|
专利介绍 | 一种钢桶激光焊接机及其使用方法
文/王小翼

申请号:CN202010178122.5
申请日:2020.03.14
公开号:CN111346985A
公开日:2020.06.30
IPC分类号:B21D51/20; B21D5/08; B23K26/24; B23K26/70
专利权人:上海冀晟自动化成套设备有限公司
发明人:王小翼;刘国斌;王司嘉
摘要
本发明涉及一种筒体激光焊接机及其使用方法,属于包装钢桶技术领域,包括主机架、径向渐变压轮组装置、轴向渐变压轮组装置、伺服推送装置以及激光焊接装置;主机架框架内从入料端到出料端设有轴向渐变压轮组装置和径向渐变压轮组装置;待卷曲的板材从入料端到出料端受到了径向和轴向压轮的挤压而逐渐形变,板材两边在径向逐渐接近,直至闭合点位置实现闭合,再进行筒体激光焊接,完成筒体制造。本发明有效的节省人工,减轻了操作人员的劳动强度,提高生产效率。激光焊接用电量少,包装钢桶两边可以平头对接焊接,节约钢材,焊缝平整美观,适用于多种包装钢桶的制造材料,适用性广泛。
权利要求书
1、一种筒体激光焊接机,其特征在于:包括主机架、入料端、出料端、径向渐变压轮组装置、轴向渐变压轮组装置、伺服推送装置以及激光焊接装置;所述主机架为一中空长方体形框架,主机架一端设有入料端,另一端设有出料端;主机架框架内从入料端到出料端设有轴向渐变压轮组装置;轴向渐变压轮组装置两侧设有径向渐变压轮组装置;所述主机架出料端设有伺服推送装置,伺服推送装置与轴向渐变压轮组装置连接;所述主机架顶部设有激光焊接装置;所述主机架内从入料端到出料端设有板材输送装置。
2、如权利要求1所述的一种筒体激光焊接机,其特征在于:所述的轴向渐变压轮组装置包括轴向渐变压轮保持架和压轮,轴向渐变压轮保持架上设有用于夹持和移动钢板的压轮组,压轮组中的压轮从入料端到出料端设为直线分布。
3、如权利要求1所述的一种筒体激光焊接机,其特征在于:所述的轴向渐变压轮组装置的压轮从入料端到出料端设为上下两层,每组压轮设有相对应的上压轮和下压轮;每组上下压轮之间的接触线之间设有渐变的倾斜夹角。
4、如权利要求1所述的一种筒体激光焊接机,其特征在于:所述的主机架出料端设有的伺服推送装置与轴向渐变压轮组装置连接,带动轴向渐变压轮组装置的压轮组转动。
5、如权利要求1所述的一种筒体激光焊接机,其特征在于:所述的径向渐变压轮组装置包括沿主机架从入料端到出料端间隔设有的径向渐变压轮组保持架和弧形压轮;径向渐变压轮组保持架上设有呈圆周分布的弧形压轮,所述弧形压轮的弧线中心位于一虚拟圆周上。
6、如权利要求5所述的一种筒体激光焊接机,其特征在于:所述弧形压轮的弧线中心位于一虚拟圆周上,从入料端到出料端径向渐变压轮组保持架上所述的弧形压轮构成的虚拟圆周的直径逐渐变小。
7、如权利要求1所述的一种筒体激光焊接机,其特征在于:所述的伺服推送装置与径向渐变压轮组装置连接。
8、一种筒体激光焊接机的使用方法,其特征在于,包括如下步骤:
步骤1:将待卷曲的板材输送至入料端,经过伺服装置带动轴向压轮组夹持板材进行推送和板材输送装置推送,板材进入径向和轴向压轮组装置中;
步骤2:待卷曲的板材经过伺服推送,沿轴向移动,随着板材的移动,板材受到了径向和轴向压轮的挤压而逐渐形变,板材两边在径向逐渐接近,直至在闭合点位置实现闭合;
步骤3:在闭合点,钢桶形成完整的闭合的圆柱形,安装在主机架顶部闭合点位置上方的激光焊接装置运行,产生激光,对钢桶进行焊接;
步骤4:卷曲后的板材的从头至尾依次经过闭合点,推送速度与焊接速度保持同步。最后从出料端输送出,完成筒体焊接。
说明书
1、技术领域
本发明涉及一种筒体激光焊接机及其使用方法,属于包装钢桶技术领域。
2、背景技术
随着国内外经济的快速发展,包装钢桶的消费量不断增加。不同生产规模、不同品种的钢桶生产企业应运而生,并得到飞速发展。我国现有的钢桶生产企业约有三百多家,年生产能力已经超过了1.3亿只。在钢桶的制作过程中,通常首先需要将一定长宽规格的薄钢板进行卷曲,使钢板形成一个未闭合的圆筒形,之后再通过电阻焊接的方式将薄钢板的两边焊接起来,形成一个圆筒环形的筒身。
现有技术中焊接薄钢板的两边是采用电阻焊接筒身的方法,薄钢板的两边钢板搭接后进行电阻焊接,焊接时两边钢板需要部分上下重叠搭接,通过大电流和一定的压力,使得搭接重叠部位处的钢板熔融,从而完成桶身焊接。电阻焊接的方法耗电量大;重叠搭接部位损耗钢材;焊缝处较厚,不美观;对镀锌板或不锈钢板等材料焊接性能很差,适用性不高。
3、发明内容
本发明的目的是为解决包装钢桶焊接筒体过程中采用传统电阻焊接耗电量大,重叠搭接焊接损耗钢材,焊缝厚不美观等缺陷的技术问题。
为达到解决上述问题的目的,本发明所采取的技术方案是一种筒体激光焊接机,包括主机架、入料端、出料端、径向渐变压轮组装置、轴向渐变压轮组装置、伺服推送装置以及激光焊接装置;所述主机架为一中空长方体形框架,主机架一端设有入料端,另一端设有出料端;主机架框架内从入料端到出料端设有轴向渐变压轮组装置;轴向渐变压轮组装置两侧设有径向渐变压轮组装置;所述主机架出料端设有伺服推送装置,伺服推送装置与轴向渐变压轮组装置连接;主机架顶部设有激光焊接装置;所述主机架内从入料端到出料端设有板材输送装置。
优选地,所述的轴向渐变压轮组装置包括轴向渐变压轮保持架和压轮,轴向渐变压轮保持架上设有用于夹持和移动钢板的压轮组,压轮组中的压轮从入料端到出料端设为直线分布。
优选地,所述的轴向渐变压轮组装置的压轮从入料端到出料端设为上下两层,每组压轮设有相对应的上压轮和下压轮;每组上下压轮之间的接触线之间设有渐变的倾斜夹角。
优选地,所述的主机架出料端设有的伺服推送装置与轴向渐变压轮组装置连接,带动轴向渐变压轮组装置的压轮组转动。
优选地,所述的径向渐变压轮组装置包括沿主机架从入料端到出料端间隔设有的径向渐变压轮组保持架和弧形压轮;径向渐变压轮组保持架上设有呈圆周分布的弧形压轮,所述弧形压轮的弧线中心位于一虚拟圆周上。
更优选地,所述弧形压轮的弧线中心位于一虚拟圆周上,从入料端到出料端径向渐变压轮组保持架上所述的弧形压轮构成的虚拟圆周的直径逐渐变小。
优选地,所述的伺服推送装置与径向渐变压轮组装置连接。
本发明还提供一种筒体激光焊接机的使用方法,包括如下步骤:
步骤1:将待卷曲的板材输送至入料端,经过伺服装置带动轴向压轮组夹持板材进行推送和板材输送装置推送,板材进入径向和轴向压轮组装置中;
步骤2:待卷曲的板材经过伺服推送,沿轴向移动,随着板材的移动,板材受到了径向和轴向压轮的挤压而逐渐形变,板材两边在径向逐渐接近,直至在闭合点位置实现闭合;
步骤3:在闭合点,钢桶形成完整的闭合的圆柱形,安装在主机架顶部闭合点位置上方的激光焊接装置运行,产生激光,对钢桶进行焊接;
步骤4:卷曲后的板材的从头至尾依次经过闭合点,推送速度与焊接速度保持同步。最后从出料端输送出,完成筒体焊接。
相比现有技术,本发明具有如下有益效果:
(1)在筒体激光焊接机中设置轴向渐变压轮组装置,使待卷曲成圆的板材轴向运动时,各边可以保持轴向运动速度一致,成圆时板材两边容易以平头拼接的方式在闭合位置拼接。
(2)激光焊接用电量少,包装钢桶两边可以平头对接焊接,节约钢材,焊缝平整美观。激光焊接适用于多种包装钢桶的制造材料,适用性广泛。克服了传统包装钢桶焊接筒体过程中采用电阻焊接耗电量大,重叠搭接焊接损耗钢材,焊缝厚不美观,焊接材料适用性少等缺陷。
4、附图说明
图1是本发明一种筒体激光焊接机轴向结构示意图;
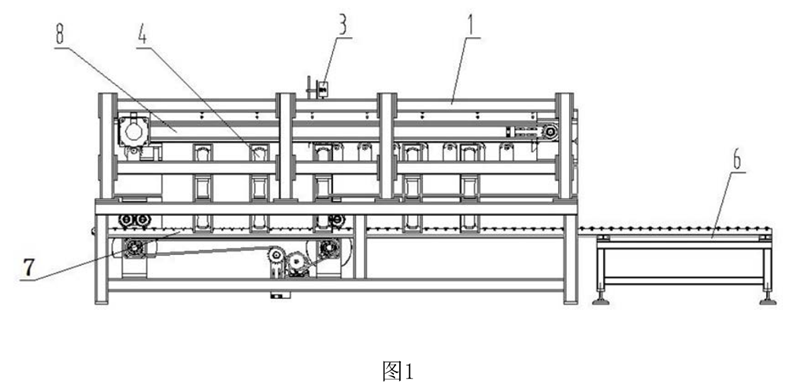
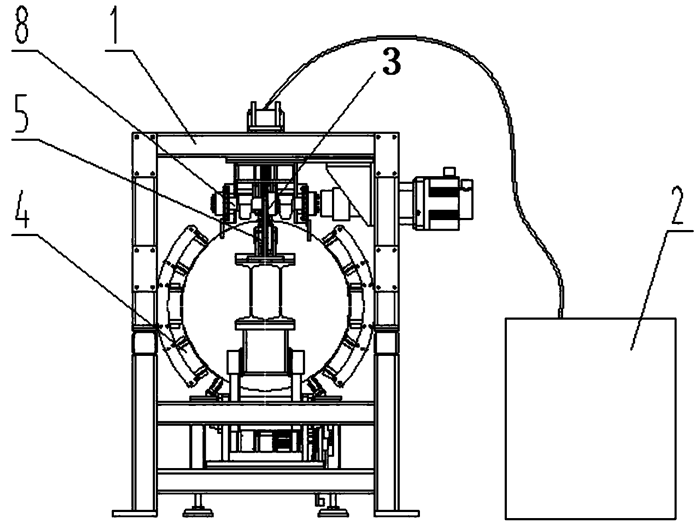
图2是本发明一种筒体激光焊接机径向结构示意图;
图3是本发明一种筒体激光焊接机轴向剖视结构示意图;
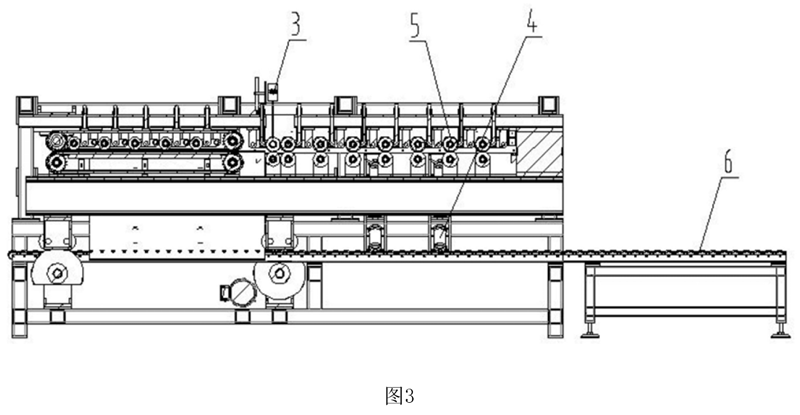
图4是本发明一种筒体激光焊接机立体结构示意图;
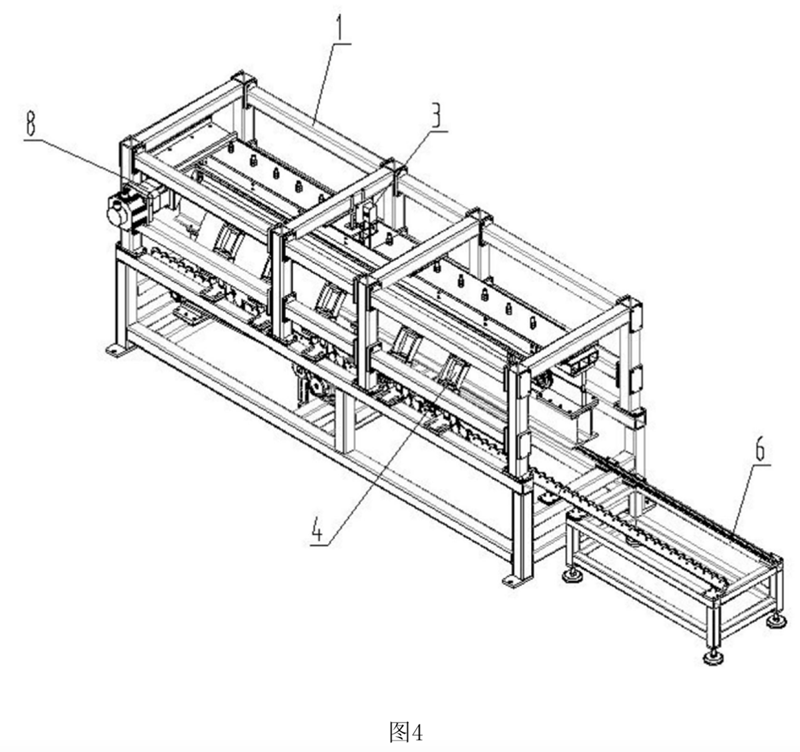
附图标记:1.主机架;2.激光发生器;3.激光头;4.径向渐变压轮组装置;5.轴向渐变压轮组装置;6.入料端;7.出料端;8.伺服推送装置。
5、具体实施方式
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下:
如图1-4所示,本发明提供一种筒体激光焊接机,包括主机架1、入料端6、出料端7、径向渐变压轮组装置4、轴向渐变压轮组装置5、伺服推送装置8以及激光焊接装置;激光焊接装置包括激光发生器2和激光头3;主机架为一中空长方体形框架,主机架一端设置入料端6,另一端设置出料端7;主机架框架内从入料端6到出料端7设置有轴向渐变压轮组装置5;轴向渐变压轮组装置5两侧设置径向渐变压轮组装置4;主机架1出料端设置有伺服推送装置8,伺服推送装置8与轴向渐变压轮组装置5连接;主机架1顶部设置有激光焊接装置的激光头3;主机架内从入料端6到出料端7设置有板材输送装置。轴向渐变压轮组装置5包括轴向渐变压轮保持架和压轮,轴向渐变压轮保持架上设置有用于夹持和移动钢板的压轮组,压轮组中的压轮从入料端到出料端为直线分布。轴向渐变压轮组装置的压轮从入料端到出料端设置为上下两层,每组压轮设有相对应的上压轮和下压轮;每组上下压轮之间的接触线之间设有渐变的倾斜夹角。主机架出料端设置的伺服推送装置8与轴向渐变压轮组装置5连接,带动轴向渐变压轮组装置的压轮组转动。径向渐变压轮组装置包括沿主机架从入料端到出料端间隔设置的径向渐变压轮组保持架和弧形压轮;径向渐变压轮组保持架上的弧形压轮呈圆周分布的,弧形压轮的弧线中心位于一虚拟圆周上,从入料端到出料端径向渐变压轮组保持架上所述的弧形压轮构成的虚拟圆周的直径逐渐变小。伺服推送装置8与径向渐变压轮组装置4连接。
一种筒体激光焊接机的使用方法,包括如下步骤:
步骤1:将待卷曲的板材输送至入料端,经过伺服装置带动轴向压轮组夹持板材进行推送和板材输送装置推送,板材进入径向和轴向压轮组装置中;
步骤2:待卷曲的板材经过伺服推送,沿轴向移动,随着板材的移动,板材受到了径向和轴向压轮的挤压而逐渐形变,板材两边在径向逐渐接近,直至闭合点位置实现闭合;
步骤3:在闭合点,钢桶形成完整的闭合的圆柱形,安装在主机架顶部闭合点位置上方的激光焊接装置运行,产生激光,对钢桶进行焊接;
步骤4:卷曲后的板材的从头至尾依次经过闭合点,推送速度与焊接速度保持同步。最后从出料端输送出,完成筒体焊接。。
以上所述,仅为本发明的较佳实施例,并非对本发明任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本发明的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。凡熟悉本专业的技术人员,在不脱离本发明的精神和范围的情况下,当可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对上述实施例所作的任何等同变化的更动、修饰与演变,均仍属于本发明的技术方案的范围内。
|

