|
【专利】钢桶上盖生产线的去盖装置
文/缪元生
申请号:CN202110057166.7
申请日:2021.01.16
公开号:CN112573172A
公开日:2021.03.30
IPC分类号:B65G47/52; B67B3/20
申请人:江阴五星焊接铜业有限公司
发明人:缪元生
【摘要】
本发明公开了一种钢桶上盖生产线的去盖装置,包括依次连接的钢桶进料传送装置和钢桶步进传送装置,钢桶进料传送装置与钢桶步进传送装置的连接处设有钢桶顶振动工位,钢桶步进传送装置上、沿着钢桶传送方向依次设有钢桶角度定位工位和钢桶去盖工位;钢桶顶振动工位包括振动装置,钢桶角度定位工位包括钢桶转动驱动装置和钢桶角度定位装置,钢桶去盖工位包括钢桶去盖装置。从上述结构可知,本发明的钢桶上盖生产线的去盖装置,通过振动盘的作用,使得钢桶的防尘盖在去盖之前先将防尘盖边沿与桶顶之间连接的油漆膜振断,避免直接取防尘盖的时候会对钢桶的桶顶漆面造成损坏。
【摘要附图】
【权利要求书】
1、钢桶上盖生产线的去盖装置,其特征在于:包括依次连接的钢桶进料传送装置(1)和钢桶步进传送装置(2),所述钢桶进料传送装置(1)与所述钢桶步进传送装置的连接处设有钢桶顶振动工位,所述钢桶步进传送装置(2)上、沿着钢桶传送方向依次设有钢桶角度定位工位和钢桶去盖工位;所述钢桶顶振动工位包括振动装置,所述钢桶角度定位工位包括钢桶转动驱动装置(11)和钢桶角度定位装置,所述钢桶去盖工位包括钢桶去盖装置。
2、如权利要求1所述的钢桶上盖生产线的去盖装置,其特征在于:所述振动装置包括振动盘(9),所述振动盘(9)的顶部固定连接于摆杆A(22)的一端,所述振动盘(9)通过摆杆A(22)在气动活塞缸A(21)的作用下绕摆动轴A上下摆动,当振动盘(9)向下摆动至最大行程处的时候,所述振动盘(9)的底面与位于钢桶顶振动工位的钢桶顶盖贴合。
3、如权利要求2所述的钢桶上盖生产线的去盖装置,其特征在于:所述钢桶进料传送装置(1)上、对应位于钢桶顶振动工位的位置处设有挡桶装置,所述挡桶装置包括对称设于钢桶进料传送装置(1)两侧的挡杆(10),所述挡杆(10)在气动活塞缸B(24)的作用下、通过中部所设的摆动轴B(25)与钢桶进料传送装置(1)摆动连接,所述气动活塞缸B(24)与挡杆(10)背向位于钢桶进料传送装置(1)的钢桶一侧摆动连接。
4、如权利要求3所述的钢桶上盖生产线的去盖装置,其特征在于:当挡杆(10)向其中一侧摆动至最大行程处的时候,所述挡杆(10)靠近钢桶角度定位工位的一端将位于钢桶顶振动工位的钢桶进行限位,挡杆(10)远离钢桶角度定位工位的一端均与钢桶进料传送装置(1)对应侧齐平或位于钢桶进料传送装置(1)对应侧的外侧;当挡杆(10)向另一侧摆动至最大行程处的时候,所述挡杆(10)远离钢桶角度定位工位的一端将位于钢桶顶振动工位之前的钢桶进行限位,挡杆(10)靠近钢桶角度定位工位的一端均与钢桶进料传送装置(1)对应侧齐平或位于钢桶进料传送装置(1)对应侧的外侧。
5、如权利要求1所述的钢桶上盖生产线的去盖装置,其特征在于:用于驱动钢桶绕轴心水平转动的钢桶转动驱动装置(11)设于钢桶步进传送装置(2)对应于钢桶角度定位工位的位置处,所述钢桶角度定位装置包括气动活塞缸C(27)向下伸出的活塞杆C端部所设的摆杆B(12),所述摆杆B(12)的上部绕水平轴摆动连接与活塞杆C,所述摆杆B(12)与位于钢桶角度定位工位位置处的钢桶轴心之间的距离大于等于钢桶顶盖的大桶口与钢桶轴心之间的最小距离、且小于钢桶顶盖的小桶口与钢桶轴心之间的最小距离,所述摆杆B(12)摆动范围的所在平面、为位于钢桶角度定位工位的钢桶对应于摆杆B(12)位置处的切线所在竖直平面,所述活塞杆C的端部还固定连接有控制钢桶转动驱动装置(11)停止的接触开关,当摆杆B(12)的底端与钢桶顶盖的大桶口接触而摆动的时候,摆杆B(12)与接触开关接触,而使钢桶转动驱动装置(11)停止转动。
6、如权利要5所述的钢桶上盖生产线的去盖装置,其特征在于:所述气动活塞缸C(27)固定连接于调节气动活塞缸A(29)的调节活塞杆A端部;当调节气动活塞缸A(29)的调节活塞杆A向远离位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述摆杆B(12)与位于钢桶角度定位工位位置处的钢桶轴心之间的距离大于等于钢桶顶盖的大桶口与钢桶轴心之间的最小距离、且小于钢桶顶盖的小桶口与钢桶轴心之间的最小距离;当调节气动活塞A(29)的调节活塞杆A向面向位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述摆杆B(12)与位于钢桶角度定位工位位置处的钢桶轴心之间的距离小于钢桶顶盖的大桶口与钢桶轴心之间的最小距离。
7、如权利要求5所述的钢桶上盖生产线的去盖装置,其特征在于:所述活塞杆C的端部还设有压辊(28),所述压辊(28)的轴心水平、且经过位于钢桶角度定位工位位置处的钢桶轴心。
8、如权利要求1所述的钢桶上盖生产线的去盖装置,其特征在于:所述钢桶去盖装置包括一对去盖夹具(13),所述去盖夹具(13)分别通过气动活塞缸D(34)上下活动连接,所述气动活塞缸D(34)的活塞杆D端部向下伸出并与去盖夹具(13)固定,所述去盖夹具(13)分别与放置于钢桶去盖工位位置处的钢桶顶盖的大桶口匹配的大防尘盖或小桶口匹配的小防尘盖匹配。
9、如权利要求8所述的钢桶上盖生产线的去盖装置,其特征在于:所述气动活塞缸D(34)固定连接于调节气动活塞缸B(33)的调节活塞杆B端部;当调节气动活塞缸B(33)的调节活塞杆B向远离位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述去盖夹具(13)分别与位于钢桶角度定位工位位置处的钢桶轴心之间的距离和钢桶顶盖的大桶口或小桶口与钢桶轴心之间的最小距离相等;当调节气动活塞B(33)的调节活塞杆B向面向位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述去盖夹具(13)分别与位于钢桶角度定位工位位置处的钢桶轴心之间的距离小于钢桶顶盖的大桶口或小桶口与钢桶轴心之间的最小距离;所述调节气动活塞缸B(33)分别固定连接于平移基板(30),所述平移基板(30)与气动活塞缸E(31)的活塞杆E端部固定,所述气动活塞缸E(31)的活塞杆E通过平移基板(30)带动去盖夹具(13)面向或背向固定于钢桶步进传送装置(2)一侧固定所设的落料筒(57)的方向水平往复移动。
10、如权利要求8所述的钢桶上盖生产线的去盖装置,其特征在于:所述钢桶去盖装置还包括一对钢桶固定装置,所述钢桶固定装置包括位于钢桶去盖工位的钢桶顶部两侧边沿、通过气动活塞缸F(36)上下活动的压板(35),当气动活塞缸F(36)的活塞杆F向下移动至最大行程处的时候,所述压板(35)的底部的高度低于或等于位于钢桶去盖工位的钢桶顶部边沿的所在高度;当气动活塞缸F(36)的活塞杆F向上移动至最大行程处的时候,所述压板(35)的底部的高度高于位于钢桶去盖工位的钢桶顶部边沿的所在高度。
【说明书】
钢桶上盖生产线的去盖装置
1、技术领域
本发明涉及一种钢桶生产线的技术领域,具体涉及一种钢桶上盖生产线的去盖装置。
2、背景技术
钢桶在生产过程中,首先是将钢板卷制成桶,然后进行冲压成桶身,接着将通过钢板承压而成的桶底和桶盖与桶身固定,再将钢桶进行喷漆涂装、烘干,最后将钢桶进行上盖。
目前钢桶生产过程中,除了上盖工序外,其余工序基本上都已经自动化普及了。而钢桶的上盖工序,虽然也有一些自动上盖装置,但是钢桶上盖的自动化效率较低,而且没有专门的钢桶上盖自动化生产线,只有某些单独工序的自动化设备,而且钢桶上盖过程中所涉及的各设备由于生产的速度不一,也无法统一连接成生产线,就算连成生产线后,也会由于上盖过程中所涉及的工序较多,至少涉及:1、将涂装时放置钢桶桶口的罩盖去除,2、将钢桶内进行冷却同时置换钢桶内的空气,3、将钢桶内进行注入惰性气体、便于后期钢桶密封性能的检测,4、钢桶的大口盖和小口盖的安装,5、钢桶小口盖的防雨盖安装;只要因为某一工序的效率较低便会导致整个生产线的生产效率较低。所以目前市面上并没有一种生产效率相对较高、自动化程度较高的生产线来针对钢桶涂装后的自动上盖生产。
为了解决上述技术问题,本申请人之前申请了《钢桶涂装后的自动上盖生产线》的相关专利,但是总结构较为复杂,生产成本较高,控制电路复杂,运行过程中容易出错;另外在实际使用中发现钢桶在去盖的时候防尘盖有时候无法被电磁铁吸除,经过分析后得知,主要是由于防尘盖表面的边沿会与钢桶的桶顶表面连接有干涸的油漆膜,而且由于钢桶本身也是导磁体,所以电磁铁的磁力会被钢桶损耗干扰而导致对防尘盖的磁力较小;还有就是钢桶随着传送的进行会导致钢桶的角度定位在后续工序中失效,而前期工序的定位要求相比与后期后续的定位要求反而并不高;还有就是对于整个生产线的生产效率仍然希望更够更高。
3、发明内容
本发明的目的在于:克服现有技术的不足,提供了一种钢桶上盖生产线的去盖装置,通过振动盘的作用,使得钢桶的防尘盖在去盖之前先将防尘盖边沿与桶顶之间连接的油漆膜振断,避免直接取防尘盖的时候会对钢桶的桶顶漆面造成损坏;
通过挡杆的作用,能够实现钢桶顶振动工位的钢桶定位以及保证钢桶进料传送转置上其余的钢桶不会影响完成振动后钢桶的传送,并且还能使完成振动后的钢桶的传送与钢桶步进传送装置的传送节奏一致,进而便于实现不同传送装置之间的自动传送对接;
通过摆杆B的结构和位置设置,能够保证摆杆B只与钢桶的大桶口接触定位,由于防尘盖与钢桶的对应桶口仅为放置连接,所以其本身的定位精度要求并不高,通过摆杆B与大桶口边沿的接触,便能满足防尘盖去盖的定位要求;
通过防尘盖的去盖结构改用去盖夹具、并通过压板的辅助,相比于原先电磁铁吸附防尘盖的方式而言,更能够保证去盖质量,放置防尘盖未被吸附而影响后续生产工序,而且电磁铁吸附到防尘盖的时候会有额外噪声产生;
本发明所采取的技术方案是:
钢桶上盖生产线的去盖装置,包括依次连接的钢桶进料传送装置、钢桶步进传送装置和钢桶出料传送装置,所述钢桶进料传送装置与所述钢桶步进传送装置的连接处设有钢桶顶振动工位,所述钢桶步进传送装置上、沿着钢桶传送方向依次设有钢桶角度定位工位、钢桶去盖工位、充气冷却工位、第一上盖工位和第二上盖工位;所述钢桶顶振动工位包括振动装置,所述钢桶角度定位工位包括钢桶转动驱动装置和钢桶角度定位装置,所述钢桶去盖工位包括钢桶去盖装置,所述钢桶充气冷却工位包括充气冷却装置,所述第一上盖工位包括第一上盖装置和保护气充气装置,所述第二上盖工位包括第二上盖装置。
本发明进一步改进方案是,所述振动装置包括振动盘,所述振动盘的顶部固定连接于摆杆A的一端,所述振动盘通过摆杆A在气动活塞缸A的作用下绕摆动轴A上下摆动,当振动盘向下摆动至最大行程处的时候,所述振动盘的底面与位于钢桶顶振动工位的钢桶顶盖贴合。
本发明更进一步改进方案是,所述钢桶进料传送装置上、对应位于钢桶顶振动工位的位置处设有挡桶装置,所述挡桶装置包括对称设于钢桶进料传送装置两侧的挡杆,所述挡杆在气动活塞缸B的作用下、通过中部所设的摆动轴B与钢桶进料传送装置摆动连接,所述气动活塞缸B与挡杆背向位于钢桶进料传送装置的钢桶一侧摆动连接。
本发明更进一步改进方案是,当挡杆向其中一侧摆动至最大行程处的时候,所述挡杆靠近钢桶角度定位工位的一端将位于钢桶顶振动工位的钢桶进行限位,挡杆远离钢桶角度定位工位的一端均与钢桶进料传送装置对应侧齐平或位于钢桶进料传送装置对应侧的外侧;当挡杆向另一侧摆动至最大行程处的时候,所述挡杆远离钢桶角度定位工位的一端将位于钢桶顶振动工位之前的钢桶进行限位,挡杆靠近钢桶角度定位工位的一端均与钢桶进料传送装置对应侧齐平或位于钢桶进料传送装置对应侧的外侧。
本发明更进一步改进方案是,所述挡杆的两端端部、分别设有绕竖直轴水平转动滚轮。
本发明更进一步改进方案是,所述振动盘的顶部通过螺杆与摆杆A固定连接。
本发明更进一步改进方案是,用于驱动钢桶绕轴心水平转动的钢桶转动驱动装置设于钢桶步进传送装置对应于钢桶角度定位工位的位置处,所述钢桶角度定位装置包括气动活塞缸C向下伸出的活塞杆C端部所设的摆杆B,所述摆杆B的上部绕水平轴摆动连接与活塞杆C,所述摆杆B与位于钢桶角度定位工位位置处的钢桶轴心之间的距离大于等于钢桶顶盖的大桶口与钢桶轴心之间的最小距离、且小于钢桶顶盖的小桶口与钢桶轴心之间的最小距离,所述摆杆B摆动范围的所在平面、为位于钢桶角度定位工位的钢桶对应于摆杆B位置处的切线所在竖直平面,所述活塞杆C的端部还固定连接有控制钢桶转动驱动装置停止的接触开关,当摆杆B的底端与钢桶顶盖的大桶口接触而摆动的时候,摆杆B与接触开关接触,而使钢桶转动驱动装置停止转动。
本发明更进一步改进方案是,所述气动活塞缸C固定连接于调节气动活塞缸A的调节活塞杆A端部;当调节气动活塞缸A的调节活塞杆A向远离位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述摆杆B与位于钢桶角度定位工位位置处的钢桶轴心之间的距离大于等于钢桶顶盖的大桶口与钢桶轴心之间的最小距离、且小于钢桶顶盖的小桶口与钢桶轴心之间的最小距离;当调节气动活塞A的调节活塞杆A向面向位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述摆杆B与位于钢桶角度定位工位位置处的钢桶轴心之间的距离小于钢桶顶盖的大桶口与钢桶轴心之间的最小距离。
本发明更进一步改进方案是,所述气动活塞缸C通过调节连接板A固定连接于调节气动活塞缸A的调节活塞杆A端部。
本发明更进一步改进方案是,所述活塞杆C的端部还设有绕水平轴心转动的压辊,所述压辊的轴心经过位于钢桶角度定位工位位置处的钢桶轴心,位于钢桶角度定位工位的钢桶的直径大于压辊面向该工位钢桶轴心一端与钢桶轴心的距离、且小于压辊背向该工位钢桶轴心一端与钢桶轴心的距离。
本发明更进一步改进方案是,所述压辊底部与摆杆B底端之间的距离大于钢桶大桶口边沿与钢桶的桶壁顶部之间的高度差、且小于等于钢桶的桶壁顶部与钢桶桶顶之间的高度差。
本发明更进一步改进方案是,所述钢桶去盖装置包括一对去盖夹具,所述去盖夹具分别通过气动活塞缸D上下活动连接,所述气动活塞缸D的活塞杆D端部向下伸出并与去盖夹具固定,所述去盖夹具分别与放置于钢桶去盖工位位置处的钢桶顶盖的大桶口匹配的大防尘盖或小桶口匹配的小防尘盖匹配。
本发明更进一步改进方案是,所述气动活塞缸D固定连接于调节气动活塞缸B的调节活塞杆B端部;当调节气动活塞缸B的调节活塞杆B向远离位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述去盖夹具分别与位于钢桶角度定位工位位置处的钢桶轴心之间的距离和钢桶顶盖的大桶口或小桶口与钢桶轴心之间的最小距离相等;当调节气动活塞B的调节活塞杆B向面向位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述去盖夹具分别与位于钢桶角度定位工位位置处的钢桶轴心之间的距离小于钢桶顶盖的大桶口或小桶口与钢桶轴心之间的最小距离。
本发明更进一步改进方案是,所述气动活塞缸D通过调节连接板B固定连接于调节气动活塞缸A的调节活塞杆A端部。
本发明更进一步改进方案是,所述调节气动活塞缸B分别固定连接于平移基板,所述平移基板与气动活塞缸E的活塞杆E端部固定,所述气动活塞缸E的活塞杆E通过平移基板带动去盖夹具面向或背向固定于钢桶步进传送装置一侧固定所设的落料筒的方向水平往复移动。
本发明更进一步改进方案是,所述钢桶去盖装置还包括一对钢桶固定装置,所述钢桶固定装置包括位于钢桶去盖工位的钢桶顶部两侧边沿、通过气动活塞缸F上下活动的压板,当气动活塞缸F的活塞杆F向下移动至最大行程处的时候,所述压板的底部的高度低于或等于位于钢桶去盖工位的钢桶顶部边沿的所在高度;当气动活塞缸F的活塞杆F向上移动至最大行程处的时候,所述压板的底部的高度高于位于钢桶去盖工位的钢桶顶部边沿的所在高度。
本发明更进一步改进方案是,所述振动装置、钢桶角度定位装置、钢桶去盖装置均设于机架A上。
本发明更进一步改进方案是,所述气动活塞缸A、调节气动活塞A、气动活塞缸E和气动活塞缸F均与机架A固定连接。
本发明更进一步改进方案是,所述振动盘通过摆杆A在气动活塞缸A的作用下与固定于机架A的连接杆绕摆动轴A上下摆动。
本发明更进一步改进方案是,所述落料筒通过连接横杆固定于机架A的一侧。
本发明更进一步改进方案是,所述落料筒的底部分别与防尘盖收集装置连接。
本发明更进一步改进方案是,所述充气冷却工位沿着钢桶步进传送装置的钢桶传送方向依次包括第一充气冷却工位和第二充气冷却工位,所述充气冷却装置对应于第一充气冷却工位和第二充气冷却工位分别包括第一充气冷却装置和第二充气冷却装置,所述第一充气冷却装置和第二充气冷却装置分别包括竖直充气管A,所述竖直充气管A分别通过各自的气动活塞缸G上下活动,所述竖直充气管A固定于气动活塞缸G的活塞杆G;当活塞杆G向上移动至最大行程处的时候,所述竖直充气管A的底部高于对应位置处的钢桶顶部;当活塞杆G向下移动至最大行程处的时候,所述竖直充气管A的底部低于对应位置处的钢桶顶部。
本发明更进一步改进方案是,所述第一充气冷却工位还包括钢桶的桶口定位装置A,所述桶口定位装置A位于第一充气冷却装置面向钢桶去盖装置的一侧。
本发明更进一步改进方案是,所述桶口定位装置A包括一对与位于第一充气冷却工位的钢桶的大桶口和小桶口分别对应的桶口定位夹,所述桶口定位夹连接于气动活塞缸H向下伸出的活塞杆H端部,所述启动活塞缸H分别固定于调节连接板C,两个调节连接板C之间通过调节气动活塞缸C连接,其中一个调节连接板C与调节气动活塞缸C固定,另一个调节连接板C与调节气动活塞缸C的调节活塞杆C端部固定,固定有调节气动活塞缸C的调节连接板C与调节气动活塞缸D的调节活塞杆D端部固定,所述调节活塞杆C和调节活塞杆D均沿着位于第一充气冷却工位的钢桶的大桶口和小桶口的轴心连线的方向往复移动。
本发明更进一步改进方案是,所述第一充气冷却装置的竖直充气管A与位于该工位钢桶的大桶口和小桶口中面向钢桶出料传送装置的桶口对应,所述第二充气冷却装置的竖直充气管A与位于该工位钢桶的大桶口和小桶口中面向钢桶出料传送装置的桶口对应。
本发明更进一步改进方案是,所述第一上盖装置和第二上盖装置分别包括与对应工位钢桶的顶盖的大桶口或小桶口匹配的桶盖旋拧夹,所述桶盖旋拧夹分别通过旋拧驱动电机提供驱动力,所述旋拧驱动电机通过螺母副A沿着竖直丝杆上下移动,所述竖直丝杆的两端转动连接于移动架、并通过固定于移动架的丝杆驱动电机A提供驱动力,所述移动架通过螺母副B沿着水平丝杆水平移动,所述水平丝杆的两端转动连接于固定架、并通过固定于固定架的丝杆驱动电机B提供驱动力,所述水平丝杆沿着钢桶步进传送装置的钢桶传送方向设置。
本发明更进一步改进方案是,所述钢桶步进传送装置的一侧、对应位于第一上盖装置和第二上盖装置位置处分别设有小旋拧盖送料装置和大旋拧盖送料装置,所述小旋拧盖送料装置和大旋拧盖送料装置的出料端分别设有旋拧盖定位装置,旋拧盖夹取装置将位于旋拧盖定位装置的小旋拧盖或大旋拧盖周转至对应的桶盖旋拧夹。
本发明更进一步改进方案是,所述旋拧盖定位装置包括设于小旋拧盖送料装置的出料传送轨道槽末端和大旋拧盖送料装置的出料传送轨道槽末端的定位送料夹,所述定位送料夹通过气动活塞缸I的活塞杆I的伸缩实现张开和夹紧,所述气动活塞缸I固定于气动活塞缸J的活塞杆J的端部,并通过气动活塞缸J将大旋拧盖或小旋拧盖分别传送至定位板上,所述定位板固定连接于小旋拧盖送料装置的出料传送轨道槽末端和大旋拧盖送料装置的出料传送轨道槽末端,所述定位板与小旋拧盖送料装置的出料传送轨道槽末端和大旋拧盖送料装置的出料传送轨道槽末端的连接处固定有连接架,所述气动活塞缸J固定于连接架。
本发明更进一步改进方案是,所述小旋拧盖送料装置的出料传送轨道槽末端底部和大旋拧盖送料装置的出料传送轨道槽末端底部分别设有振动器,所述振动器的振动使小旋拧盖送料装置的出料传送轨道槽末端和大旋拧盖送料装置的出料传送轨道槽末端分别匀速出料。
本发明更进一步改进方案是,所述小旋拧盖送料装置、大旋拧盖送料装置和防尘盖收集装置均放置固定于设于钢桶步进传送装置对应侧的放置台上。
本发明更进一步改进方案是,所述旋拧盖夹取装置包括旋拧盖取料夹,所述旋拧盖取料夹通过气动活塞缸K上下活动连接,所述旋拧盖取料夹固定于向下伸出气动活塞缸K的活塞杆K的端部,所述气动活塞缸K固定连接于调节气动活塞缸E的调节活塞杆E的端部,所述调节活塞杆E均沿着位于第一充上盖工位和第二上盖工位的钢桶的大桶口和小桶口的轴心连线的方向往复移动。
本发明更进一步改进方案是,所述气动活塞缸K通过调节连接板D与调节气动活塞缸E的调节活塞杆E的端部固定连接。
本发明更进一步改进方案是,所述保护气充气装置包括竖直充气管B,所述竖直充气管B与位于该工位钢桶的大桶口和小桶口中面向钢桶出料传送装置的桶口对应,所述竖直充气管B通过气动活塞缸L上下活动,所述竖直充气管B固定于气动活塞缸L的活塞杆L;当活塞杆L向上移动至最大行程处的时候,所述竖直充气管B的底部高于对应位置处的钢桶顶部;当活塞杆L向下移动至最大行程处的时候,所述竖直充气管B的底部低于对应位置处的钢桶顶部。
本发明更进一步改进方案是,所述调节气动活塞缸E和气动活塞缸L分别固定于连接基板上。
本发明更进一步改进方案是,所述充气冷却装置、第一上盖装置、保护气充气装置和第二上盖装置均设于机架B上。
本发明更进一步改进方案是,所述连接基板、调节气动活塞缸D、气动活塞缸G、丝杆驱动电机B和水平丝杆的两端轴承座均与机架B固定连接。
本发明更进一步改进方案是,所述钢桶步进传送装置上、位于钢桶去盖工位与充气冷却工位之间还设有自然冷却工位。
本发明更进一步改进方案是,所述自然冷却工位沿着钢桶步进传送装置的钢桶传送方向设有一个或设有多个。
本发明的有益效果在于:
第一、本发明的钢桶上盖生产线的去盖装置,实现了钢桶涂装烘干后的防尘盖自动去盖和旋拧盖的自动上盖工序,提高了生产效率。
第二、本发明的钢桶上盖生产线的去盖装置,通过振动盘的作用,使得钢桶的防尘盖在去盖之前先将防尘盖边沿与桶顶之间连接的油漆膜振断,避免直接取防尘盖的时候会对钢桶的桶顶漆面造成损坏。
第三、本发明的钢桶上盖生产线的去盖装置,通过挡杆的作用,能够实现钢桶顶振动工位的钢桶定位以及保证钢桶进料传送转置上其余的钢桶不会影响完成振动后钢桶的传送,并且还能使完成振动后的钢桶的传送与钢桶步进传送装置的传送节奏一致,进而便于实现不同传送装置之间的自动传送对接。
第四、本发明的钢桶上盖生产线的去盖装置,通过摆杆B的结构和位置设置,能够保证摆杆B只与钢桶的大桶口接触定位,由于防尘盖与钢桶的对应桶口仅为放置连接,所以其本身的定位精度要求并不高,通过摆杆B与大桶口边沿的接触,便能满足防尘盖去盖的定位要求。
第五、本发明的钢桶上盖生产线的去盖装置,通过防尘盖的去盖结构改用去盖夹具、并通过压板的辅助,相比于原先电磁铁吸附防尘盖的方式而言,更能够保证去盖质量,放置防尘盖未被吸附而影响后续生产工序,而且电磁铁吸附到防尘盖的时候会有额外噪声产生。
第六、本发明的钢桶上盖生产线的去盖装置,通过自然冷却工位和充气冷却工位,尽可能降低钢桶内的问题,并且自然冷却工位的设置能够减少后续充气冷却工位的冷却时间,提高冷却效率。
第七、本发明的钢桶上盖生产线的去盖装置,通过桶口定位夹的作用,使得钢桶在第一充气冷却工位进行精准定位,便于钢桶在该工位的充气冷却以及后续工位的生产。
第八、本发明的钢桶上盖生产线的去盖装置,钢桶通过多个充气冷却工位进行充气冷却,保证了钢桶内的冷却效果。
第九、本发明的钢桶上盖生产线的去盖装置,在第一上盖工位进行小桶口的小旋拧盖旋拧过程中,同时进行惰性气体的充气,进一步提高了生产效率。
4、附图说明:
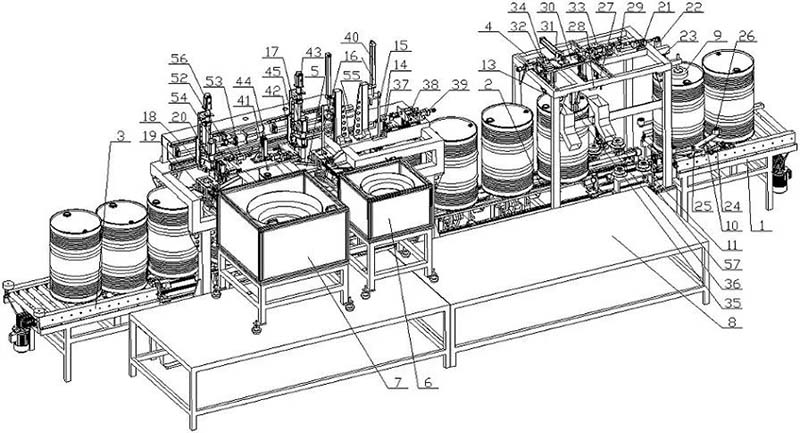
图1为本发明的示意图。
图2为机架A位置处去盖时后侧视角的放大示意图。
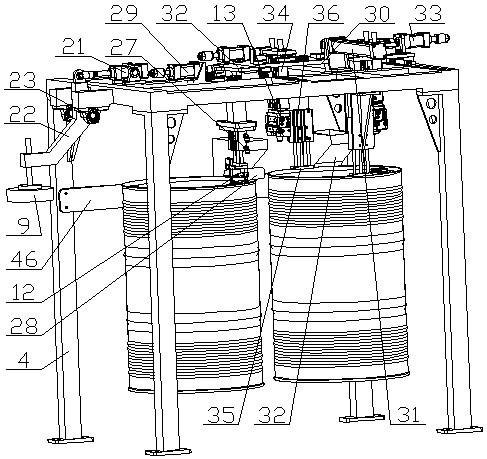
图3为机架A位置处不工作时后侧视角的放大示意图。
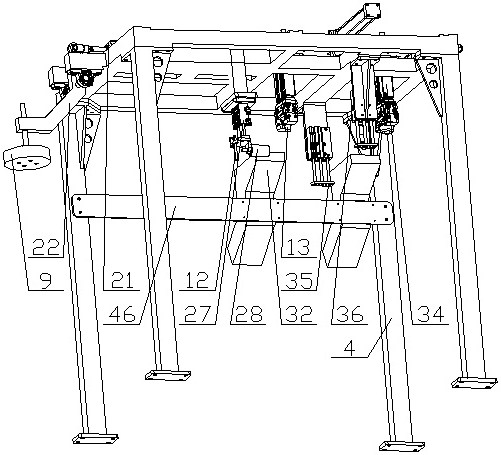
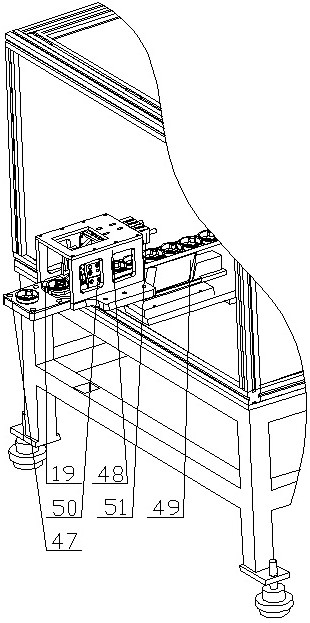
图4为定位送料夹的局部放大示意图。
5、具体实施方式:
结合图1~图4可知,钢桶上盖生产线的去盖装置,包括依次连接的钢桶进料传送装置1、钢桶步进传送装置2和钢桶出料传送装置3,所述钢桶进料传送装置1与所述钢桶步进传送装置的连接处设有钢桶顶振动工位,所述钢桶步进传送装置2上、沿着钢桶传送方向依次设有钢桶角度定位工位、钢桶去盖工位、充气冷却工位、第一上盖工位和第二上盖工位;所述钢桶顶振动工位包括振动装置,所述钢桶角度定位工位包括钢桶转动驱动装置11和钢桶角度定位装置,所述钢桶去盖工位包括钢桶去盖装置,所述钢桶充气冷却工位包括充气冷却装置,所述第一上盖工位包括第一上盖装置和保护气充气装置,所述第二上盖工位包括第二上盖装置。
所述振动装置包括振动盘9,所述振动盘9的顶部固定连接于摆杆A22的一端,所述振动盘9通过摆杆A22在气动活塞缸A21的作用下绕摆动轴A上下摆动,当振动盘9向下摆动至最大行程处的时候,所述振动盘9的底面与位于钢桶顶振动工位的钢桶顶盖贴合。
所述钢桶进料传送装置1上、对应位于钢桶顶振动工位的位置处设有挡桶装置,所述挡桶装置包括对称设于钢桶进料传送装置1两侧的挡杆10,所述挡杆10在气动活塞缸B24的作用下、通过中部所设的摆动轴B25与钢桶进料传送装置1摆动连接,所述气动活塞缸B24与挡杆10背向位于钢桶进料传送装置1的钢桶一侧摆动连接。
当挡杆10向其中一侧摆动至最大行程处的时候,所述挡杆10靠近钢桶角度定位工位的一端将位于钢桶顶振动工位的钢桶进行限位,挡杆10远离钢桶角度定位工位的一端均与钢桶进料传送装置1对应侧齐平或位于钢桶进料传送装置1对应侧的外侧;当挡杆10向另一侧摆动至最大行程处的时候,所述挡杆10远离钢桶角度定位工位的一端将位于钢桶顶振动工位之前的钢桶进行限位,挡杆10靠近钢桶角度定位工位的一端均与钢桶进料传送装置1对应侧齐平或位于钢桶进料传送装置1对应侧的外侧。
所述挡杆10的两端端部、分别设有绕竖直轴水平转动滚轮26。
所述振动盘9的顶部通过螺杆与摆杆A22固定连接。
用于驱动钢桶绕轴心水平转动的钢桶转动驱动装置11设于钢桶步进传送装置2对应于钢桶角度定位工位的位置处,所述钢桶角度定位装置包括气动活塞缸C27向下伸出的活塞杆C端部所设的摆杆B12,所述摆杆B12的上部绕水平轴摆动连接与活塞杆C,所述摆杆B12与位于钢桶角度定位工位位置处的钢桶轴心之间的距离大于等于钢桶顶盖的大桶口与钢桶轴心之间的最小距离、且小于钢桶顶盖的小桶口与钢桶轴心之间的最小距离,所述摆杆B12摆动范围的所在平面、为位于钢桶角度定位工位的钢桶对应于摆杆B12位置处的切线所在竖直平面,所述活塞杆C的端部还固定连接有控制钢桶转动驱动装置11停止的接触开关,当摆杆B12的底端与钢桶顶盖的大桶口接触而摆动的时候,摆杆B12与接触开关接触,而使钢桶转动驱动装置11停止转动。
所述气动活塞缸C27固定连接于调节气动活塞缸A29的调节活塞杆A端部;当调节气动活塞缸A29的调节活塞杆A向远离位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述摆杆B12与位于钢桶角度定位工位位置处的钢桶轴心之间的距离大于等于钢桶顶盖的大桶口与钢桶轴心之间的最小距离、且小于钢桶顶盖的小桶口与钢桶轴心之间的最小距离;当调节气动活塞A29的调节活塞杆A向面向位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述摆杆B12与位于钢桶角度定位工位位置处的钢桶轴心之间的距离小于钢桶顶盖的大桶口与钢桶轴心之间的最小距离。
所述气动活塞缸C27通过调节连接板A32固定连接于调节气动活塞缸A29的调节活塞杆A端部。
所述活塞杆C的端部还设有绕水平轴心转动的压辊28,所述压辊28的轴心经过位于钢桶角度定位工位位置处的钢桶轴心,位于钢桶角度定位工位的钢桶的直径大于压辊28面向该工位钢桶轴心一端与钢桶轴心的距离、且小于压辊28背向该工位钢桶轴心一端与钢桶轴心的距离。
所述压辊28底部与摆杆B12底端之间的距离大于钢桶大桶口边沿与钢桶的桶壁顶部之间的高度差、且小于等于钢桶的桶壁顶部与钢桶桶顶之间的高度差。
所述钢桶去盖装置包括一对去盖夹具13,所述去盖夹具13分别通过气动活塞缸D34上下活动连接,所述气动活塞缸D34的活塞杆D端部向下伸出并与去盖夹具13固定,所述去盖夹具13分别与放置于钢桶去盖工位位置处的钢桶顶盖的大桶口匹配的大防尘盖或小桶口匹配的小防尘盖匹配。
所述气动活塞缸D34固定连接于调节气动活塞缸B33的调节活塞杆B端部;当调节气动活塞缸B33的调节活塞杆B向远离位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述去盖夹具13分别与位于钢桶角度定位工位位置处的钢桶轴心之间的距离和钢桶顶盖的大桶口或小桶口与钢桶轴心之间的最小距离相等;当调节气动活塞B33的调节活塞杆B向面向位于钢桶角度定位工位位置处的钢桶轴心一侧移动至最大行程处的时候,所述去盖夹具13分别与位于钢桶角度定位工位位置处的钢桶轴心之间的距离小于钢桶顶盖的大桶口或小桶口与钢桶轴心之间的最小距离。
所述气动活塞缸D34通过调节连接板B固定连接于调节气动活塞缸A29的调节活塞杆A端部。
所述调节气动活塞缸B33分别固定连接于平移基板30,所述平移基板30与气动活塞缸E31的活塞杆E端部固定,所述气动活塞缸E31的活塞杆E通过平移基板30带动去盖夹具13面向或背向固定于钢桶步进传送装置2一侧固定所设的落料筒57的方向水平往复移动。
所述钢桶去盖装置还包括一对钢桶固定装置,所述钢桶固定装置包括位于钢桶去盖工位的钢桶顶部两侧边沿、通过气动活塞缸F36上下活动的压板35,当气动活塞缸F36的活塞杆F向下移动至最大行程处的时候,所述压板35的底部的高度低于或等于位于钢桶去盖工位的钢桶顶部边沿的所在高度;当气动活塞缸F36的活塞杆F向上移动至最大行程处的时候,所述压板35的底部的高度高于位于钢桶去盖工位的钢桶顶部边沿的所在高度。
所述振动装置、钢桶角度定位装置、钢桶去盖装置均设于机架A4上。
所述气动活塞缸A21、调节气动活塞A29、气动活塞缸E31和气动活塞缸F36均与机架A4固定连接。
所述振动盘9通过摆杆A22在气动活塞缸A21的作用下与固定于机架A4的连接杆23绕摆动轴A上下摆动。
所述落料筒57通过连接横杆46固定于机架A4的一侧。
所述落料筒57底部分别与防尘盖收集装置连接。
所述充气冷却工位沿着钢桶步进传送装置2的钢桶传送方向依次包括第一充气冷却工位和第二充气冷却工位,所述充气冷却装置对应于第一充气冷却工位和第二充气冷却工位分别包括第一充气冷却装置15和第二充气冷却装置16,所述第一充气冷却装置15和第二充气冷却装置16分别包括竖直充气管A,所述竖直充气管A分别通过各自的气动活塞缸G40上下活动,所述竖直充气管A固定于气动活塞缸G40的活塞杆G;当活塞杆G向上移动至最大行程处的时候,所述竖直充气管A的底部高于对应位置处的钢桶顶部;当活塞杆G向下移动至最大行程处的时候,所述竖直充气管A的底部低于对应位置处的钢桶顶部。
所述第一充气冷却工位还包括钢桶的桶口定位装置A,所述桶口定位装置A位于第一充气冷却装置15面向钢桶去盖装置的一侧。
所述桶口定位装置A包括一对与位于第一充气冷却工位的钢桶的大桶口和小桶口分别对应的桶口定位夹14,所述桶口定位夹14连接于气动活塞缸H37向下伸出的活塞杆H端部,所述启动活塞缸H37分别固定于调节连接板C,两个调节连接板C之间通过调节气动活塞缸C38连接,其中一个调节连接板C与调节气动活塞缸C38固定,另一个调节连接板C与调节气动活塞缸C38的调节活塞杆C端部固定,固定有调节气动活塞缸C38的调节连接板C与调节气动活塞缸D39的调节活塞杆D端部固定,所述调节活塞杆C和调节活塞杆D均沿着位于第一充气冷却工位的钢桶的大桶口和小桶口的轴心连线的方向往复移动。
所述第一充气冷却装置15的竖直充气管A与位于该工位钢桶的大桶口和小桶口中面向钢桶出料传送装置3的桶口对应,所述第二充气冷却装置16的竖直充气管A与位于该工位钢桶的大桶口和小桶口中面向钢桶出料传送装置3的桶口对应。
所述第一上盖装置和第二上盖装置分别包括与对应工位钢桶的顶盖的大桶口或小桶口匹配的桶盖旋拧夹18,所述桶盖旋拧夹18分别通过旋拧驱动电机17提供驱动力,所述旋拧驱动电机17通过螺母副A沿着竖直丝杆43上下移动,所述竖直丝杆43的两端转动连接于移动架、并通过固定于移动架的丝杆驱动电机A56提供驱动力,所述移动架通过螺母副B沿着水平丝杆42水平移动,所述水平丝杆42的两端转动连接于固定架、并通过固定于固定架的丝杆驱动电机B55提供驱动力,所述水平丝杆42沿着钢桶步进传送装置2的钢桶传送方向设置。
所述钢桶步进传送装置2的一侧、对应位于第一上盖装置和第二上盖装置位置处分别设有小旋拧盖送料装置6和大旋拧盖送料装置7,所述小旋拧盖送料装置6和大旋拧盖送料装置7的出料端分别设有旋拧盖定位装置,旋拧盖夹取装置将位于旋拧盖定位装置的小旋拧盖或大旋拧盖周转至对应的桶盖旋拧夹18。
所述旋拧盖定位装置包括设于小旋拧盖送料装置6的出料传送轨道槽末端和大旋拧盖送料装置7的出料传送轨道槽末端的定位送料夹19,所述定位送料夹19通过气动活塞缸I50的活塞杆I的伸缩实现张开和夹紧,所述气动活塞缸I50固定于气动活塞缸J51的活塞杆J的端部,并通过气动活塞缸J50将大旋拧盖或小旋拧盖分别传送至定位板47上,所述定位板47固定连接于小旋拧盖送料装置6的出料传送轨道槽末端和大旋拧盖送料装置7的出料传送轨道槽末端,所述定位板47与小旋拧盖送料装置6的出料传送轨道槽末端和大旋拧盖送料装置7的出料传送轨道槽末端的连接处固定有连接架48,所述气动活塞缸J51固定于连接架48。
所述小旋拧盖送料装置6的出料传送轨道槽末端底部和大旋拧盖送料装置7的出料传送轨道槽末端底部分别设有振动器49,所述振动器49的振动使小旋拧盖送料装置6的出料传送轨道槽末端和大旋拧盖送料装置7的出料传送轨道槽末端分别匀速出料。
所述小旋拧盖送料装置6、大旋拧盖送料装置7和防尘盖收集装置均放置固定于设于钢桶步进传送装置2对应侧的放置台8上。
所述旋拧盖夹取装置包括旋拧盖取料夹20,所述旋拧盖取料夹20通过气动活塞缸K45上下活动连接,所述旋拧盖取料夹20固定于向下伸出气动活塞缸K45的活塞杆K的端部,所述气动活塞缸K45固定连接于调节气动活塞缸E53的调节活塞杆E的端部,所述调节活塞杆E均沿着位于第一充上盖工位和第二上盖工位的钢桶的大桶口和小桶口的轴心连线的方向往复移动。
所述气动活塞缸K45通过调节连接板D54与调节气动活塞缸E53的调节活塞杆E的端部固定连接。
所述保护气充气装置包括竖直充气管B41,所述竖直充气管B41与位于该工位钢桶的大桶口和小桶口中面向钢桶出料传送装置3的桶口对应,所述竖直充气管B41通过气动活塞缸L44上下活动,所述竖直充气管B41固定于气动活塞缸L44的活塞杆L;当活塞杆L向上移动至最大行程处的时候,所述竖直充气管B41的底部高于对应位置处的钢桶顶部;当活塞杆L向下移动至最大行程处的时候,所述竖直充气管B41的底部低于对应位置处的钢桶顶部。
所述调节气动活塞缸E53和气动活塞缸L44分别固定于连接基板52上。
所述充气冷却装置、第一上盖装置、保护气充气装置和第二上盖装置均设于机架B5上。
所述连接基板52、调节气动活塞缸D39、气动活塞缸G40、丝杆驱动电机B55和水平丝杆42的两端轴承座均与机架B5固定连接。
所述钢桶步进传送装置2上、位于钢桶去盖工位与充气冷却工位之间还设有自然冷却工位。
所述自然冷却工位沿着钢桶步进传送装置2的钢桶传送方向设有一个或设有多个。
本申请使用之前,向根据钢桶的尺寸规格,将调节气动活塞缸A29、调节气动活塞缸B33、调节气动活塞缸C38、调节气动活塞缸D39和调节气动活塞缸E53分别进行调节,从而使调节活塞杆A、调节活塞杆B、调节活塞杆C、调节活塞杆D和调节活塞杆E各自活动至最大行程处之后,使各自连接装置与对应工位处的大桶口或小桶口的位置相对应;并且丝杆驱动电机B55驱动水平丝杆22将桶盖旋拧夹18移动至对应工位处的大桶口或小桶口的位置相对应。
本申请使用的时候,当钢桶沿着钢桶进料传送装置1传送至钢桶进料传送装置1末端的时候,气动活塞缸B24的活塞杆B带动挡杆10将位于钢桶进料传送装置1末端的钢桶被挡杆10限位挡住,然后气动活塞缸A21的活塞杆A带动振动盘9向下摆动至与位于钢桶进料传送装置1末端钢桶的钢桶顶盖贴合,然后振动盘9启动一段时间,从而对接触的钢桶顶盖进行振动,使该钢桶的大防尘盖边沿和小防尘盖边沿与钢桶顶盖干涸粘连的油漆膜断裂;当振动盘9振动结束后,活塞杆A带动振动盘9向上摆动、与钢桶分离,并且活塞杆B带动挡杆10摆动至将钢桶进料传送转置1末端第二个钢桶限位,并使经过振动盘9振动的钢桶传送至钢桶步进传送装置2上;并当经过振动盘9振动用的钢桶传送至钢桶步进传送装置2之后,活塞杆B再次带动挡杆10摆动至起始位置,使被阻挡的钢桶在钢桶进料传送转置1的传送下传送至再次被挡杆10挡住,进而便于振动盘9对该钢桶也进行振动;而传送至钢桶步进传送装置2上的钢桶先进行钢桶角度定位,摆杆B12在调节活塞杆A和活塞杆C的作用下移动至位于钢桶的大桶口的转动轨迹上,然后通过钢桶转动驱动装置11带动钢桶绕轴心水平转动,当钢桶的大桶口的边沿与摆杆B12接触的时候,摆杆B12在大桶口的边沿带动作用下摆动,从而使摆杆B12与接触开关接触,接触开关得到信号之后控制钢桶转动驱动装置11停止转动,此时钢桶完成角度定位;当完成角度定位的钢桶通过钢桶步进传送装置2传送至钢桶去盖工位,活塞杆F带动压板35向下移动至压紧钢桶顶板边沿,然后调节活塞杆B和活塞杆D分别移动至最大行程处,使去盖夹具13与位于钢桶去盖工位的钢桶的防尘盖对应,然后通过去盖夹具13将钢桶的大桶口和小桶口各自的防尘盖均夹取,然后调节活塞杆B和活塞杆D分别退回至起始位置,另外活塞杆F退回至起始位置、使压板35与钢桶分离,接着活塞杆E移动至最大行程处,使去盖夹具13分别位于落料筒57的正上方,然后去盖夹具13将防尘盖放开,使防尘盖通过落料筒57落料至防尘盖收集装置内;同时完成去盖的钢桶在钢桶步进传送装置2的作用下向前传送至自然冷却工位进行冷却;经过自然冷却工位进行冷却后的钢桶继续在钢桶步进传送装置2的作用下向前传送至第一充气冷却工位,然后调节活塞杆C、调节活塞杆D和活塞杆H分别移动至最大行程处,此时桶口定位夹A14将位于第一充气冷却工位的钢桶的大桶口和小桶口夹住后精准定位;接着第一充气冷却工位的活塞杆G带动第一充气冷却工位的竖直充气管A向下伸入位于该工位的钢桶的对应桶口内,并通过竖直充气管A向钢桶内充入冷却空气,使钢桶内的热空气排出,所述竖直充气管A向钢桶内充入冷却空气一段时间后,桶口定位夹A14与钢桶的大桶口和小桶口分别松开,然后调节活塞杆C、调节活塞杆D、活塞杆H和第一充气冷却工位的活塞杆G分别退回起始位置,钢桶步进传送装置2将在第一充气冷却工位完成充气冷却的钢桶传送至第二充气冷却工位;第二充气冷却工位的活塞杆G带动第二充气冷却工位的竖直充气管A向下伸入位于该工位的钢桶的对应桶口内,并通过竖直充气管A向钢桶内再次充入冷却空气,使钢桶内的残余热空气排出,所述竖直充气管A向钢桶内充入冷却空气一段时间后,第二充气冷却工位的活塞杆G退回起始位置,钢桶步进传送装置2将在第二充气冷却工位完成充气冷却的钢桶传送至第一上盖工位;同时当小旋拧盖和大旋拧盖分别通过振动器49对应传送至小旋拧盖送料装置6和大旋拧盖送料装置7的各自出料传送轨道槽末端的时候,定位送料夹19在活塞杆I的作用下将末端的小旋拧盖或大旋拧盖进行夹取,并在活塞杆J的作用下传送至定位板47上,当小旋拧盖或大旋拧盖传送至定位板47上之后,活塞杆I带动定位送料夹19将小旋拧盖或大旋拧盖松开,并且活塞杆J带动定位送料夹19回复至起始位置;然后活塞杆L带动竖直充气杆B41向下伸入至该工位的钢桶的大桶口内进行惰性气体的充入,并使钢桶内的空气排出;当惰性气体充入一端时间后,第一上盖工位的调节活塞杆E和活塞杆K移动至最大行程处,使桶口定位夹B20将对应工位的钢桶的小桶口边沿进行定位夹紧,然后在驱动电机A56和驱动电机B55的作用下分别驱动竖直丝杆43和水平丝杆42转动,将桶盖旋拧夹18移动至将定位板47上的小旋拧盖连接,然后连接有小旋拧盖的桶盖旋拧夹18继续在驱动电机A56和驱动电机B55的作用下分别驱动竖直丝杆43和水平丝杆42转动,使桶盖旋拧夹移动至钢桶的小桶口正上方位置处,然后在旋拧驱动电机17驱动下转动,并在丝杆驱动电机A56的作用下驱动竖直丝杆43转动、使桶盖旋拧夹18向下移动,从而对该工位的钢桶的小桶口进行小旋拧盖旋拧;当完成小旋拧盖的旋拧之后,竖直充气管B41停止向钢桶内充气,并且在丝杆驱动电机A56的作用下驱动竖直丝杆43转动、使桶盖旋拧夹18向上移动至起始位置,同时、活塞杆L带动竖直充气管B41向上回复至起始位置,然后钢桶步进传送装置2将完成小旋拧盖上盖的钢桶传送至第二上盖工位;第二上盖工位的调节活塞杆E和活塞杆K移动至最大行程处,使桶口定位夹B20将对应工位的钢桶的大桶口边沿进行定位夹紧,然后在驱动电机A56和驱动电机B55的作用下分别驱动竖直丝杆43和水平丝杆42转动,将桶盖旋拧夹18移动至将定位板47上的大旋拧盖连接,然后连接有大旋拧盖的桶盖旋拧夹18继续在驱动电机A56和驱动电机B55的作用下分别驱动竖直丝杆43和水平丝杆42转动,使桶盖旋拧夹移动至钢桶的大桶口正上方位置处,然后在旋拧驱动电机17驱动下转动,并在丝杆驱动电机A56的作用下驱动竖直丝杆43转动、使桶盖旋拧夹18向下移动,从而对该工位的钢桶的大桶口进行大旋拧盖旋拧;当完成大旋拧盖的旋拧之后,在丝杆驱动电机A56的作用下驱动竖直丝杆43转动、使桶盖旋拧夹18向上移动至起始位置;然后钢桶步进传送装置2将完成大旋拧盖上盖的钢桶传送至钢桶出料传送装置3,并通过钢桶出料传送装置3进行出料。
|

