
慢 |
快 |
噪声 |
好 |
差 |
灵敏度 |
好 |
差 |
功耗 |
毫安级 |
微安级 |
成本 |
高 |
低 |
CCD相机成像技术更加成熟,采集到的图像质量较好,应用更为广泛,而CMOS相机可实现无损读取,且功耗更小,成本更低。综合考虑本文选择CCD相机进行钢桶螺纹盖的图像信息采集。
视觉系统中的镜头根据应用场景的不同可以分为不同的种类,例如远心镜头、CCTV镜头、微距镜头等。镜头的主要参数有焦距、光圈F值、最小工作距离等。机器视觉领域对于图像质量的要求较高,一般采用远心镜头来获取较高质量的图像。远心镜头在规定的物距范围内,图像的放大倍率不随物距的变化而改变,且镜头的畸变小,在光学精密测量领域得到广泛的应用;CCTV镜头多用于监控摄像机,视野范围大,成本较低,但精度较差。
本文中待测物体是钢桶螺纹盖,如图2-8所示,钢桶大小螺纹盖分别为外直径61mm和外直径28mm的圆形标准件,而相机的靶面通常为4:3的矩形。为了将物体全部摄入靶面,以靶面短边长度作为参考来计算视场,相机到物体的距离为500~600mm之间,考虑到镜头本身的尺寸,可以假定物体到镜头的距离为450~550mm之间,取中间值则系统的物距为500mm。本文中设定系统的精度要求为0.5mm;期望的测量分辨率一般取系统精度要求的1/5到1/10之间,因此本文选取期望的测量分辨率为PR=0.1mm/pixel=100um/pixel。

图2-8 钢桶大小螺纹盖
相机和镜头的具体选型的流程如图2-9所示:
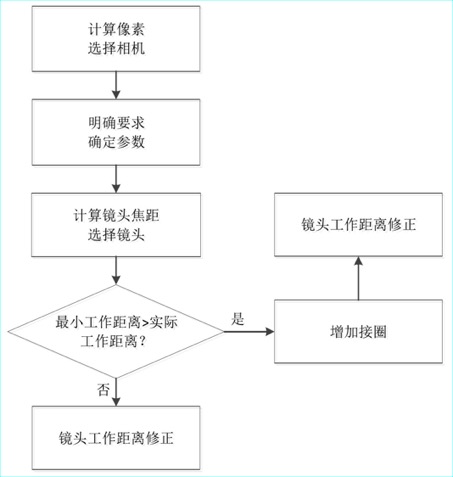
图2-8 相机与镜头的选型流程
以钢桶大螺纹盖为例,相机与镜头的具体选型过程如下:
1、明确系统具体要求
根据钢桶螺纹盖装配的实际要求,并结合工件的具体尺寸,确定系统的具体参数:
(1)被检测物体的大小O=61mm ;
(2)期望为工作距离WD=500mm ;
(3)期望的测量分辨率 PR=100um/pixel。
2、工业相机的选型
计算所需图像传感器的像素N:
N=物体尺寸/像素分辨率=O/PR=61/0.1=610 pixel (2-1)
因此相机靶面短边的像素数要大于610pixel,根据像素个数选择相机的型号为大恒MER-132-30UC,具体参数如表2-2所示。
表2-2 MER-132-30UC相机参数
| 相关参数 |
参数值 |
分辨率 |
1292×964 |
传感器类型 |
1/3"(4.8×3.6mm)CCD |
像素尺寸 |
3.75um×3.75um |
数据接口 |
USB2.0 |
镜头接口 |
C |
机械尺寸 |
19×29×29mm(不含C接口) |
3、计算镜头焦距,进行镜头选型
(1)系统中镜头的放大率β:
β=图像尺寸/物体尺寸=I/O=3.6/61=0.059 (2-2)
能够达到的精度α为:
α=像素尺寸/放大率=a/β=0.00375/0.059=0.063 mm (2-3)
满足系统要求。
(2)镜头的焦距f:
f=WD/(1+1/β) =500/(1+1/0.059)=28 mm (2-4)
根据焦距f选用Computar公司的M2514-MP2型号镜头,具体参数如表2-3所示。由表中数据可知,镜头的最小工作距离小于视觉系统的实际工作距离,因此不需要增加接圈以减小镜头的最小工作距离。
表2-3 M2514-MP2镜头主要参数
| 相关参数 |
参数值 |
靶面尺寸 |
2/3 inch |
焦距 |
25mm |
光圈范围 |
F1.4~F16C |
最小工作距离 |
300mm |
接口 |
C-接口 |
4、工作距离矫正
系统的实际工作距离WDfinal:
WDfinal=flens(1/β+1)=25×(1/0.059+1)=448.7 mm (2-5)
式中flens为镜头的实际焦距;以上完成了视觉部分工业相机、镜头和相应接口的选型,为后续图像处理提供了硬件基础。
用于钢桶小螺纹盖定位的视觉系统硬件选型过程与钢桶大螺纹盖类似,这里不再描述,工业相机为大恒MER-030-120UC,镜头为M3514-MP2,具体参数如表2-4、表2-5所示。
表2-4 MER-030-120UC相机参数
| 相关参数 |
参数值 |
分辨率 |
656×492 |
传感器类型 |
1/4"(3.2×2.4mm)CCD |
像素尺寸 |
5.6um×5.6um |
数据接口 |
USB2.0 |
镜头接口 |
C |
机械尺寸 |
29×29×29mm(不含C接口) |
表2-5 M3514-MP2镜头主要参数
| 相关参数 |
参数值 |
靶面尺寸 |
2/3 inch |
焦距 |
35 mm |
光圈范围 |
F1.6~F16C |
最小工作距离 |
300 mm |
接口 |
C-接口 |
2.3.2 工业机器人的选型
工业机器人选型主要考虑机器人的负载、重复定位精度、工作空间及机器人本体质量等相关参数,由于钢桶螺纹盖的质量较小,因此机器人负载主要取决于末端执行器的质量,综合考虑系统需求并结合实验室已有条件,选择瑞士史陶比尔公司的TX60L型六自由度串联工业机器人。如图2-10所示,TX60L工业机器人的多关节手臂采用6个自由度,具最大的灵活性,球形工作区域可以最大限度地利用工作单元空间,具体参数如表2-6所示。

图2-10 史陶比尔TX60L型工业机器人
表2-6 史陶比尔TX60L工业机器人性能参数表
| 相关参数 |
参数值 |
自由度 |
6 |
最大负载 |
5kg |
额定负载 |
2kg |
工作半径 |
920mm |
重复定位精度 |
±0.03mm |
机械臂质量 |
52kg |
机器人控制系统采用CS8C型控制器,如图2-11(a)所示,该控制器由供电电源、功率放大器、处理器、安全模块及通讯接口等几部分组成,防护等级为IP20,拥有512Mb RAM,2GB闪存盘及USB接口,提供两个用户数字量输入接口、2个快速输入接口、1个快速输出接口,同时可扩展2块BIO板卡,每个板卡可支持16位数字量输入输出,支持RS232/422串行通讯,并提供两个以太网接口,用于网口通讯,CS8C控制器既可以作为服务器也可以作为客户端,同时其本身内置了一个Ftp服务器,通过免费的FTP客户端软件Ftpsurfer,用户可以上传和下载相关文件。
控制系统中的SPl示教盒如图2-11(b)所示,可以用来给手臂上电,选择工作模式,并控制机器人运动,进行示教编程等,史陶比尔机器人控制系统采用的编程语言为VAL3语言,是一种设计用于在各种应用中控制史陶比尔机器人的高级程序语言,包含了用于标准实时控制的高级计算机语言和机器人工作单元专用的功能。通常情况下,除了可以在示教盒上进行机器人编程之外,还可以通过Staubli Robotics Suite(SRS软件进行编程,编好的程序可以通过U盘拷贝或Ftp传输至机器人控制器,控制机器人进行相关动作。

(a)CS8C型控制器

(b)史陶比尔SP1示教盒
图2-11 机器人控制系统硬件
2.4 系统误差分析
基于视觉的机器人钢桶螺纹盖装配系统的误差来源主要有:视觉识别定位误差、末端执行器加工制造误差、机器人重复定位精度造成的误差;各部分误差之间相互独立。
1、视觉识别定位误差:视觉识别定位误差主要与视觉系统硬件、光照环境以及图像处理算法有关;通常情况下相机的像素越高、视野范围越小则通过算法得出的定位精度越高;同时良好的光照环境和图像处理算法也对视觉系统的精度有重要影响,就目前而言,视觉系统的定位精度已经可以达到±0.01mm。
2、末端执行器加工制造误差:由于加工工艺及装配的影响,通常硬件的实际加工尺寸与理论设计值之间存在偏差,从而对系统精度造成影响,本文通过机器人工具参数标定的方式,对设计的末端执行器进行参数标定,获取其实际参数值,从而减少末端执行器加工制造误差所造成的影响。
3、机器人重复定位精度:本文所选用的工业机器人的重复定位精度可达±0.03mm,能够满足工业上绝大多数的系统要求。 通过对基于视觉的机器人钢桶螺纹盖装配系统的误差分析,确定了系统的误差来源,为后续不同模块的设计开发提供了一定的参考价值。系统的误差分析只是在理论层面进行研究,但由于计算因素、现场环境等诸多因素的影响,实际的装配情况应以仿真实验为准。
2.5 本章小结
本章首先对钢桶螺纹盖装配进行需求分析,明确钢桶螺纹盖装配的技术指标,然后确定了基于位置的单目Eye-to-Hand视觉控制方案和基于扭矩控制的钢桶螺纹盖螺纹装配方案,并在此基础上提出系统的总体方案,同时对系统的功能模块及工作过程做出进一步的阐述,最后对系统中视觉部分硬件以及系统采用的工业机器人的进行选型,并对系统的误差来源进行分析,为后续各部分的设计及各章节的内容奠定了基础。
|

