|
机器人钢桶压盖机设计
岳翠萍,刘新乐,冯 巍,段文军
(北京强度环境研究所,北京 100076)
摘要:军用级钢桶装润滑油需在洁净间完成压盖生产,尽量减少污染物的排放,且对生产速度有较高要求,为此研发了机器人压盖机,该设备由机器人系统、盖输送系统、桶输送系统及控制系统组成。探讨了压盖头工具的结构、系统的控制流程及关键部件的控制方法。
关键词:机器人;压盖机;压盖头结构;控制系统
1 系统组成
本系统的灌装物料为航空发动机油,整个灌装压盖过程在洁净间完成,采用机器人代替人工,可以减少污染物。设备系统所有气动驱动均将排气收集集中排出到洁净室外,采用洁净气缸,减小对灌装物料的污染,其他部件和结构也均做特殊考虑和处理,尽最大限度减少对洁净室的污染。我们采用钢桶进行灌装,塑料桶盖进行密封,根据需求采用8头直线灌装机,并设计出相应的机器人压盖机。该压盖机适合用于直线式灌装机,不适用于旋转式连续出桶的灌装机。
1.1 整机结构
机器人压盖机主要由机器人系统、盖输送系统、桶输送系统及控制系统组成,如图1 所示,机器人系统包括库卡机器人、机器人压盖工具;盖输送系统包括振动式理盖机、盖输送皮带、分盖气缸、挡盖气缸;桶输送系统包括桶输送板链、前挡桶器、后挡桶器、桶身平挡板、桶身定位挡板。控制系统由机器人控制系统和PLC控制系统组成。
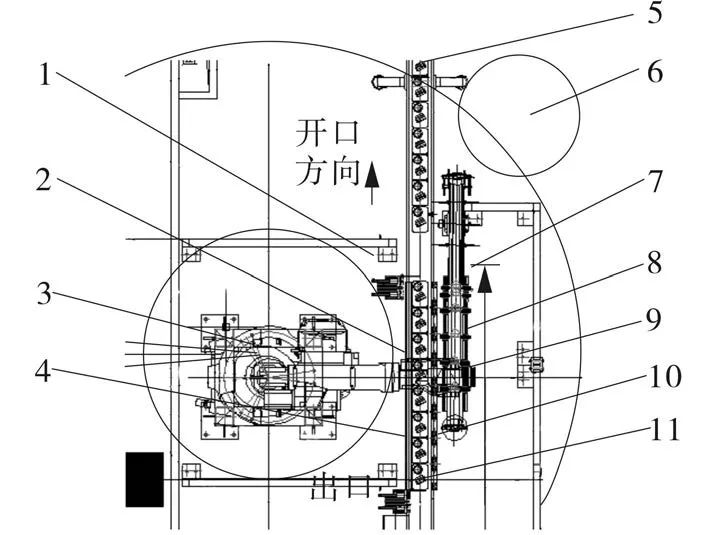
图1 整体机器人压盖机组
1- 后挡桶器;2- 压盖工具;3-KUKA 机器人;4- 平挡板;5- 桶输送板链线;6- 振动理盖机;7- 分盖气缸;8- 盖输送线;9- 挡盖气缸;10- 桶身卡具;11- 前挡桶器
灌装机灌装完成的钢桶出来后,减速光电感测到桶,桶输送板链开始减速,前挡桶器伸出,8个桶都到位后,后挡桶器伸出,桶身平挡板、桶身定位挡板伸出。机器人工具有4 个压盖气缸,灌装机一次出来8 桶,机器人分两次完成压盖,先取4 个盖,压前4 桶,再取4 个盖,压后4 桶,完成后桶身平挡板、桶身定位挡板缩回,前挡桶器缩回,桶进入裹包机进行下个工位动作。
1.2 主要关键部件
根据机器人压盖工具重量及运动范围,选择KR60-3 库卡机器人,该机承载能力:60kg,最大工作范围:2033mm,轴数:6,防护等级:本体IP65,电气IP65,重复精确度:0.06 mm。
桶盖如图2中8为带橡胶的桶盖,根据桶盖形状,设计出机器人压盖工具,压盖体由气缸连接板与铝型材固定,位置可调;外套桶装在压盖气缸的伸缩杆上,中间装有真空吸盘组件(弹簧缓冲支杆和波纹吸盘),用定位螺钉将真空吸盘组件与外套桶固定。一共4 组压盖体,均布在铝型材上,中间由法兰盘与机器人法兰固定。理盖机的出盖速度为2500 个/h。桶输送板链由变频器控制,变频器的减速时间设定为0.1 s,保证桶能够平稳输送,防止液体溅出。
根据桶型设计出桶定位板,保证桶的位置准确;根据桶盖的形状,设计出斜口挡盖导向板,保证取盖位置准确,满足这两点就可以大大提高机器人的压盖率。
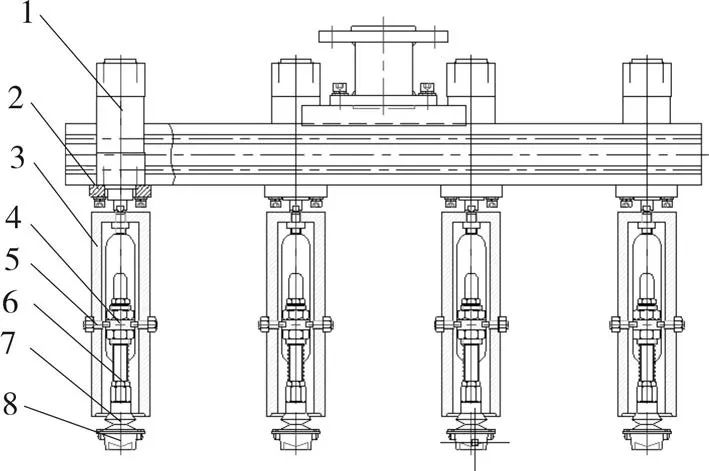
图2 机器人压盖头工作结构
1- 压盖气缸;2- 气缸连接板;3- 压盖体;4- 外套桶;5- 定位螺钉;6- 缓冲支杆;7- 波纹吸盘;8- 带橡胶的桶盖
2 控制系统
控制系统由机器人控制系统和PLC 控制系统组成。机器人控制系统与PLC 控制系统之间通过IO,进行信息交互。
2.1 机器人控制系统
机器人控制流程如图3 所示,机器人启动后从HOME 点运动到取盖位置上方等待,等到PLC发出盖准备好信号,即机器人下去取盖,到位后打开真空发生器,收到真空度信号,机器人去前4 桶的压盖位置上方等待;得到桶准备好信号,压盖头气缸下插,同时关闭真空发生器;延时1s 压盖头气缸缩回,回到取盖位置上方等待取盖,取完盖后直接去后4 桶位置压盖,气缸缩回同时向PLC 发出压盖完成信号。
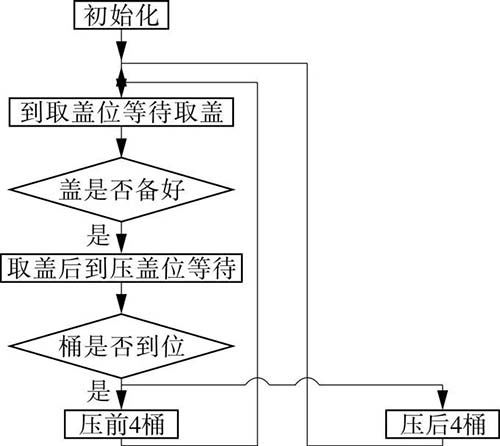
图3 机器人流程图
2.2 PLC 控制系统
PLC 控制流程如图4 所示,按下启动按钮后,启动理盖机、皮带输送机及板链线。两组分盖气缸用一个电磁阀控制,前分盖气缸伸出,后分盖气缸缩回,调节气缸的节流阀,保证每组气缸的伸缩速度一致,而且让前分盖气缸缩回速度慢于后分盖气缸的伸出速度,前分盖气缸的伸出速度快于分盖气缸的缩回速度。各挡盖气缸光电感测到盖子判断后面位置有没有盖,有的话就伸出,没有就不动作,把盖放到后面去。4 个挡盖位均有盖后,给机器人发送盖准备好信号,机器人取走盖后,判断挡盖位四个传感器是否都无信号,说明盖被全部取走,继续放盖,若有盖未被取走,则放掉未取走的盖后,再继续放盖。
按下启动按钮,后挡桶挡上,前挡桶打开,等待压盖位没有桶后,前挡桶挡上,后挡桶打开,桶到减速位后,板链开始减速, 到压盖位,后挡桶挡上,板链停止,前后抱桶器抱桶,给机器人发送桶准备好信号。
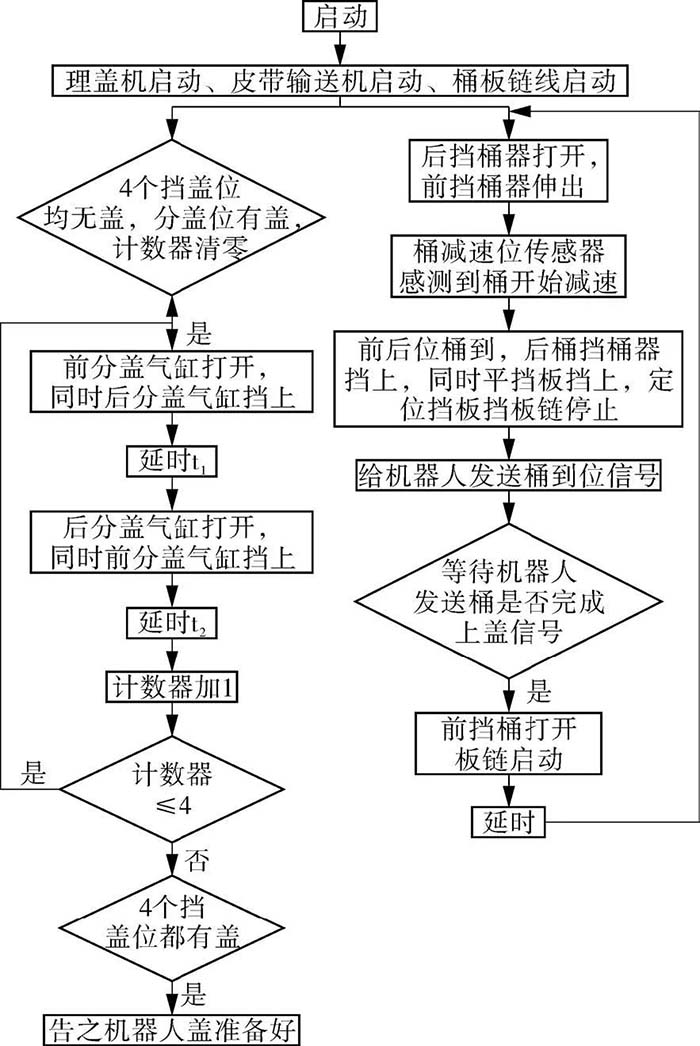
图4 PLC 流程图
2.3 分盖时间的计算
分盖的时间很关键,既要满足能够顺利分开理出来的桶盖,又需要将分盖的时间缩短至最短,使得盖到位能够达到最快。气缸行程s=20 mm,使用活塞速度10~500 mm/s,按最快速500 mm/s计算,分盖气缸的最快动作时间t3=20/500=0.04 s,加上节流阀后,速度可调,但会低于此速度,即时间会加长。
8 头灌装主机的速度v ≥ 1200 桶/h,即每个节拍t=8°¡3600/v ≤ 24 s。因为每个灌装节拍需要取盖压盖两次,所以盖输送周期t2=t/2 ≤ 12 s。盖的间距和桶的长度一样,即l=171mm,从分盖到末端第4 个盖的总长L=656 mm。有盖输送皮带速度

选择皮带电机功率为200 W、转速n=1300 r/min,减速比i=20,轮盘直径D=60 mm。有皮带线速度

满足条件(1)。
整个流程里每次放盖的延时时间T=t1+t2+2t3,程序里的放盖延时时间为Δt=t1+t2,有

即Δt<0.78 s,即PLC 程序里的延时小于780ms,而气缸的速度会低于最快速,此延时时间会更小。
3 结束语
机器人压盖机对不同盖的适应性较强,只需要更换压盖工具,就可以适应于不同厂家的要求,比如盖的形状不同,大小不同,甚至是结构形式的不同,或者是旋转式上盖,只要设计出相应的工具头,就可以实现,灵活方便地压盖。机器人压盖机提高了客户的劳动生产率,降低了劳动强度,但是成本还是相对较高,未来机器人成本降低了以后,会大大促进机器人在此领域的应用。
|

