|
【专利介绍】三工位气压试漏检测机
文/德州华奕
申请号:CN201620214279.8
公开号:CN205426456U
IPC分类号:G01M3/32
发明人:李子信;王留栓
专利权人:德州华奕包装制品有限公司
摘要
三工位试漏检测机,主要由机架、输送链条、气压检测报警机构、液压密封机构和气动推杆机构组成,气压检测报警机构包括若干个设置在机架上的气压检测报警器,液压密封机构包括若干个设置在机架顶部的液压密封器,气动推杆机构由入工位气动推杆、合格气动推杆和不合格气动推杆组成,输送链条装在机架上,入工位气动推杆设置在输送链条一侧,合格气动推杆和不合格气动推杆设置在机架另一侧。本实用新型由于增加了两个检测工位,检测时间增加了两倍,因此微漏问题由于时间的延长而发现,解决了漏检问题,同时装置采用全自动方式,节约了两个人工成本,保证了质量,提高了钢桶生产效率。
权利要求书
一种三工位试漏检测机,其特征是主要由机架、输送链条、气压检测报警机构、液压密封机构和气动推杆机构组成,气压检测报警机构包括若干个设置在机架上的气压检测报警器,液压密封机构包括若干个设置在机架顶部的液压密封器,气动推杆机构由入工位气动推杆、合格气动推杆和不合格气动推杆组成,输送链条装在机架上,入工位气动推杆设置在输送链条一侧,合格气动推杆和不合格气动推杆设置在机架另一侧。
说明书
1、技术领域
本实用新型涉及钢桶制造加工技术领域,具体涉及一种三工位试漏检测机。
2、背景技术
当前制桶行业检测钢桶是否漏气均采用在生产线卧式检测方法,传送链条将封好桶底桶盖的钢桶送到检测工位,钢桶两端各站一个人手持水管喷淋焊缝检测有无漏气现象。微漏气现象由于生产节拍原因看不到,因此漏检现象时有发生。
3、发明内容
本实用新型提供了一种三工位试漏检测机,以解决现有技术存在的钢桶漏检和人工成本浪费的问题。
本实用新型解决其技术问题所采用的技术方案是:
一种三工位试漏检测机,主要由机架、输送链条、气压检测报警机构、液压密封机构和气动推杆机构组成,气压检测报警机构包括若干个设置在机架上的气压检测报警器,液压密封机构包括若干个设置在机架顶部的液压密封器,气动推杆机构由入工位气动推杆、合格气动推杆和不合格气动推杆组成,输送链条装在机架上,入工位气动推杆设置在输送链条一侧,合格气动推杆和不合格气动推杆设置在机架另一侧。
本实用新型工作时,输送链条把工件送到工位上由入工位气动推杆将工件推入工位,液压密封器落下封住桶口上同时注入空气,达到设定压力保压,气压检测报警机构工作,把合格或不合格信号传给合格气动推杆或不合格气动推杆推出,再由传送链条送下线。本实用新型装置使用前和生产线传送链条线并联,当封好桶底桶盖的桶送出封盖机来到翻转架上把桶翻转立到本设备传送链条上,当空闲工位检测到工件到来时由气动推杆推入测试工位,液压密封机构动作封住桶口注入空气达到设定压力停止进气保压在规定的时间内压力下降到设定值报警不合格,打不合格标记气动杆将桶推出留下不合格标记进入下线轨道,在规定时间内压力没有下降为合格,由气动推杆推出测试工位进入下线轨道。下一个钢桶到来进入第二个工位,第三个桶到来进入第三个检测工位,第一个送出,第四个进入第一个工位循环类推检测。
本实用新型由于增加了两个检测工位,检测时间增加了两倍,因此微漏问题由于时间的延长而发现,解决了漏检问题,同时装置采用全自动方式,节约了两个人工成本,保证了质量,提高了钢桶生产效率。
4、附图说明
下面结合附图和实施例对本实用新型进一步说明。
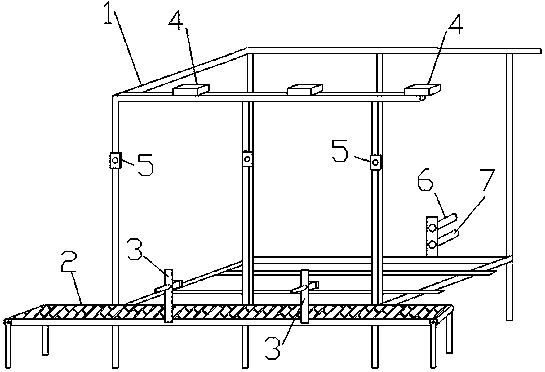
图1是本实用新型的结构示意图。
图中1机架、2输送链条、3入工位气动推杆、4液压密封器、5气压检测报警器、6合格气动推杆、7不合格气动推杆。
5、具体实施方式
如图所示:一种三工位试漏检测机,主要由机架1、输送链条2、气压检测报警机构、液压密封机构和气动推杆机构组成,气压检测报警机构包括若干个设置在机架1上的气压检测报警器5,液压密封机构包括若干个设置在机架1顶部的液压密封器4,气动推杆机构由入工位气动推杆3、合格气动推杆6和不合格气动推杆7组成,输送链条2装在机架1上,入工位气动推杆3设置在输送链条2一侧,合格气动推杆6和不合格气动推杆7设置在机架1另一侧。
本实用新型工作时,输送链条把工件送到工位上由入工位气动推杆将工件推入工位,液压密封器落下封住桶口上同时注入空气,达到设定压力保压,气压检测报警机构工作,把合格或不合格信号传给合格气动推杆或不合格气动推杆推出,再由传送链条送下线。本实用新型装置使用前和生产线传送链条线并联,当封好桶底桶盖的桶送出封盖机来到翻转架上把桶翻转立到本设备传送链条上,当空闲工位检测到工件到来时由气动推杆推入测试工位,液压密封机构动作封住桶口注入空气达到设定压力停止进气保压在规定的时间内压力下降到设定值报警不合格,打不合格标记气动杆将桶推出留下不合格标记进入下线轨道,在规定时间内压力没有下降为合格,由气动推杆推出测试工位进入下线轨道。下一个钢桶到来进入第二个工位,第三个桶到来进入第三个检测工位,第一个送出,第四个进入第一个工位循环类推检测。
|

