|
苏德罗尼克钢桶全自动缝焊机的技术结构与特点
文/辛巧娟
苏德罗尼克全自动钢桶焊机世界领先的技术特点:
1、新的模块化设计和最先进的技术
2、节能高达60%
3、高质量的焊缝
4、简单和快速的规范转换
5、操作方便

桶身焊接:DMB钢桶焊机的主要特点
一、转换非常灵活
◼︎ 卷圆系统电动调整
◼︎ 校准工具安装在导轨上,便于拆卸
◼︎ 伺服电机自动同步
◼︎ 以前的格式参数可恢复,以减少重置/调整时间
二、高质量的焊缝
◼︎准确的校准器,确保工装不刮伤最终产品
◼︎ 由于没有使用斜辊和滚花驱动器,保证焊缝表面光滑。
◼︎ UNISOUD变频器参数恒定,保证往复的焊接质量
三、操作方便
◼︎单向控制具有易于理解的视窗触摸屏面板
◼︎与实际焊接过程相关的参数监控
◼︎易于访问所有关键的机器部件
四、减少生产成本
与传统设备相比,由于集成电力补偿,可节省每年高达66%的能源和高达7万美元。坚固的机架可以保持非常精密的材料公差和焊接搭接量。这有助于节省额外的材料成本。
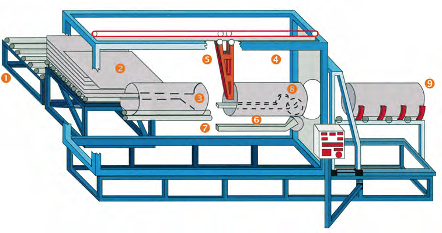
工艺流程:面向未来的模块化和灵活设计
[1] 装卸升降台
自动监控升降台上的空堆水平。
在堆栈的最后一张料被取走后,该升降台会自动降落到底部位置,以便加载一个新的材料堆栈。
【2】双片控制装置
五个带吸盘的气动气缸将毛坯从堆垛中取出,并将其转移到前卷装置。
双片检测确保每次只有一张料被推入滚卷器单元。
【3】辊轧成形机单元
换料厚度变化时,无需调整前辊装置。贝尔维尔弹簧补偿不同的薄板厚度。

辊轧成形机单元
【4】桶身卷圆定位
机身前后外壳边缘捕捉段是气动控制的。导向系统确保光滑圆润的桶身平稳插入z形杆中。
当需要改变焊接直径时,调整非常容易方便。下段不需要任何调整,因为它们总是保持在同一个位置。

推桶装置
【5】推桶装置
内置的三爪臂式推杆保证了卷圆后尚未焊接的桶身的平稳输送。
卷圆后的桶身也可以手动定位送到壳体滚动捕捉段,然后转移到焊接辊上。
这个特性是唯一的,可以节省时间和金钱。
【6】中间输送链
运输链的链钩将卷圆的桶身体推入焊接区域。
通过可调链钩来校正桶身边缘偏移。
【7】身体导向工具- Z形杆
Z形杆由三个部分组成,这三个部分组装在一个水冷支架上。配有快速夹紧装置。这些部件由硬质合金或回火钢制成,更换时无需拆卸焊接头或z形杆。这意味着降低成本和转换时间。
【8】盘锥形滚轮头
两个焊接轮是摆动的,且尺寸相同(可互换)。
下焊轮是主动驱动轮。两个辊头都配有双冷却回路。气动驱动的铣削装置清洗电极并保持其正确的几何形状。气缸提供必要的焊接压力。

校准工具
校准工具
校准工具安装在铝板上,并形成固定在可移动支架上的一个单元。可以最大限度地画出直径1200毫米的圆,这是该机器独有的特征。为了确保机器的关键部件和维护部件的容易接触,上校准辊单元是电动的。气缸负责一个恒定的校准压力。
UNISOUD变频器
主要特点:
1、免维护静态变频器,频率无级可调,最大限度满足客户的焊接要求。
2、全球范围内经过验证的苏德罗尼克技术
3、快速方便的交换电路板
4、不同的电流波形
5、支持通过LED显示屏排除故障
6、功率补偿,节省了大量的能源成本。 桶身焊机:
挤压辊
挤压辊是水冷的,靠近焊接辊。驱动下挤压辊,并通过气缸建立挤压力。
【9】出口皮带输送机或倾斜装置
出口带式输送机或倾斜装置可旋转180°。可以收回校准支撑架。倾斜装置可以在任意一侧配备一个侧面弹射装置。
驱动系统
校准辊、成型辊、挤压辊和出口输送机均采用变频驱动系统,操作方便,磨损小。车身运输架的伺服驱动与中间运输链和焊接辊全部同步。
单向控制
主要特点:
1、基于windows的触摸屏面板
2、简单易懂的图形指南
3、扩展操作员支持设置,生产和维护
4、自动同步
5、去中心化智能以获得最佳性能
6、简单的错误检测和最小化布线和电缆
7、整个系统采用相同的硬件,降低了备品备件的库存。
选项
1、加载准备表
2、自动送料系统
3、不停机供料系统
4、DISCON滚轴头
5、挤压辊
6、监控SWM-2
7、校准冠离线存储框
8、校准表冠升降架
9、校准表冠离线量规
10、自动中央润滑
11、电机用于前辊调整
型号 |
单位 |
DMB 11 |
DMB 12 |
最大产量 |
只/小时 |
600* |
900* |
桶身直径 |
mm |
450~630 |
450~630 |
桶身高度 |
mm |
420~1100 |
420~1100 |
板材厚度 |
mm |
0.7~1.5 |
0.7~1.5 |
校准工具 |
模架 |
标准 |
标准 |
焊接速度 |
m/min |
6~16 * |
6~16 * |
焊接频率 |
Hz |
55~100 |
55~100 |
功率负载 φ0.90 |
KVA |
110 |
110 |
* 根据桶身尺寸和材质而定 |
|

