| |
快速高精度定尺剪切控制系统
文/陈佳
摘要:基于伺服控制器与PLC定位模块相结合在高精度、高速度运动定位系统中的应用, 用三菱工控产品(只用一台PLC), 设计了一套定尺剪切控制方案。经实验验证, 它运行速度快、定位精度高, 性价比高。
关键词:伺服控制器;PLC;定位模块;快速;高精度
快速高精度自动剪切控制系统具有广泛的应用价值, 以钢铁行业为例, 无论是轧钢厂还是钢材配送单位都非常需要快速高精度自动剪切成套设备, 不同厚度不同宽度的板材需要高效率地被切成统一的尺寸, 直接送上家电或其它生产线, 而无需再加工。衡量自动剪切设备性能的是自动化程度及定尺精度的高低, 它们将直接影响企业生产效率及产品质量。进口设备运行速度快、定位精度高, 生产线由一台工控机作为上位机, 通过总线的方式控制多台PLC, 达到控制整条生产线的目的。这种生产线结构复杂, 价格昂贵。国产设备虽然价格上很有优势, 但性能远不如进口设备。我们用三菱工控产品(只用一台PLC), 设计了一套定尺剪切控制方案, 经实验验证, 它运行速度快、定位精度高, 性价比高。
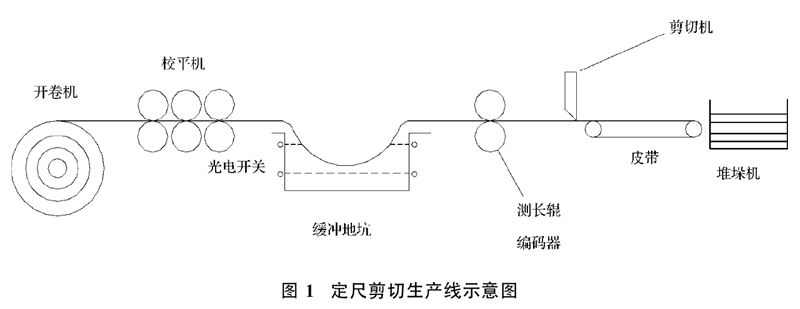
1 定尺剪切生产线简介
定尺剪切生产线主要由开卷机、校平机、送料机构、剪板机、输送装置、堆垛装置等六部分组成, 其中板材定尺剪切部分是整套设备的关键。定尺剪切生产线示意图如图1 所示, 它适用于加工冷轧和热轧碳钢、硅钢、马口铁、不锈钢及表面涂镀后的各类金属材料。原材料卷板经开卷机和校平机, 经过缓冲地坑后按照给定剪切长度要求定位后, 剪板机将钢板裁切成成品, 最后经皮带送至堆垛装置包装。我们的方案中, 位于地坑中的光电开关的作用:根据钢板下垂程度决定开卷、校平机的启停和运行速度, 用来保证送料部分高速运行所需要材料的长度, 测长辊驱动电机由三菱伺服控制器控制, 剪板机的运行速度由三菱变频器控制, 三菱可编程控制器控制测长与剪切高效地配合动作, 操作人员可通过三菱触摸屏输入每刀剪切的长度与需剪切的数量, 设定完成后启动系统自动投入运行。
2 定尺剪切控制原理
板材定尺剪切部分是整套设备的关键, 定尺剪切是在材料停顿时刻进行的, 也就是说, 切刀刀口分离时, 定长控制系统启动, 送料长度由PLC、伺服驱动器联合进行控制, 触发开始后, 系统直接以预设的加减速率、最高速度、S曲线以及目标长度为基本参数, 计算出运转速度曲线, 直接驱动伺服马达送料, 当输送的长度到达规定长度时, 卷材停止运动, 切刀刀口切下, 将卷材切断。依次循环,自动地将卷材切割成规定长度的板材。定尺剪切的机械部分由夹送机构和剪切机构两部分组成, 夹送机构由交流伺服电机驱动旋转,上下夹送辊的加紧力调至刚好压紧板料, 使板料在两辊中按设定的速度无滑动滚动, 完成送料和测长。剪切机构由变频电机带动做连续上下运动, 剪切的速度由PLC跟据每刀剪切的长度等条件算出。
在控制方面, 根据具体控制要求的不同, 可分为两种控制方式:
(1) 位置半闭环控制
在这种控制方式下, 伺服电机上的反馈元件既是速度反馈元件又是位置反馈元件。根据设定的加速度、运行速度、减速度和长度, 定位功能模块自动的完成速度和位置的控制。这种控制方式虽然不能消除牵引辊打滑和机械传动间隙产生的长度误差。但是我们可以通过定位功能模块用软件修正这些系统性误差。
(2) 位置全闭环控制
在位置全闭环控制方式中, 在测量轮上安装了增量式光电编码器, 伺服电机上的编码器作为速度反馈元件, 测量轮上的编码器作为位置反馈元件。这样, 伺服控制器可消除牵引辊打滑和机械传动间隙产生的长度误差。但安装增量式光电编码器机械结构相对复杂些。为保证控制精度, 我们采用的是位置全闭环控制方式。
3 控制系统的组成
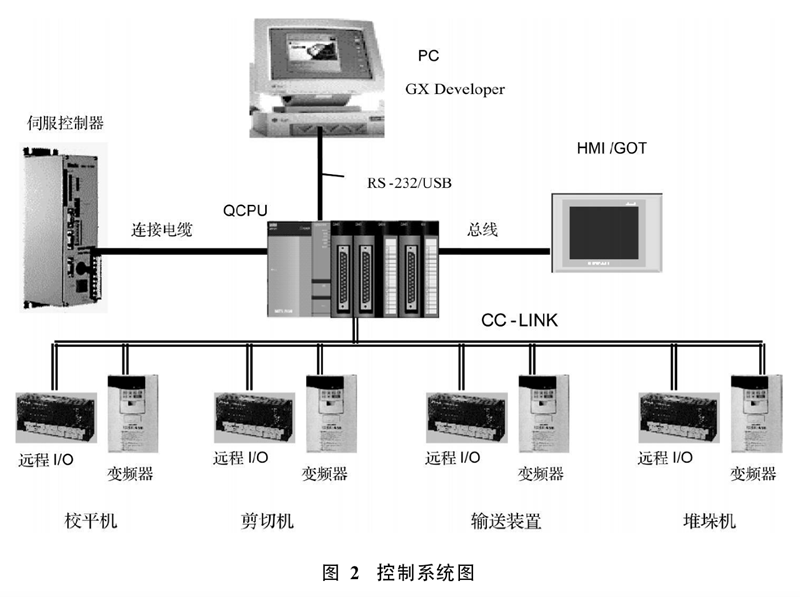
3.1 硬件组成
系统的电气控制部分采用日本三菱的Q系列可编程序控制器, 主要包括Q00JCPU模块、QD75P伺服定位摸块、QJ61BTCC-LINK通讯模块和AJ65SBTB1 CC-LINK系列远程数字量输入输出模块;人机界面采用三菱GT1575-VNBA触摸屏;伺服送料系统采用三菱交流伺服电机和MR-J3数字交流伺服驱动器;剪切机、校平机控制器采用三菱FR-A740系列变频器, 如图2所示。
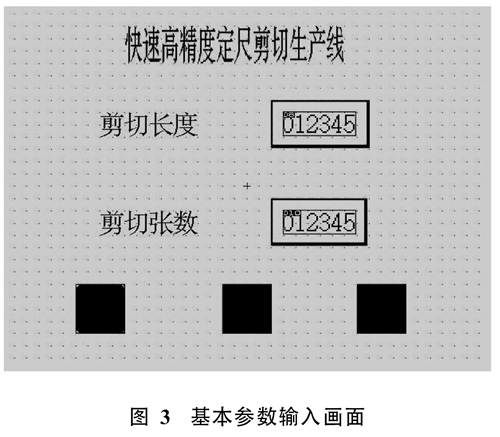
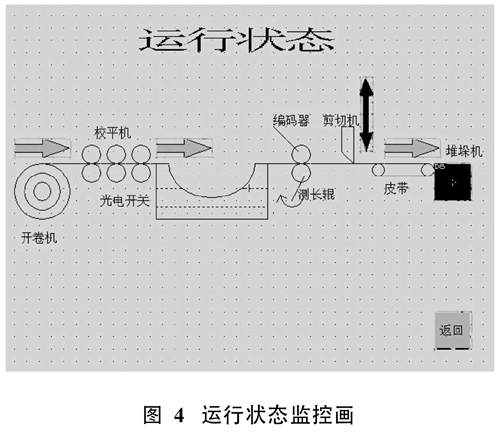
3.2 软件设计
本系统人机界面采用的是GT1575 触摸屏, 它在系统中起了非常重要的角色。触摸屏总共有12幅基本画面和窗口画面组成, 主要分两大部分:一是正常的操作人员操作的主画面, 如图3、4所示;二是设备维修、调试人员须口令才能进入的特殊功能画面, 它的参数改变直接影响设备的运行。在本系统中最主要的部分就是伺服送料, 它是保证系统精度的核心, 伺服控制器的参数、数据设定比较复杂,基本参数主要是单位设定、脉冲当量、脉冲输出模式、转动方向、速度限制值、加减速时间。回原点参数主要是复归的方式、方向、原点地址、速度。在人机界面的软件设计中,把与伺服系统相关的定位数据参数直接编写在画面中, 通过人机界面可显示和修改PLC数据存储器的数据, 这样可以有效的对系统进行调整、改变。
因为使用了QD75P伺服定位摸块, 定位控制编程更多是使用设置/监控软件QP (GX-Configurator)通过填表的方式来完成。Q00JPLC主要完成开卷、校平、剪板、堆垛的程序控制, 程序包括手动和自动两个部分, 全线的运行速度匹配和各部分相互之间的通讯是控制的难点。采用标准的串行数据传送(RS232 或USB)实现PLC与PC机之间的通讯, 系统采用CC-LINK实现PLC与变频器、PLC与远程I/O模块之间的通讯, 采用总线实现PLC与触摸屏之间的通讯。
4 控制系统技术性能
此控制系统在技术性能上有如下特点:
(1) 系统采用PLC与人机界面相结合, 操作直观、方便, 系统的布线更简单。
(2) 系统采用定位模块QD75P与MR-J3数字交流伺服驱动系统相结合, 定位精度高(包括机械器件响应能达到0.1mm), 运行速度快(线速度能达到60M/min)。
(3) 系统采用CC-LINK远程通讯, 使用了远程I/O模块, 只用了一个PLC完成了对开卷机、校平机、送料机构、剪板机、输送装置、堆垛装置六台单机的控制。结构紧凑、性价比高。
(4) QD75P系列定位模块和MR-J3 系列数字交流伺服驱动器都有设置/监控软件, 这样参数的设定和监控变的非常容易。
5 结束语
本控制系统经实验验证:定位精度高、运行速度快。由于它涉及的智能器件及软件品种比较多, 开发难度比较大,但对于操作人员来说使用是非常简单的。
(作者:陈佳,南京工业职业技术学院)
|
|

