|
电阻焊的常用设备与焊接性评定
文/杨柳
电阻焊常用设备
1、点焊机
点焊机:
点焊机是由机座,加压机构,焊接回路,电极,传动机构和开关及调节装置组成,其中主要部分是加压机构,焊接回路和控制装置。
加压机构是电阻焊在焊接时负责加压的机构。
焊接回路是指除焊接之外参与焊接电流导通的全部零件所组成的导电通路。
控制装置是由开关和同步控制两部分组成,在点焊中开关的作用是控制电流的通断,同步控制的作用是调节焊接电流的大小,精确控制焊接程序,当网路电压有波动时,能自动进行补偿。
2、对焊机
对焊机:
对焊机是由机架,导轨,固定座板和动板,送进机构,夹紧机构,支点(顶座),变压器,控制系统几部分组成。
其主要部分是:机架和导轨,送进机构,夹紧机构。
机架和导轨:机架上固定着对焊机的全部基本部件。导轨用来保证动板可靠的移动,以便送进焊件。
送进机构:送进机构的作用是使焊件同动板一起移动,并保证有所需的顶锻力。
夹紧机构:夹紧机构由两个夹具构成,一个是固定的,称为固定夹具,另一个是可移动的,称为动夹具。固定夹具直接安装在机架上,动夹具安装在动板上,可随动板左右移动。
3、缝焊机
缝焊机:
缝焊机是指焊件装配成搭接或对接接头并置于两滚轮电极之间,滚轮电极加压焊件并转动,连续或断续脉冲送电,形成一条连续焊缝的电阻焊机器。也可以说,缝焊机是点焊的一种演变。缝焊广泛地应用在要求密封性的接头制造上,有时也用来焊接普通非密封性的板金件,被焊金属材料的厚度通常在0.1~2.5mm。
缝焊机是工件置于滚轮电极之间或滚轮电极与条状电极之间,连续或断续地滚压,间歇或连续施加电流,形成线状焊缝的电阻焊机。
缝焊机可根据滚轮电极的转动方式,分为连续缝焊机和步进缝焊机;根据焊缝与电极臂之间的关系,分为横向缝焊机、纵向缝焊机和万能缝焊机。
(1)横向缝焊机
形成的焊缝与电极臂垂直。这类焊机滚轮电极的转动轴与电极臂平行,如图《横向缝焊机》所示,主要用来焊接水平工件的长焊缝以及圆周环形焊缝。
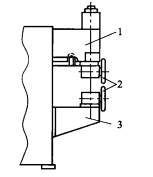
横向缝焊机
(2)纵向缝焊机
形成的焊缝与电极臂平行。这类焊机滚轮电极的转动轴与电极臂垂直,主要用于焊接水平工件的短焊缝以及圆筒形容器的纵向直缝。
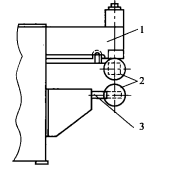
纵向缝焊机
(3)万能缝焊机
即纵、横两用焊机。缝焊机一般由机身、加压机构、传动机构、阻焊变压器、功率调节机构、焊接回路,见除了电极和传动机构以外,其他部分与点焊机基本相似。
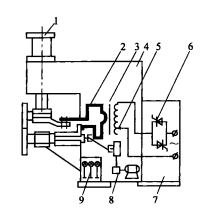
万能缝焊机
缝焊机传动机构的主要功能是获得需要的焊接速度,其中某些零部件(如缝焊机机头)还担负传递焊接压力和焊接电流的任务。传动机构有上电极主动、下电极主动和上、下电极皆主动三种类型。横向缝焊机通常是下电极主动,纵向缝焊机和万能缝焊一般为上电极主动,焊接镀层钢板的缝焊机常采用上下电极皆主动的传动机构。
缝焊特点:
1) 缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的(步进缝焊除外),焊接速度越快表现越明显。
2) 缝焊焊缝是由相互搭接一部分的焊点所组成,因此焊接时的分流要比点焊严重的多,这给高电导率铝合金及镁合金的厚板焊接带来困难。
3) 滚轮电极表面易发生粘损而使焊缝表面质量变坏,因此对电极的修整是一个特别值得注意的问题。
4) 由于缝焊焊缝的截面积通常是母材纵载面积的2倍以上(板越薄这个比率越大),破坏必然发生在母材热影响区。因此,对缝焊结构很少强调接头强度,主要要求其具有良好的密封性和耐蚀性。
电阻焊电源
电阻焊常采用工频变压器作为电源,电阻焊变压器的外特性采用下降的外特性,与常用变压器及弧焊变压器相比,电阻焊变压器有以下特点:
(1)电流大,电压低
常用的电流是2~40KA,在铝合金点焊或钢轨对焊时甚至可以达到150~200KA,由于焊件焊接回路电阻通常只有若干微欧,所以电源电压低,固定式焊机通常在10V以内,悬挂式点焊机才可达到24V。
(2)功率大,可调节
由于焊接电流很大,虽然电压不高,焊机仍可达到比较大的功率,大功率电源甚至高达1000KW以上,为了适应各种不同焊件的需要,还要求焊机的功率应能方便调节。
(3)断续工作状态,无空载运行
电阻焊通常在焊件装配好之后才接通电源的,电源一旦接通,变压器就在负载状态下运行,一般无空载运行的情况发生,其他工序,如装载,夹紧等,一般不需要接通电源,因此变压器处于断续工作状态。
电阻焊焊接性评定
下列各项是评定电阻焊焊接性的主要指标:
01、材料的导电性和导热性
电阻率小而热导率大的金属需用大功率焊机,其焊接性较差。
02、材料的高温强度
高温(0.5-0.7Tm)屈服强度大的金属,点焊时容易产生飞溅,缩孔,裂纹等缺陷,需要使用大的电极压力。必要时还需要断电后施加大的锻压力,焊接性较差。
03、材料的塑性温度范围
塑性温度范围较窄的金属(如铝合金),对焊接工艺参数的波动非常敏感,要求使用能精确控制工艺参数的焊机,并要求电极的随动性好,焊接性差。
04、材料对热循环的敏感性
在焊接热循环的影响下,有淬火倾向的金属,易产生淬硬组织,冷型纹;与易熔杂质易于形成低熔点的合金,易产生热裂纹;经冷却作强化的金属易产生软化区,防止这些缺陷应该采取相应的工艺措施。因此,热循环敏感性大的金属焊接性也较差。
|

