|
【专利介绍】一种冷轧钢桶表面处理系统
文/徐艳敏
申请号:CN202010396561.3
公开号:CN111482305A
IPC分类号:B05B13/02; B05B14/00
发明人:徐艳敏;王恩光
申请日:2020.05.12
公开日:2020.08.04
专利权人:徐艳敏
摘要
本发明属于钢桶生产制造领域,尤其是涉及一种冷轧钢桶表面处理系统,包括底座,底座的底部中心处转动连接有驱动齿轮,驱动齿轮外啮合有多个从动齿轮,底座的上端转动连接有与从动齿轮转轴同轴固定连接的、圆柱形的固定座,固定座上设有电磁吸附盘,底座的上端中心处固定连接有液压缸,液压缸的上端固定连接有喷管,喷管的周侧壁设有多列与各固定座对应的喷嘴,喷管的上端通过波纹伸缩管与外部进液管连通。本发明通过设置电磁吸附盘,便于对钢桶进行固定,仅控制通断电即能够实现,操作简单;另外,通过设置多个固定座,能够同时对多个钢桶进行喷漆作业,不仅效率成倍提高,而且能够使同一批钢桶的喷漆质量差异性降低。
权利要求书
1、一种冷轧钢桶表面处理系统,包括底座(1),其特征在于,所述底座(1)的底部中心处转动连接有驱动齿轮(2),所述驱动齿轮(2)外啮合有多个从动齿轮(3),所述底座(1)的上端转动连接有与从动齿轮(3)转轴同轴固定连接的、圆柱形的固定座(4),所述固定座(4)上设有电磁吸附盘(5),所述底座(1)的上端中心处固定连接有液压缸(6),所述液压缸(6)的上端固定连接有喷管(7),所述喷管(7)的周侧壁设有多列与各固定座(4)对应的喷嘴(8),所述喷管(7)的上端通过波纹伸缩管(9)与外部进液管(10)连通。
2、根据权利要求1所述的冷轧钢桶表面处理系统,其特征在于,各所述固定座(4)的一侧均设有刮平机构(11),所述刮平机构(11)包括转动连接在底座(1)上端的转筒(12)和固定在转筒(12)侧壁上的刮条(13),所述刮条(13)的底部通过连接件(14)固定连接有由铁磁材料制成的导轮(15),所述底座(1)的上端设有与转筒(12)同圆心的弧形槽(16),所述导轮(15)沿弧形槽(16)滑动,所述弧形槽(16)和连接件(14)之间固定有复位弹簧(17)。
3、根据权利要求2所述的冷轧钢桶表面处理系统,其特征在于,所述转筒(12)内部设有空腔(18),所述空腔(18)内设有弹性气囊(19),所述弹性气囊(19)上嵌设有磁性条(20),所述弹性气囊(19)通过单向输出管(21)与外部连通,所述刮条(13)的侧壁上设有多个吸收孔(22),所述吸收孔(22)通过设置在刮条(13)内的单向输入管(23)与弹性气囊(19)连通;
所述电磁吸附盘(5)包括多个扇形磁性块组成,且相邻两个所述扇形磁性块的磁极相反。
说明书
1、技术领域
本发明属于钢桶生产制造领域,尤其是涉及一种冷轧钢桶表面处理系统。
2、背景技术
钢桶是传统容器之一,在传统容器中占有很重要的地位。钢桶从暂时贮存内装物品的机能演变到今天的工业包装、销售包装、运输包装等;从生产到流通、消费形成一贯流动容器,成了长期保存内装物品的手段,可以说钢桶给人类的生活带来了很大的进步。
钢桶在制作过程中,需要对其表面进行喷漆处理,减少表面锈蚀或化学物品对其产生的腐蚀作用,从而延长其使用寿命,现有的对钢桶喷漆的过程,一般是人工手持喷枪进行操作,由于钢桶表面为弧形,在喷涂的过程中,工人很难做到喷涂距离一致,从而导致钢桶表面的油漆层厚度不匀,导致对钢桶表面的喷涂效果较差,不能在钢桶表面形成一层有效的防护。
为此,我们提出一种冷轧钢桶表面处理系统来解决上述问题。
3、发明内容
本发明的目的是针对现有的钢桶在喷涂过程中容易出现厚度不匀的问题,提供一种效率高、喷涂效果好的冷轧钢桶表面处理系统。
为达到上述目的,本发明采用了下列技术方案:一种冷轧钢桶表面处理系统,包括底座,所述底座的底部中心处转动连接有驱动齿轮,所述驱动齿轮外啮合有多个从动齿轮,所述底座的上端转动连接有与从动齿轮转轴同轴固定连接的、圆柱形的固定座,所述固定座上设有电磁吸附盘,所述底座的上端中心处固定连接有液压缸,所述液压缸的上端固定连接有喷管,所述喷管的周侧壁设有多列与各固定座对应的喷嘴,所述喷管的上端通过波纹伸缩管与外部进液管连通。
在上述的冷轧钢桶表面处理系统中,各所述固定座的一侧均设有刮平机构,所述刮平机构包括转动连接在底座上端的转筒和固定在转筒侧壁上的刮条,所述刮条的底部通过连接件固定连接有由铁磁材料制成的导轮,所述底座的上端设有与转筒同圆心的弧形槽,所述导轮沿弧形槽滑动,所述弧形槽和连接件之间固定有复位弹簧。
在上述的冷轧钢桶表面处理系统中,所述转筒内部设有空腔,所述空腔内设有弹性气囊,所述弹性气囊上嵌设有磁性条,所述弹性气囊通过单向输出管与外部连通,所述刮条的侧壁上设有多个吸收孔,所述吸收孔通过设置在刮条内的单向输入管与弹性气囊连通;
所述电磁吸附盘包括多个扇形磁性块组成,且相邻两个所述扇形磁性块的磁极相反。
与现有的技术相比,本冷轧钢桶表面处理系统的优点在于:
(1)本发明通过设置电磁吸附盘,便于对钢桶进行固定,仅控制通断电即能够实现,操作简单;另外,通过设置多个固定座,能够同时对多个钢桶进行喷漆作业,不仅效率成倍提高,而且能够使同一批钢桶的喷漆质量差异性降低;另外,由于本系统中,喷管的位置固定、钢桶进行转动,能够使油漆均匀地涂覆在钢桶的表面,使钢桶的漆层厚度均匀。
(2)本发明通过设置刮板和由铁磁材料制成的导轮,在电磁吸附盘通电时,自动靠近固定座,在断电时,自动远离固定座,能够实现在钢桶喷漆的过程中,自动刮除多余油漆,且不会影响钢桶的正常装卸。
(3)本发明通过设置弹性气囊和吸收孔,利用多个扇形磁性块磁极不同且持续转动的特性,使弹性气囊周期性膨胀和缩小,实现内部气流的单向输出,从而能够将刮条处多余的混合有油漆的气流及时吸走排出,避免对钢桶表面的油漆层造成破坏。
4、附图说明
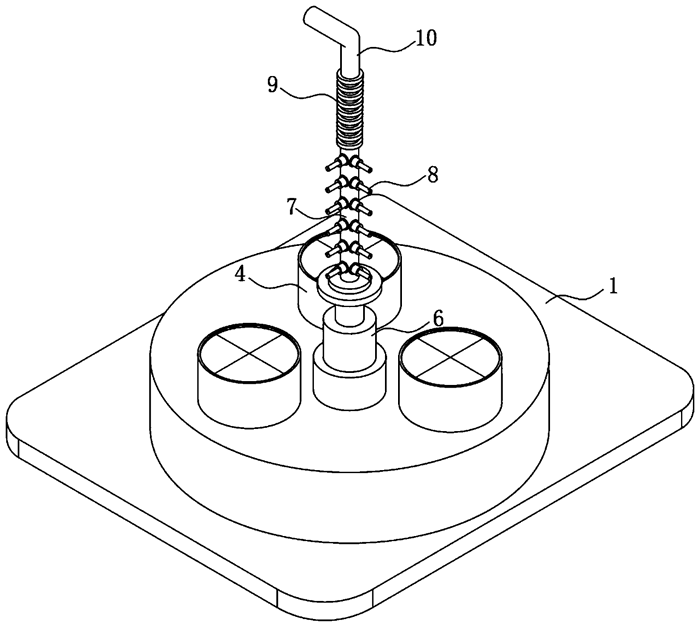
图1是本发明提供的一种冷轧钢桶表面处理系统实施例1的结构示意图;
图2是本发明提供的一种冷轧钢桶表面处理系统实施例1中驱动齿轮和从动齿轮的位置关系分布示意图;
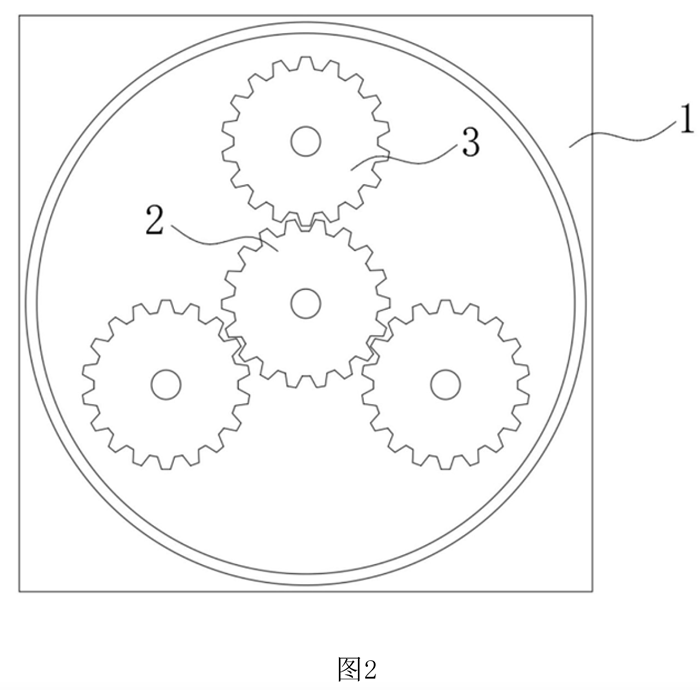
图3是本发明提供的一种冷轧钢桶表面处理系统实施例2的俯视结构示意图;
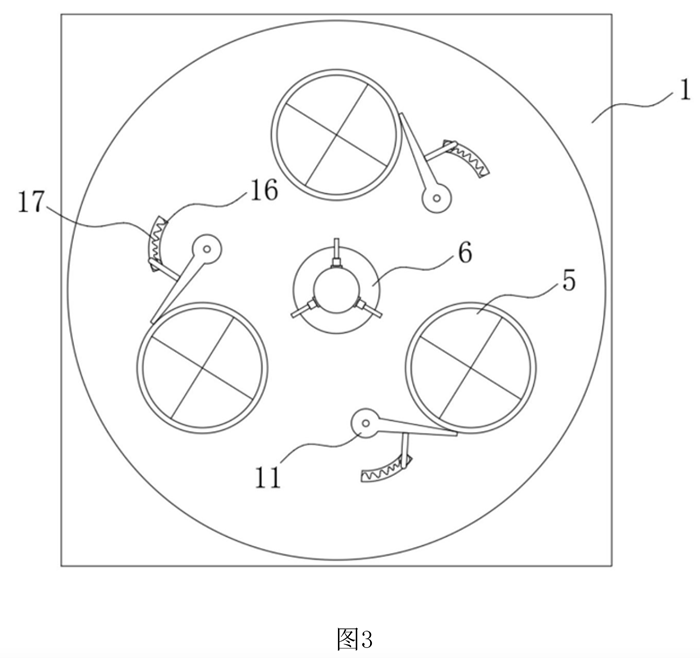
图4是本发明提供的一种冷轧钢桶表面处理系统实施例2中刮平机构的结构示意图;
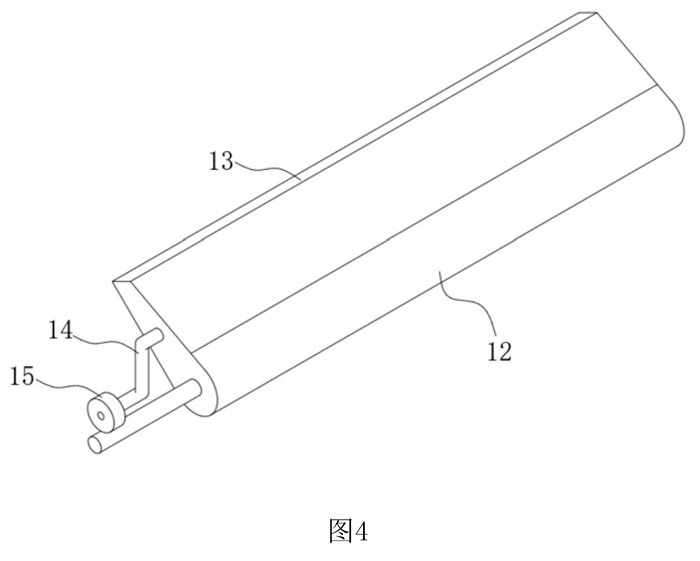
图5是本发明提供的一种冷轧钢桶表面处理系统实施例3中刮条和转筒的截面结构示意图;
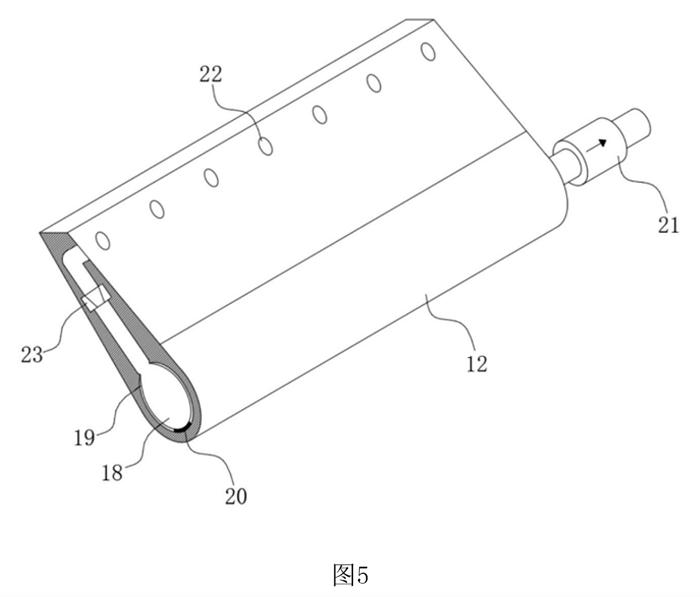
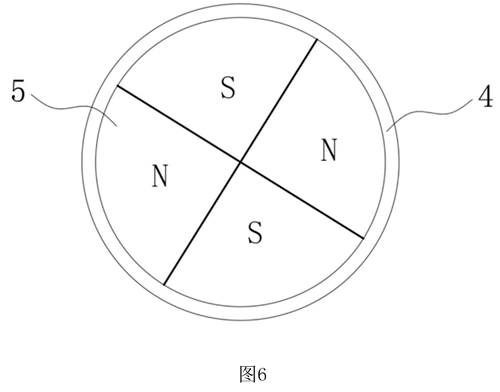
图6是本发明提供的一种冷轧钢桶表面处理系统实施例3中电磁吸附盘的结构示意图。
图中,1底座、2驱动齿轮、3从动齿轮、4固定座、5电磁吸附盘、6液压缸、7喷管、8喷嘴、9波纹伸缩管、10外部进液管、11刮平机构、12转筒、13刮条、14连接件、15导轮、16弧形槽、17复位弹簧、18空腔、19弹性气囊、20磁性条、21单向输出管、22吸收孔、23单向输入管。
5、具体实施方式
以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
实施例1:
如图1-2所示,一种冷轧钢桶表面处理系统,包括底座1,底座1的底部中心处转动连接有驱动齿轮2,该驱动齿轮2由电机驱动,驱动齿轮2外啮合有多个从动齿轮3,底座1的上端转动连接有与从动齿轮3转轴同轴固定连接的、圆柱形的固定座4,固定座4上设有电磁吸附盘5,电磁吸附盘5具体为电磁铁,在通电后能够产生磁性,从而可以对钢桶进行吸附固定,需要说明的是,电磁吸附盘5和外部电源之间可以通过电刷的方式电连接,底座1的上端中心处固定连接有液压缸6,液压缸6的上端固定连接有喷管7,喷管7的周侧壁设有多列与各固定座4对应的喷嘴8,喷管7的上端通过波纹伸缩管9与外部进液管10连通,波纹伸缩管9能够沿着其轴线方向自由伸缩。
本实施例在使用时,首先将各待喷漆的钢桶放在各固定座4上,使钢桶与固定座4同心放置,接着给电磁吸附盘5,在电磁吸附盘5磁力作用下吸引钢桶,对钢桶进行固定,接着通过电机带动驱动齿轮2转动,驱动齿轮2带动与之啮合的多个从动齿轮3同时转动,从动齿轮3带动上端的固定座4转动,使多个钢桶绕自身轴线转动,使钢桶相对于各喷嘴8发生转动,从而能够实现对钢桶的喷漆作业;
除此之外,本实施例通过设置液压缸6和波纹伸缩管9,能够对喷嘴8的高度进行调节,适用于不同高度规格的钢桶。
相较于传统的钢桶喷漆系统,本系统通过设置电磁吸附盘5,便于对钢桶进行固定,仅控制通断电即能够实现,操作简单;另外,通过设置多个固定座,能够同时对多个钢桶进行喷漆作业,不仅效率成倍提高,而且能够使同一批钢桶的喷漆质量差异性降低;另外,由于本系统中,喷管7的位置固定、钢桶进行转动,能够使油漆均匀地涂覆在钢桶的表面,使钢桶的漆层厚度均匀。
实施例2:
如图3-4所示,本实施例与实施例1的不同之处在于:各固定座4的一侧均设有刮平机构11,刮平机构11包括转动连接在底座1上端的转筒12和固定在转筒12侧壁上的刮条13,具体的,为了符合不同的喷涂厚度,刮条13上还可以设置微调刮片,能够对刮条13和钢桶侧壁之间的距离进行微调,刮条13的底部通过连接件14固定连接有由铁磁材料制成的导轮15,底座1的上端设有与转筒12同圆心的弧形槽16,导轮15沿弧形槽16滑动,弧形槽16和连接件14之间固定有复位弹簧17。
本实施例中,初始状态下,刮条13在复位弹簧17的作用下远离固定座4设置,在电磁吸附盘5通电后,在其磁吸力的作用下,会使导轮15沿着弧形槽16滑动至另一侧,此时复位弹簧17被拉长,存储弹性势能,同时,刮条13也会移动至贴近固定座4的位置,在钢桶转动的过程中,刮条13会将钢桶表面过多的油漆刮除,保持钢桶表面油漆层的厚度一定;在喷漆完成后,电磁吸附盘5断电,此时复位弹簧17的弹性势能释放,将刮条13拉回初始位置,便于对钢桶进行装卸。
本实施例相较于现有技术相比,在电磁吸附盘5启动后,刮条13自动移动至钢桶的侧边,能够对钢桶表面多余的油漆进行刮除,保证其表面厚度符合喷涂标准。
实施例3:
如图5-6所示,本实施例与实施例1的不同之处在于:转筒12内部设有空腔18,空腔18内设有弹性气囊19,弹性气囊19上嵌设有磁性条20,弹性气囊19通过单向输出管21与外部连通,单向输出管21的输出方向如图5中箭头所示,刮条13的侧壁上设有多个吸收孔22,吸收孔22通过设置在刮条13内的单向输入管23与弹性气囊19连通,单向输入管23仅允许混合油漆的气体由吸收孔22朝弹性气囊19流动,弹性气囊19靠近单向输入管23的侧壁与空腔18固定连接;
电磁吸附盘5包括多个扇形磁性块组成,且相邻两个扇形磁性块的磁极相反,由于电磁吸附盘5由电磁铁制成,且电磁铁的磁极方向与电流流向相关,因此通过改变电流流向即可实现各扇形磁性块的磁极。
本实施例中,由于弹性气囊19上设置有磁性条20,在各扇形磁性块依次掠过磁性条20时,会使磁性条20周期性远离或者靠近电磁吸附盘5,从而对弹性气囊19进行拉扯或压缩,在弹性气囊19内部空间变大时,压强变小,会使吸收孔22处产生负压,将多余的油漆吸收;在弹性气囊19内部空间变小时,压强变大,会将弹性气囊19内的油漆从单向输出管21排出,从而能够持续地将刮板1处多余的油漆排走,混合有油漆的气流四处逸散,对钢桶表面的油漆层造成破坏,进一步提高钢桶的喷漆质量。
以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
|

